
Filetages troisième partie : filetages mâles
Après avoir présenté les différents types de filetage triangulaires courants dans la première partie de cet article, Lien vers la première partie, la réalisation et la réparation des taraudages (filetages femelle) dans la seconde partie, Lien vers la seconde partie, cette troisième partie est consacrée à la réalisation de filetages mâles. Comme dans les parties précédentes, on restera dans le domaine des mécaniciens amateurs et chacun pourra trouver des solutions en fonction de l'outillage dont il dispose ou qu'il pourra se procurer.
AVERTISSEMENT
Lorsqu'il s'agit de pièces de voitures ou de motos de compétition, la réalisation d'un filetage mâle est bien plus compliquée pour le mécanicien amateur que la réalisation d'un taraudage. En effet, si avec certains outils, il est assez facile d'un point de vue opératoire de réaliser un filetage, il est souvent bien plus difficile de réaliser un filetage de résistance suffisante, surtout pour des applications destinées à la compétition.
Dans le cas du taraudage, la matière est à l'extérieur du taraudage, et généralement, on peut en mettre autant que nécessaire. Dans le cas du filetage mâle, la matière de la pièce est forcément contenue dans le filetage, donc limitée en volume. Lorsque les efforts sont importants, les vis subissent en général beaucoup plus de contraintes mécaniques que les écrous. C'est d'ailleurs pour ça que les vis sont souvent réalisées avec des matériaux à haute résistance (acier traité dans le cas le plus général), alors que les taraudages sont fréquemment réalisés dans des matériaux significativement moins résistants (souvent alliages d'aluminium.)
Dans un assemblage vissé soumis à la seule contrainte découlant du serrage de la vis et des efforts qu'elle transmet, si les filets résistent, c'est toujours la vis qui casse, jamais l'écrou.
Par conséquent, il faut apporter beaucoup plus de soins dans la réalisation des vis que dans celle des écrous (ou des taraudages.) Et c'est pour cette raison, que la majorité des filets de vis sont obtenus par déformation, ce qui renforce la matière par effet d'écrouissage, alors que la plupart des taraudages sont réalisés par enlèvement de matière (usinage.)
L'étude de la coupe des métaux n'est pas le sujet de cet article, mais il est important de savoir que pour qu'un copeau de métal (ou d'autre chose) se détache, il faut que la contrainte de cisaillement soit plus grande que la résistance mécanique du matériau. Concrètement, on y parvient en comprimant la partie qui formera le copeau et en exerçant une traction sur la partie qui restera dans la pièce. Une fois le copeau détaché, il persiste toujours de plus ou moins grandes quantités de micro-fissures au niveau de la surface usinée.
Un écrou travaille en compression, ce qui contribue à refermer les micro-fissures qui normalement n'évoluent pas au cours de la vie de la pièce.
Par contre, une vis travaille en traction, ce qui a tendance à ouvrir les fissures. Au fil du temps, si la pièce subit des contraintes alternées, les micro-fissures se propagent. A tel point que quoique microscopiques après le passage de l'outil de coupe, elles peuvent parfois atteindre une taille macroscopique après quelques milliers ou millions de sollicitations et faire rompre la vis. Ce mode de rupture est appelé fatigue par les mécaniciens. La découverte des mécanismes de rupture en fatigue est relativement récente. A la suite d'un accident de chemin de fer en 1875, l'allemand August Wohler en découvre le mécanisme et élabore de très nombreuses théories toujours utilisées de nos jours. Pourtant, des accidents d'avion spectaculaires ayant eu lieu dans la seconde moitié du XXème siècle ont été attribués à la fatigue. Si la fatigue est maintenant bien connue des scientifiques, ce processus insidieux est encore trop souvent ignoré de nombreux garagistes et de la plupart des mécaniciens amateurs.
