
Guide d'achat d'un tour à l'usage des mécaniciens amateurs et professionnels
PREAMBULE
Faisant suite à l'article arrivée d’un nouveau tour, voici un petit guide destiné aux mécaniciens amateurs ou professionnels débutant une activité d'usinage qui souhaitent acheter un tour d'occasion, voire neuf. Cet article ne concerne que les tours conventionnels. Sauf exception, très peu de mécaniciens amateurs ou nouveaux professionnels achètent un tour à commande numérique (C.N.) de bonne facture. J'entends par là que les machines C.N. proposées au grand-public sont pour moi des gadgets dont la précision, la puissance et la durée de vie ne correspondent absolument pas aux besoins d'un mécanicien qui même s'il n'utilise pas sa machine 8 heures par jour et 200 jours par an souhaite avoir des moyens comparables avec ceux dont disposaient les meilleurs professionnels il y a quelques années. Notre but est clair : il s'agit de choisir une machine capable de réaliser des pièces suffisamment précises pour qu'elles puissent être utilisées dans une auto de course , sur une moto, ou n'importe quel mécanisme qui doivent fonctionner de manière fiable. Ceux qui veulent réaliser des objets d'art, des jouets, des gadgets pourront acheter autre chose; mais ce n'est pas le but ici. Autrement formulé, les tours dont je vais parler sont des machines parfois dépassées sur le plan de la productivité, mais majoritairement pas sur le plan de la précision et de la fiabilité à condition qu'elles soient en bon état.
Certes, on peut acheter, parfois moins cher qu'un tour conventionnel, des tours à commande numérique professionnels des années 80. Outre le fait qu'elles sont souvent très usées, que la fiabilité des composants électroniques qui ont quarante ans devient franchement hasardeuse, que les cartes électroniques sont parfois très difficiles à trouver, je reproche à ces machines d'être nettement plus encombrantes et plus lourdes que les machines conventionnelles. Autre petite difficulté avec les machines C.N. françaises des années 80 ont souvent des commandes numériques NUM. Il faut apprendre le langage de programmation de l'époque. Et ce langage est nettement moins intuitif que ce qui se fait actuellement. Au-delà de l'attrait que j'aie pu avoir pour la technologie, un certain pragmatisme m'a interdit de me lancer dans l'achat d'une machine de ce type. Autant, je considère que l'achat d'une MOCN (Machine-outil à Commande Numérique) puisse augmenter considérablement le champ d'action d'une fraiseuse, autant je pense que pour un tour destiné avant tout à la fabrication de pièces unitaires la commande numérique représente beaucoup de contraintes pour peu d'avantages quand on sait se servir d'un tour. Beaucoup de débutants s'imaginent que la CN va leur permettre d'échapper à la phase d'apprentissage de la partie physique de leur machine et les dispenser de montages parfois longs à réaliser. Il n'en est rien. Pour bien usiner avec une CN, il faut d'abord savoir se servir d'une machine conventionnelle. Aussi nous n'en parlerons pas plus ici sauf pour dire que beaucoup de petits tours anciens d'amateurs ont été numérisés ces dernières années ce qui pour autant n'en fait pas des machines plus précises qu'avant. la commande numérique ne fait que commander. C'est en réalité la machine qui exécute l'ordre qui conditionne la qualité obtenue.
Nous n'allons aborder que les tours dits parallèles, c'est-à-dire à axe de rotation horizontal. Et principalement des tours à charioter et fileter qui sont au tournage ce que les fraiseuses universelles sont au fraisage : les machines les plus polyvalentes.
=================================================================
QUALITÉS ET DÉFAUTS DES DIFFERENTES FAMILLES DE TOURS PARALLÈLES
====================================================
Vocabulaire spécifique
La vidéo suivante en provenance de l'Association pour la Formation Professionnelle des Adultes vous permettra de vous familiariser avec le nom des principaux organes d'un tour parallèle.
Tours anciens à courroies plates en cuir
Même en parfait état, les tours anciens à courroies plates en cuir cumulent généralement les inconvénients suivants :
- Patinage fréquent des courroies ;
- Puissance transmissible limitée (découle du précédent) ;
- Ruptures de courroies au niveau des agrafes fréquentes ;
- Agrafes bruyantes ;
- Agrafes dangereuses (peuvent happer des vêtements, et ceci d'autant plus qu'il faut souvent lubrifier les paliers qui sont à proximité des courroies) ;
- Incompatibilité entre les huiles de lubrification des paliers généralement lisses et adhérence des courroies ;
- Projection d'huile jusqu'au plafond à cause des paliers lisses ;
- Très grande inertie des broches, donc démarrage difficile et arrêt jamais instantané ;
- Faible précision des broches à paliers lissés (les paliers se règlent mais si jeu faible, alors fort patinage de courroie) ;
- Nombre de vitesses limité (8 semble un maximum) ;
- Fréquence de rotation maximale et spectre vibratoire souvent incompatibles avec l'utilisation d'outillage moderne ;
- Engrenages à l'air libre qui recoivent des copeaux source de fréquentes ruptures de dents donc de manque de fiabilité et évidemment sont très dangereux ;
- À l'exception des tours dits monopoulie qui sont equipés d'une boite de broche, à iso-capacité, un tour à courroies plates en cuir est plus encombrant qu'une machine moderne.
- Qualité des matériaux des pièces de la machine laissant très souvent à désirer : inclusions, défauts de compacité, visserie non-normalisée ;
- Exigences de maintenance très supérieures à celles des machines modernes ;
- Coût de revient d'une pièce terminée souvent supérieur à celui de la même pièce obtenue avec une machine plus récente, malgré le fait que l'amateur n'est pas rémunéré. Le coût lié à la surconsommation de consommables n'est jamais couvert par la plausible économie réalisée à l'achat.
Astuce 1
Si malgré mes mises en garde, vous décidez d'acheter l'un de ces moyens tours à courroie plate en cuir, choisissez de préférence un modèle répandu. Ça vous permettra ulterieurement de trouver des pieces de rechange d'occasion. Evitez les tours sans marque apparente que vous n'aurez quasiment aucune chance d'identifier. Choisissez plutôt dans les marques suivantes : Cazeneuve, Noel Ernault, Sculfort Fockedey, Somua, Forges de Vulcain (qui n'etait pas fabricant, mais revendeur.) Si vous cherchez un petit tour à courroie cuir, ne vous aventurez pas en dehors de ceux qui sont decrits ci-dessous.
Astuce 2
On peut cependant gommer, voire éliminer totalement certains de ces inconvénients en remplaçant les courroies en cuir par des courroies plates synthétiques sans fin. Le seul inconvénient par rapport aux courroies cuir agrafées est de nécessiter la dépose (une fois) de la broche. Peu d'amateurs le savent : le coût d'exploitation d'une courroie synthétique est plus faible que celui d'une courroie cuir.
À savoir avant d'acheter un tour à transmission par courroie moderne (trapezoidale, plate, poly-vé ou crantée. Pour de tres nombreuses machines, on doit demonter la broche pour remplacer les courroies. Le démontage d'une broche de gros tour peut nécessiter l'utilisation de materiel puissant pour extraire la broche (verin hydraulique, par exemple.) Avant d'acheter bien se renseigner sur la transmission si on ne se sent pas capable de se lancer dans ce type de travail. C'est aussi vrai en ce qui concerne les roulements de broche. Il faut souvent un outillage de type mécanique poids-lourd ou agricole.
Nous n'allons parler dans ce qui suit que de machines d'une certaine modernité, c'est-à-dire sauf pour certains petits modèles exclure les modèles à transmission à courroies à l'air libre, qu'elles soient plates, trapézoïdales ou crantées.
Tours " professionnels"
Le simple fait de preciser dans la description d'une machine qu'il s'agit d'un modèle "professionnel" devrait inciter à la prudence. Si le vendeur se croit obligé de préciser ce point, c'est que même pour lui un doute à ce sujet persiste.