La fatigue est donc extrêmement dangereuse. Par conséquent, une vis usinée travaillant en traction et particulièrement celles qui travaillent en traction alternée devraient être fortement surdimensionnées par rapport à une vis à filet roulé de matériau et traitement thermique identique.
Plus d'informations sur la fatigue sur les pages dédiées accessibles avec ce lien La fatigue mécanique. Première partie : modes de rupture des pièces mécaniques en acier
Or, la génération de filets par roulage n'est pas à la portée du mécanicien amateur. Il ne peut que produire des filets usinés.
Comme souvent, on ne peut pas augmenter facilement les dimensions d'une vis, il faut le savoir avant de décider de remplacer une vis roulée par une vis usinée. En conséquence, si ce qui suit est possible d'un point de vue opératoire, il ne faut pas s'en servir lorsqu'un risque existe.
Les pièce suivantes ne devraient jamais être remplacées par des pièces usinées sans d'infinies précautions :
- vis de culasse, de bielles et de paliers ;
- vis de tirants de réglage (suspensions) ;
- queues de rotules qui travaillent en traction.
Et pourtant, hélas, on voit beaucoup d'amateurs se lancer dans la fabrication de telles pièces , la plupart du temps en modifiant des vis du commerce. Une fois retouchées, elles peuvent perdre une grande partie de leurs qualités. NE JOUEZ PAS AVEC LE FEU !
N.B. : les vis qui travaillent au cisaillement ne sont pas concernées dans la mesure où le système est correctement conçu. C'est-à-dire où la zone cisaillée n'est pas une zone filetée.
MODES D'OBTENTION DES FILETAGES MÂLES
Le petit avertissement précédent étant bien assimilé, on va pouvoir rentrer dans le vif du sujet en s'intéressant aux outils qui permettent de réaliser ou de réparer des filetages mâles.
Filetage à la filière dédiée
Le filetage à la filière est généralement réalisé à la main. Une filière est une sorte d'écrou en acier trempé possédant des tranchants qui découpent un filetage lorsqu'on la visse sur un barreau de métal. Ainsi, cette opération ne nécessite pas un budget très important.
Comme pour les tarauds, il existe presque autant de filières que de types de filetage à réaliser. On choisira donc la filière en fonction du profil de filet souhaité, du diamètre et du pas.
Il existe trois types de filières à cage modernes, dédiées à l'utilisation manuelle.
Filières à cages circulaires fendues.

- Elles permettent en théorie de rattraper leur usure en agissant sur une vis de réglage radiale conique. En pratique, une fois usées, elles réalisent des profils approximatifs peu recommandables sur des engins destinés à la compétition. De plus, on devrait normalement faire une pièce-témoin pour vérifier qu'elles sont correctement réglées, ce que presque personne ne fait... Encore faudrait il être équipé d'un micromètre à filet dont peu d'amateurs disposent. A défaut, on peut utiliser la méthode enseignée par Marc L'ECUYER dans la vidéo relative à la réalisation au tour, en bas de cette page
- Filières à cage circulaires non-fendues.

- les filières à cage non fendues ont les qualités et défauts inverses des précédentes. Elles sont disponibles en HSS ou HSSE, alors que les modèles fendus sont disponibles seulement en HSS sans cobalt voire en acier au carbone pour certaines productions asiatiques. Les filières HSSE peuvent être utilisées sur des tours, moyennant un montage adapté. Les filières HSS peuvent convenir pour une utilisation exceptionnelle seulement. Au tour, on les monte sur la contre-poupée, ce qui permet de réaliser des filetages même sur un tour qui n'a pas de vis-mère. A la main, elles durent en définitive plus longtemps que les filières à cage fendue.


Les filetages mâles obéissent aux mêmes règles que les taraudages en ce qui concerne leurs précisions dimensionnelles. A un écrou 6H, on associe normalement une vis 6 g. La lettre g minuscule signifie qu'on a affaire à une pièce mâle, alors que la lettre majuscule H indique une pièce femelle.