Ni Mercedes Benz, ni Renault Trucks n'ont besoin de préciser que leurs camions sont "professionnels". C'est évident pour tout le monde. Aucun fabricant de char d'assaut ou d'avion de combat n'a besoin de preciser que ses productions sont " militaires". Parce qu'il n'y a aucun doute à propos de l'usage de leurs produits.
Quand on se croit obligé de préciser, c'est justement parce que ce n'est pas implicite
Professionnel signifie seulement qu'au moins un utilisateur s'en sert dans un cadre professionnel. Je suis paysagiste, je tourne une rondelle pour reparer ma brouette, donc mon tour est "professionnel". Même si je m'en sers un quart d'heure tous les six mois...
Un detail qui devrait donner l'alerte
Dans plus de 95 % des cas, une machine stationnaire (pas l'electroportatif) réellement conçue pour un usage professionnel a une alimentation en courant triphasé. Si on ne dispose pas du triphasé, mieux vaut acheter une machine triphasée et l'alimenter via un variateur de frequence que d'acheter, souvent trop cher par rapport aux performances réelles, une machine de DIY. La majorité des machines de bricolage sont peu precises, peu puissantes, peu durables. Leurs accessoires et outillages, sont souvent de pietre qualité. Souvent, elles n'acceptent pas le montage d'outils de qualité industrielle. Rapidement, on se ruine en consommables. L'achat d'une machine de bricolage ne se justifie que pour un travail ponctuel. Encore que dans ce cas la location ou la sous-traitance devraient être envisagées avant la décision d'achat.
Tours "de précision"
Voilà une expression trompeuse qui n'a aucune valeur dans une petite annonce. Pour la majorité des vendeurs, un tour de precision n'est pas caracterisé par une tolérance obtenue à coup sûr sur les pieces, ou par la géométrie de la machine, mais par la taille de la machine. On voit ainsi nombre de "jouets" de pacotille qualifiés de "tours de précision". Pourtant, il existe des normes (ISO 230) qui définissent clairement une machine " de précision"ou de "haute précision". Mais les vendeurs de ce genre de jouets sont loin de l'imaginer.
Tours semi-automatiques
Vendus la plupart du temps à des prix étonnament bas, les tours semi-automatiques peuvent séduire les amateurs par leurs possibilités très étendues. Pour en avoir utilisé au lycée, j'en garde un excellent souvenir. Ces machines ont été conçues pour assurer une très bonne productivité en moyenne ou grande série. Ils ont été supplantés par les tours à commande numérique. Les plus récents ont donc une cinquantaine d'années. Et c'est là qu'est le problème. La plupart sont très usés. Il faut être très prudent en achetant ce type de machine.
Si vous voulez acheter votre premier tour pour débuter, ne vous lancez pas là-dedans sans l'avis d'un tourneur chevronné. Vous risqueriez de vous retrouver avec une machine à la géométrie ruinée. Et quasiment invendable...
Apprenez à reconnaitre ces tours. Ils ont une avance de poupée mobile par volant ou cabestan et une poupée mobile à tourelle indexable. C'est d'ailleurs ce qui leur vaut souvent d'être vendus sous le nom de "tour revolver". Et très souvent disposent d'un moteur surpuissant eu égard à leur capacité. C'etaient des machines conçues pour travailler en 3 x 8. Du coup, presque tous les tours "revolver" sont complètement "flingués"... Les seules exceptions sont les tours de lycée qui étaient souvent confiés aux élèves de terminale sur lesquels ils apprenaient à faire des réglages pour faire souvent une seule pièce. Le but etant l'apprentissage et non la production.
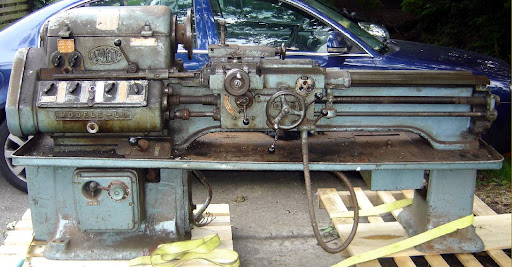
Tour semi-automatique Ernault Somua TS 3

Tours à copieur hydraulique
Comme les tours semi-automatiques, les tours à copieurs hydrauliques avaient vocation à produire des séries importantes. Leur usure est aussi la plupart du temps telle qu'ils sont incapables de réaliser des pièces précises.