Une filière rectifiée non fendue en bon état peut donner cette qualité 6g sans avoir besoin de réglage. Ce n'est pas le cas d'une filière fendue. Comme l'indication 6H pour les tarauds, 6g inscrit sur une filière est un gage de qualité géométrique. Nous recommandons ce type de filière, même si elles sont plus coûteuses.
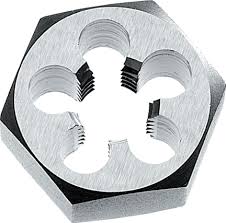
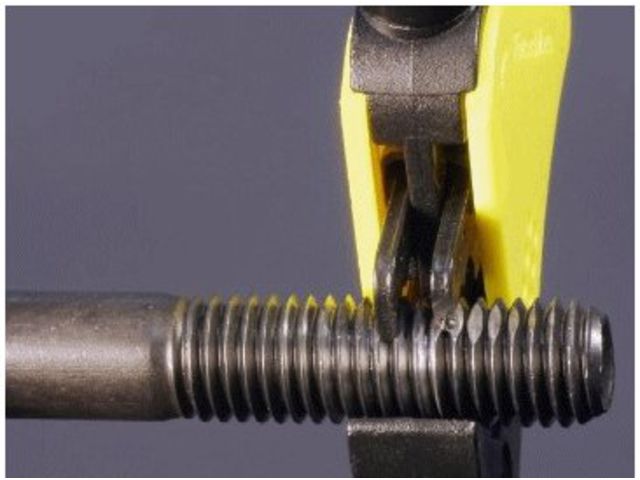
- Filières à cages hexagonales (non fendues.)
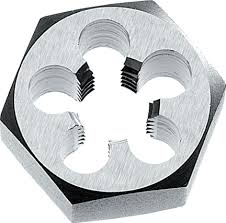
- Typiquement, ces filières sont des outils de chantier. Faciles à manoeuvrer avec une simple clé à molette, elle permettent de réparer, plus ou moins bien des filetages malmenés. Ce sont des produits peu coûteux, en général réalisés en acier au carbone ou au tungstène et avec des filets non rectifiés. Utilisation fortement déconseillée sur des pièces d'engins de compétition.
En théorie, on pourrait réaffuter les filières à cages avec une petite meule agissant sur les faces de coupe. En pratique, le profil du filet se dégrade assez vite sur ces filières et il est plus souhaitable de les remplacer.
Filières à cage carrées
Il s'agit d'outils qu'on peut trouver chez les brocanteurs. Souvent en acier fondu ou en acier au carbone trempé, ce sont de vieux outils qui la plupart du temps sont de qualité médiocre ou complètement usés. Peuvent dépanner en plomberie, mais à proscrire pour la mécanique de compétition.
Pour utilisation intensive au tour, on préfèrera les filières dites de décolletage qui ont des mâchoires qu'on resserre au moyen d'un écrou à filetage conique. Ces outils sont très nettement plus chers que les filières à cage.

Filetage à la filière à peignes
La filière à peigne est un outil surtout utilisé par les gens qui façonnent du tube (plombiers, tuyauteurs, chaudronniers, etc.) Elles sont assez chères à l'achat. Mais, on trouve très facilement ce type de filière d'occasion pour une somme modique. Il en existe deux sortes : filières à peignes fixes et filières à peignes réglables.
Filières à peignes fixes
Les filières à peignes fixes n'existent que dans les dimensions de filetages pour tubes (BSP-NPT.) Il faut une filière par dimension de filetage. Les peignes sont faits pour usiner des aciers doux ou mi-durs seulement. On peut remplacer les peignes usés. On peut aussi facilement les réaffuter avec un simple touret à meuler en agissant sur leur face de coupe.
Ici une filiere Virax type "62"


Non-réglables, ces filieres sont par nature indéréglables, ce que recherchent les utilisateurs qui ne font que des travaux standards. Il faut une filiere par diametre et par pas, comme pour les filieres à cage. Cependant, les peignes sont reaffutables.