Tours de décolettage
Il s'agit de machines conçues pour les tres grandes series. Souvent commandées par des cames.
Souvent très usées et peu adaptées à la réalisation de pieces unitaires. Sauf cas particilier ne correspondent absolument pas à un usage loisir, maintenance, outillage ou prototypage.
Tours de maintenance ou de production
Il n'existe pas de définition précise de ces termes. Il y a donc une part de subjectivité dans ces designations. D'ailleurs souvent les machines utilisees en maintenance ont été rachetées après avoir servi en production.
Les tours de production sont normalement plus robustes que les machines exclusivement destinees à la maintenance. Ils sont toujours équipés de moteurs très puissants qui permettent de prendre de tres grosses passes. Ils peuvent cependant avoir beaucoup plus servi. Attention certains tours de production ne comportent pas de vis mère. Réaliser des filetages avec ces machines nécessitetait de coûteux outillages (voir les articles sur les filetages sur ce blog. Lien)
Les tours de maintenance peuvent comporter des particularités qui augmentent leur polyvalence, comme par exemple un banc rompu. En contrepartie, ils peuvent être moins rigides que les tours de production.
L'utilisateur du tour de maintenance n'est normalement pas un expert du tournage. C'est plutôt un mecanicien tres polyvalent qui touche un peu à tout et qui travaille dans l'urgence. Il ne fait que très rarement des series de pieces. Par consequent sa machine comporte peu d'automatismes tels que des butees multiples à déclanchement. Sauf, evidemment si elle a été achetée d'occasion après une carrière en production.
Tours d'outilleur
Là aussi, il y a une part de subjectivité dans la désignation. Par définition, un tour d'outilleur est une machine précise, rigide, pas forcément trés puissante, mais très polyvalente. Typiquement, dans sa vie, elle est manipulée par un nombre restreint d'utilisateurs qui en prennent soin parce qu'ils ne devraient pas être soumis à des cadences infernales. Ce sont normalement des tourneurs très qualifiés et pas des ouvriers spécialisés qui font toujours la même pièce.
Un tour d'outilleur devrait normalement être en excellent état.
Tours de l'Education Nationale
Souvent présentés comme de bonnes affaires, les machines en provenance des lycees techniques ont souvent très peu d'heures de service. Ces machines bénéficient souvent de dispositifs de freinage que n'avaient pas en serie les machines destinées à l'industrie. Ils peuvent être mieux cartérisés que les modèles industriels
En contrepartie, ils peuvent être sous-motorisés, plus limités en frequence de rotation (exemple HBX 360 tourne à 3000 RPM, HBX 360 I, spécial éducation, limité à 2500 RPM.) Certains ont été massacrés par des élèves peu scrupuleux. J'ai eu plusieurs temoignages d'acheteurs très déçus par leur tour qui ont finalement acheté le même modèle en provenance de l'industrie pour avoir la machine qu'ils souhaitaient.
Combinés tour-fraiseuse
Il s'agit de machines generalement de faible capacité capables de tourner des pieces et de realiser des travaux de fraisage leger. En general, ils sont peu rigides, donc peu precis et peu puissants. La vocation de ces machines est plutôt axée sur deux domaines : la maintenance sur site (equipement de camions-ateliers, de bateaux) pour les modeles serieux et le bricolage pour des modeles, généralement asiatiques qui s'averent presque tous décevants. Quelles que soient leurs qualités et défauts, ils se vendent très cher d'occasion. Trop à mon avis, par rapport à leurs performances réelles. Leur veritable atout réside dans leur mobilité.
Le temps nécessaire pour changer de configuration tour/fraiseuse est souvent décrit comme trop long par les proprietaires-même de ces machines. Ils finissent souvent par acheter une seconde machine ou revendre leur combiné pour acheter deux machines simples.