Filières à peignes réglables
La même filière peut recevoir différents jeux de peignes. Chaque jeu de peigne correspond à un profil et un pas, mais la filière permet de l'utiliser pour différents diamètres. C'est un outil parfaitement adapté pour les filetages BSP qui ont la particularité d'avoir un seul pas commun pour plusieurs diamètres.
Ce type de filière est souvent appelé filière VIRAX, mais en fait VIRAX est la marque la plus répandue.
Les peignes durent longtemps, mais ne sont pas conçus pour usiner des aciers très durs. Un gros avantage de cette technologie réside dans la possibilité de réaffuter facilement les peignes, soit à la rectifieuse plane si on a la chance d'en posséder une, soit simplement avec un touret à meuler qui donne déjà d'excellents résultats.
Le principal inconvénient de ce type de filière est son encombrement. La filière contient un dispositif de double-cliquet débrayable très pratique dans les endroits exigus, mais ce dispositif contribue à augmenter son encombrement. ça reste donc un gros engin par rapport à la taille des filetages réalisés.
Il existe aussi des filières motorisées vendues sous plusieurs marques dont VIRAX, REMS, etc. à notre connaissance elles ne font que des filetages pour tubes.
Si les filières à main Virax '35" et "65" sont très connues, on connaît moins les modèles "9" et "11" Et "21" pourtant très intéressants.
Notre filière modèle "9"

Nous avons aussi une "21". Plus encombrante que la " 9", elle peut realiset des filetages M30, alors que la "9" est limitee à M20.
Bien plus rares que la "35" , la "45" et la "65", les "9" , "11" et "21" n'en ont pas moins de qualités. D'abord, les modèles 9,11 et 21 sont beaucoup plus compacts que le modèle "35" qui est pourtant le plus petit de la série 35-45-65. Ensuite, et c'est le principal avantage des 9-11-21, on trouve facilement des peignes formant des filets à 60 ° et avec des pas métriques. Et c'est là que ça devient très intéressant... En effet, avec une de ces fiilières, on peut fileter des diamètres importants avec les peignes destinés normalement à de plus faibles diamètres. On obtient ainsi facilement des filetages à pas fins de 75, 100, 125, 150, 175, 200, 250 avec un investissement réduit. Et on peut aussi réaliser des diamètres peu courants mais utilisés en mécanique auto : 7, 9, 11 ou d'autres desormais obsoletes, comme 13,15,17,19 qu'on rencontre encore sur des voitures ou des motos de collection.
La serie 9-11-21, comme la serie 35-45-65 ont des dispositifs mobiles de centrage qui permettent d'aligner parfaitement l'axe à fileter. Ces dispositifs à serrage concentriques sont indépendant des mors ce qui permet d'obtenir une bonne coaxialité du filetage même si l'axe a un épaulement qui modifie son diamètre. C'est un avantage important.
Quand on utilise des filières à cages, on peut réaliser des porte-filières comportant une rondelle d'alignement de l'axe. Mais il faut un porte-filière par diamètre d'axe. Et s'il y a un épaulement, on est obligé d'en fabriquer deux ou de prévoir des guides interchangeables.
Mais, peut-être en s'inspirant des filieres à peigne, un internaute a imaginé un petit montage astucieux qui permet de fileter droit à coup sûr avec une filiere à cage. Son outil est une oeuvre de bricoleur disposant de moyens rudimentaires, mais l'idée est excellente. La video ci-dessous montre la fabrication de son outil.
Mode opératoire des filières
Réaliser un bon chanfrein d'entrée, bien ajuster le guide et bien lubrifier à l'huile entière.
Si la filière est réglable, pour les aciers les plus durs, commencer en serrant un peu moins la filière que le repère gravé dans le cadran, puis terminer au repère. Lorsqu'on veut réaliser un pas fin, il faut alors trouver le bon réglage par essais successifs. Le débourrage n'est normalement pas indispensable car les copeaux ont de l'espace pour s'évacuer. Il est meme déconseillé par les fabricants.
Filetage au tour parallèle
Le tour est l'un des outils les plus polyvalents pour réaliser un filetage mâle. Il faut normalement qu'il dispose d'une vis mère ou qu'il soit à commande numérique.
L'avantage du tour sur les filières est de pouvoir réaliser quasiment n'importe quel pas sur n'importe quel diamètre. On peut aussi réaliser n'importe quel type de forme de filet à condition d'avoir l'outil qui convient ou d'en fabriquer un. Les filets multiples peuvent être réalisés facilement au tour sans outillage spécifique.
Dans ce qui suit immédiatement, il ne sera traité que de la fabrication sur tour conventionnel avec vis mère.
On procède par passe fines. Et on réalise plusieurs passes successives. Plus le pas est gros, plus il faut de passes.
La plupart des gros tours sont équipés de boites qui permettent de réaliser pratiquement tous les filetages utiles.
Pour les plus petits modèles, (ceux qui n'ont pas de boite complexe) on arrive souvent à faire des filetages impériaux en montant une roue de 127 dents sur la tête de cheval (127 est le plus petit dénominateur commun entre le système métrique et le système impérial. Il serait impossible de réaliser un pignon de 25,4 dents....
Une astuce à connaître : sur certains tours, les abaques n'indiquent pas certains petits pas. On peut pourtant en réaliser en utilisant la boite d'avance. Mais c'est parfois un peu compliqué parce qu'il est difficile de retomber dans le pas entre les passes. Dans ce cas, ne jamais débrayer l'avance, mais après avoir reculé l'outil, revenir au départ en tournant à l'envers, puis reprendre la passe suivante.
Au tour, on peut aussi réaliser de gros écrous en utilisant la même méthode mais des outils spéciaux pour les filetages intérieurs.
Outillage
On peut utiliser soit des outils à profil unique (à 60 ou à 55 °, en acier rapide ou en carbures métalliques), soit des plaquettes à fileter en carbure de tungstène. Si le tour n'est pas très rigide, les outils en acier rapide risquent moins de casser que ceux en carbure. En général quand on fait du filetage à l'outil, le rayon de fond de filet est approximatif et ne doit jamais excéder la valeur normalisée pour éviter les interférences. La qualité obtenue est assez médiocre.
Les plaquettes à fileter sont spécifiques à l'angle de filet choisi (55 ou 60 °) et au sens de filetage (à droite ou à gauche. ) Elles sont différentes pour les taraudages et pour les filetages mâles. Pour les pas fins ou les grands pas, il faut parfois changer la sous-plaquette selon un diagramme fourni par le fabricant pour adapter l'angle d'hélice ce qui évite à l'outil de talonner.
Les plaquettes à profil total ne conviennent que pour un seul pas et réalisent un profil parfait tant qu'elles sont en parfait état. Les plaquettes à profil partiel conviennent pour plusieurs pas, mais nécessitent des cotes initiales de diamètre plus précises et surtout, elles produisent des rayons à fond de filets qui correspondent au plus petit pas réalisable. Le filet est donc un petit peu moins résistant que celui réalisé avec un profil total pour les pas supérieurs. De par leur polyvalence, ce sont des outils qui conviennent bien à la réalisation de pièces unitaires.
Filetage contre un épaulement
Dans tous les cas, il doit y avoir une gorge de dégagement d'outil entre le filetage et l'épaulement.
Certains tours ont un levier qui permet un recul rapide de la tourelle entre les passes. Sinon, utiliser la méthode enseignée dans la vidéo ci-dessous.
De plus, pour pouvoir usiner jusqu'à l'épaulement, il faut utiliser une plaquette pour pas à droite pour fileter à droite et une plaquette pour pas à gauche pour fileter à gauche.