Machines à éviter autant que possible en raison d'un rapport qualité/prix très fortement défavorable.
==========================================================================================
DIMENSIONS CARACTÉRISTIQUES PRINCIPALES D'UN TOUR
==============================================================
Entrepointes
L'entrepointes (souvent écrit entre-pointes) d'un tour correspond à la longueur maximale d'une pièce qu'on pourrait monter entre deux pointes sur le tour.
Attention
- Si un mandrin est utilisé, la pièce la plus longue usinable est quasiment toujours plus courte que l'entrepointes indiqué par le constructeur
- sur certains tours, le trainard ne dispose pas d'assez de course pour usiner sur toute la longueur comprise entre les pointes.
- lorsqu'on veut percer une pièce en bout, la longueur du foret impose de choisir un entrepointes adapté. S'il s'agit de forer de bout en bout en une seule opération une pièce, l'entrepointes nécessaire est souvent supérieur au double de la longueur de la pièce. Ce point peut poser de gros problèmes avec les petits tours, surtout les tours d'établi.
==> On doit donc choisir un entrepointes supérieur à la plus longue pièce qu'on envisage d'usiner.
Généralement, les constructeurs indiquent l'entrepointes (EP.)
Diamètres
Généralement, on définit le diamètre au-dessus du banc (DB). Il faut bien avoir conscience que sauf exception, ce diamètre n'est pas celui de la plus grosse pièce qu'on pourrait monter sur le tour. En effet, le trainard est posé sur le banc. Et le chariot transversal placé sur le trainard a également une épaisseur. En conséquence, il convient de se renseigner sur le diamètre au-dessus du chariot (DC) qui est la cote la plus utile pour toutes les pièces de longueur conséquente. Cette information n'est pas toujours disponible.
Tours à banc rompu
Les glissieres de trainard des tours à banc rompu s'arretent avant la poupée fixe de maniere à permettre le montage de pieces courtes de diametre superieur au diamètre au-dessus de banc. La partie du banc sans glissière est appelée "rompu."
Ci-dessous un Cazeneuve 500 HB à banc rompu

%uFFFC
Et un autre Cazeneuve 500 HB à banc complet

Pour les tours à banc rompu, le diamètre dans le rompu (DR) est précieux si on veut usiner des pièces courtes de grand diamètre. La longueur du rompu est aussi un parametre important. La plupart du temps, on est obligé de travailler au plateau plutôt qu'au mandrin quand on tourbe des pieces de grand diametre.
Les tours à banc rompu paraissent séduisants au premier abord. Mais il faut bien avoir conscience que le trainard se trouve souvent en porte-à faux quand on travaille près du mandrin. Et par conséquent ces tours s'usent beaucoup plus vite que les autres.
De ce fait, les tours a banc rompu sont assez appreciés pour la maintenance où on les utilise occasionnellement et beaucoup moins pour la production ou on cherche beaucoup moins la polyvalence des machines. Le rompu fait perdre de la rigidité au banc. Ça n'est pas tres impactant sur un tour de maintenance ou d'outillage. Ça peut être gênant sur une machine de production qui fait de la grosse ébauche.
Il a existé des tours à banc rompu en deux parties. Un tronçon de banc était démontable pour former le rompu. Cette architecture semble avoir été abandonnée depuis longtemps par la majorité des fabricants. Mais je viens de decouvrir que Descours et Cabaud l'a utilisée dans un proche passé pour son tour DESCA. Sur la photo ci -dessous, la partie amovible apparait plus claire que la partie fixe. Souvent, cette partie amovible vient combler completement le rompu.

Hauteur de pointe (HP)
Assez fréquemment, les fabricants indiquent la hauteur de pointe. Cette dimension correspond à peu de choses près à la moitié du diamètre usinable sur le banc.