On réalise généralement les filetages à petite vitesse. Dans ce cas, l'arrosage est inutile, mais on peut tout de même répandre de l'huile entière sur la pièce. Sur une machine à commande numérique, on peut travailler à haute vitesse. La qualité des filets obtenus à haute vitesse est meilleure, notamment parce que l'échauffement de la matière diminue le risque de micro-fissuration. Certains tours sans commande numerique, mais speciaux permettent de realiser des filetages avec des vitesses de coupe élevées plus judicieuses lorsqu'on utilise des plaquettes carbure. Parmi ceux-ci, le Cazeneuve HB-X et l'Ernault-Somua Cri-Dan. Ça reste des exceptions.
Lien vers presentation de l'HBX 360
Un bon tutoriel de Marc L'ECUYER trouvé sur internet. Comme tous ses tutoriels, il est d'excellente qualité, mais le son n'est pas à la hauteur de la qualité du personnage;. C'est dommage car M. L'ECUYER connaît bien son domaine. M. LECUYER est canadien, il réalise donc devant nous des filetages impériaux.
Quand on realise un ecrou à l'outil sur un tour, on ne peut pas utiliser la méthode enseignee par Marc pour mesurer le filetage. Il est donc conseillé de l'essayer sur une vis pour verifier la montabilité et l'absence de jeu excessif.
Bon d'accord, mais quand la vis est, par exemple, une fusée de camion ?
Dans ce cas d'abord on realise l'avant-trou deux dixiemes plus grand que le nominal moins le pas. Ensuite on procede par passes successives jusqu'à obtenir une plongee de 1,227 fois le pas (au diametre) Cette methode donne un jeu de 0,2 mm au diametre partout, ce qui convient pour tous les gros ecrous. Elle n'est applicable que pour les filets à 60 degrés.
Exemple : realiser un filetage M25 x 250. Ebauche à 22,7 mm. Plongee de 3,06 mm au diametre.
Meme si vous êtes un tourneur déjà experimenté, vous apprécierez probablement le fascicule de 118 pages que Sandvik a consacré à la realisation des filetages. Il synthétise nos connaissances en la matière et il vous apportera certainement encore quelques connaissances nouvelles utiles.
Filetage, guide technique Sandvik Coromant, C-2920-031
Filetage au tour avec une filière ordinaire
Un tour sans vis mère peut tout de même réaliser des filetages. La poupée mobile doit être parfaitement réglée à l'axe.
Il est préférable de disposer d'un tour avec pédale de freinage très efficace lorsqu'un filetage s'arrête près d'un épaulement. Dans ce cas, le mandrin le plus léger disponible doit être utilisé pour permettre un arrêt rapide.
On commence par usiner un porte filière qui sera monté dans la poupée mobile. La queue du porte-filière doit être conique sans tenon et juste placée dans le cône sans effort axial. Ainsi, si la filière butte accidentellement contre un épaulement le porte filière peut patiner dans la poupée mobile et ainsi éviter des gros dégâts. Une queue cylindrique peut aussi convenir, mais dans ce cas utiliser un mandrin non-autoserrant et le serrer modérément pour que la queue puisse patiner en cas de blocage.
Si cet outillage devait être utilisé souvent, prévoir un limiteur de couple à rondelle Belleville réglable par écrou. On évitera ainsi beaucoup de ruptures d'outillages.
Prévoir le passage de la partie filetée à-travers la queue du porte-filière. Réaliser le diamètre qui sera fileté et la gorge de dégagement lorsqu'elle est nécessaire et ne plus démonter la pièce du mandrin pour avoir une bonne coaxialité. Si c'est impossible, prévoir une reprise en mors doux ou, de préférence, en pinces. Faire un généreux chanfrein d'entrée pour faciliter l'engagement de la filière. Arroser abondamment à l'huile entière.
Monter une filière adaptée. Bien huiler les glissières de la poupée mobile. Mettre le tour en marche sur la plus petite vitesse et, frein de poupée mobile desserré, pousser à la main la poupée mobile vers la poupée fixe. La pièce va "avaler" la filière et tirer la poupée mobile. Arrêter avant tout épaulement et dégager en marche arrière.
S'il faut fileter jusqu'à un épaulement, finir les deux ou trois derniers tours à la main.
Si vous avez un peu de temps libre, vous pouvez fabriquer l'appareil à embrayage presenté dans la video suivante. Elle est en anglais. Sinon, les filieres à declanchement automatique vous séduiront probablement.
Filetage au tour avec une filiere à déclanchement automatique
La société americaine Geometric a développé il y a un peu plus d'un siecle une filiere à peignes qui s'adapte sur une machine -outil et s'ouvre une fois le filetage realisé. Depuis, de nombreuses entreprises ont produit des filieres de ce type.
Ci dessous, une filiere Rubometric à l'oeuvre.
Malheureusement, il n'y a rien de normalisé et les peignes ne sont pas toujours faciles à se procurer. Les marques les plus repandues sont Geometric aux USA, Rubometric en Allemagne (les modeles type D des deux marques utilisent les memes peignes), Alfred Herbert en Grande-Bretagne (filieres et peignes souvent appelés "Coventry" et compatibles avec d'autres marques, notamment Fahrion Aune Efem. ) Pour ces marques, on trouve facilement des pieces et peignes. De plus la qualité des filetages realises est excellente et l'outillage tres endurant. Certains utilisateurs revendiquent plusieurs dizaines de milliers de filetages avec un seul outil.
Pour tirer la quintescence de ces filieres, il faut adapter les angles de coupe et les depouilles aux materiaux travaillés. Moyennant cette precaution, ces filieres sont parfaitement adaptees pour usiner tous les materiaux metalliques, y compris les aciers alliés tels que, par exemple, le 100C6 (non trempé) et les aciers faiblement alliés pretaités, comme par exemple le 42CD4.
Les marques Landis et Wagner proposent une architecture legerement diffferente dite tangentielle. Elle semble plus interessante pour les gros utilisateurs qui reaffûtent souvent leurs peignes car ceux-ci peuvent etre reaffûtés un plus grand nombre de fois. Plus recherchée, elle est souvent beaucoup plus chere d'occasion ce qui ne la rend pas forcement plus attractive pour un utilisateur occasionnel.
Une filiere Wagner de type tangentiel au travail sur un tour à commande numérique.
Quant à acquérir ce type de materiel neuf, quelle que soit la marque, ce n'est envisageable que pour une utilisation fréquente.
Ici, on a décidé (très récemment) de s'équiper avec des modèles Rubometric et Coventry. A part les marques citees plus haut qui semblent voir de bonnes notoriétés, que valent les concurrents ? On n'en sait rien, mais quelle que soit la marque, il ne peut s'agir que de materiel professionnel, donc a priori tres superieur aux outils, souvent de pietre qualité qu'on trouve en grande surface de bricolage.
Filetages roulés
Autrefois reservé aux fabricants de vis, le roulage de filet est maintenant à la portée des ateliers de mecanique générale. Entre autres, Rubometric, Wagner, WNGN, LMT Fette, proposent des filieres qui ressemblent un peu aux filieres à declanchement automatique, mais dont le mode d'action ne produit aucun copeau.
Ci-dessous, presentation du materiel LMT Fette.
Le roulage de filets mâle peut etre utilisé sur des materiaux plus durs que le taraudage par deformation parce que les molettes sont bien plus massives que les tarauds.
Si ce materiel est aujourd'hui accessible aux artisans usineurs qui font de la serie, il semble beaucoup trop onereux pour un atelier d'outillage dont les productions changent sans arret et à plus forte raison pour un atelier de maintenance ou un atelier de mecanicien amateur.
C'est dommage car les filets roulés sont notoirement et justement connus pour etre plus résistants à la fatigue que les filets usinés.
Filetage conique mâle au tour
Un mecanicien russe utilise un taraud comme fraise à fileter sur un tour !
Rénovation d'un filetage malmené
Parfois, on ne dispose pas d'une filière adaptée ou on ne peut pas monter la pièce détériorée sur un tour; c'est notamment le cas pour la remise en état des filets d'arbres de transmission "cardans" qui sont assez souvent massacrés par des mains inexpertes.
On trouve dans le commerce des appareils à restaurer les filets qui à défaut de refaire parfaitement un filetage permettent au moins de monter un écrou sur un filetage champignonné.
Le modèle BEM MULLER que nous possédons est un véritable "tour de poche" qui permet de sauver pas mal de pièces grâce à des plaquettes (à 60 °) en acier rapide qui ont des profils, de très bonne qualité, dédiés à chaque pas . Mais il semble qu'on ne trouve plus ce modèle d'appareil spécial pour garagiste neuf dans le commerce.
La Société NES propose un outil un peu différent qui fait le même travail et accepte des diamètres jusqu'à 32 mm, mais est il aussi bien adapté aux transmissions ? Nous ne l'avons jamais testé.
L'appareil NES : pour faire du presque bon, avec du presque mort... les outils sont interchangeables quand ils sont usés.
Enfin, le peigne à filets permet de rafistoler des filetages écrasés; il s'agit d'une sorte de lime à deux fois quatre faces qui comportent des profils correspondant aux filets à rénover.
En derniers recours, ça peut débloquer une situation. Mais nous ne nous servons jamais de cet outil qui s'il permet d'enlever de la matière gênante, réalise des profils très approximatifs.
CONCLUSION ET PERSPECTIVES
On a donc étudié, les différents types de filetages courants dans la première partie, la réalisation de filetages femelles dans la seconde partie, celle des filetages mâles dans cette troisième partie. La quatrième partie est plus axée sur les problèmes de bureau d'étude, avec notamment
- les principales règles à connaître pour concevoir et dimensionner une pièce filetée,
- les classes de qualité internationales et impériales de visserie et les risques qui en découlent,
- les méthodes de serrage, avec notamment un plaidoyer (argumenté) contre le serrage à la clé dynamométrique sans précautions, pas toujours faciles à prendre
Cette quatrième partie, si elle ne fera pas de vous un expert vous donnera au minimum les compétences nécessaires à un spécialiste. En contrepartie, il vous faudra probablement vous investir un peu dans une lecture attentive car on va y traiter de problématiques physiques. On abordera les champs de déformation, les contraintes, la tribologie. Tout a été fait pour que la compréhension soit possible avec un faible niveau en mathématiques. Mais il y a hélas des notions qu'il faut absolument comprendre pour aborder les liaisons vissées sous un angle technique. C'est le prix à payer lorsqu'on veut concevoir des assemblages fiables. Les seuls qui peuvent garantir la sécurité des pilotes.
Merci de votre fidélité et pour vos remarques qui sont souvent très constructives.
Dernière mise à jour 06/2023
TRD CARS are lubricated by RED LINE

http://www.garage-varinot.fr/red-line-oil-huile-moteur/
Une auto de course ou de prestige à transporter ? Faites comme nous, pensez à XARS.
Besoin de Flight case ? XARS fait du sur-mesure.
XARS, l'expérience de la compétition au plus haut niveau et la souplesse d'une petite entreprise au service de tous, professionnels et particuliers.
A découvrir aussi
- NOTIONS D’AERODYNAMIQUE, PREMIERE PARTIE
- Usinage à l'outil. Première partie : les matériaux des outils
- Métrologie dimensionnelle. Troisième partie : contrôle des tolérances de forme et de position

Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 132 autres membres