"Qui peut le plus peut le moins"
Derrière cette formule se cache une contre-vérité. En effet, les étagements de fréquences de rotation de broche correspondent généralement aux gabarits des tours. Un tour qui passe 500 mm au-dessus du banc est rarement conçu pour usiner des axes de 2 mm en alliage d'aluminium. Par conséquent, ce genre de machine ne tourne pas assez vite la plupart du temps pour obtenir des états de surface parfaits sur de petites pièces.
Certains amateurs se laissent tenter par la simplicité apparente liée à l'utilisation d'un variateur électronique de fréquence. Grâce a cet appareil, on peut augmenter significativement la vitesse maximale d'un tour. Attention cependant à bien respecter la fréquence maximale admissible par le mandrin. Les gros mandrins ne supportent pas les hauts régimes. Surtout ceux qui ont un corps en fonte.
A l'opposé du champ d'application, l'utilisation fréquente d'un tour pour des pièces dont le diamètre est proche du maximum admissible est déconseillée. L'inertie de la pièce, celle du mandrin ou plateau risquent d'user prématurément la machine qui travaille la plupart du temps au maximum de ses capacités. Les freins de broche des machines modernes sont rapidement hors d'usage en cas d'utilisation fréquente pour des pièces très lourdes. De plus, il faut bien penser en achetant un mandrin que lorsqu'il est utilisé au maximum de sa capacité, les mors dépassent légèrement du diamètre du mandrin ce qui peut en plus d'être dangereux s'avérer impossible si les mors butent contre le banc.
Passage de broche
Souvent, on usine au tour des pièces dans une barre de métal de longueur très supérieure à la pièce. Pour travailler avec de faibles porte-à-faux, on a intérêt à faire passer la barre à-travers la broche. Le diamètre de passage dans la broche détermine le diamètre maximal de barre dans laquelle on pourra usiner des pièces sans devoir tronçonner la barre en petites longueurs avant l'usinage.
Cônes de broche et de fourreau
De ces cônes dépend la taille des accessoires qu'on pourra utiliser sur le tour. Le plus important et pourtant souvent le plus petit des deux est celui du fourreau puisqu'il détermine le diamètre maximal des forêts qu'on peut utiliser. Mais ce cône a aussi un impact sur les filières à déclenchement, les têtes à aléser, les pointes fixes et tournantes dont on peut se servir.
Contre poupée
Certains tours ne disposent pas de dispositif de serrage rapide de contre-poupée. Il faut utiliser une clé. Souvent on n'y attache pas beaucoup d'importance lors de l'achat. Et finalement on finit par le regretter amèrement.
Certains tours (Cazeneuve en particulier) disposent en option d'une poupée mobile a avance automatique. Bien que pas indispensables, ces poupées evitent de gros efforts et ameliorent la duree de vie lors de perçages avec de gros forets. Grâce à une butée à declanchement, on peut gerer automatiquement la profondeur de forage avec une bonne précision.
Certains tours (de production, par exemple les Gallicop) disposent d'une contre-pointe à avance hydraulique. Ça n'a pas vraiment d'intérêt pour des pieces unitaires. Cependant, en réglant correctement la pression, on limite les flexions dues aux dilatations des pieces longues en ebauche à sec. La contre-pointe recule au fur et à mesure que la piece se dilate.
Embrayage
Loin d'être un gadget, l'embrayage permet une mise en rotation progressive de la piece sans avoir recours à un dispositif electronique (plus ou moins fiable.) C'est tres rassurant sur les grosses machines. L'embrayage evite aussi les gros appels de courants tres genants lorsque l'installation electrique de l'atelier est un peu trop limitée. C'est aussi un precieux allié pour realiser des filetages arrêtés. Grâce à ce dispositif, on peut fileter plus vite et ralentir juste avant un epaulement. Il est difficile de s'en passer quand on y a pris goût. C'est aussi tres agreable pour tarauder puisqu'on peut changer le sens de rotation sans arreter le moteur.
Variateur de vitesse
La variation continue de fréquence de rotation apporte un confort certain et une petite amélioration de la qualité lors du dressage de faces ou la réalisation de cônes. C'est aussi très apprécié en tronçonnage de grosses pieces.
Cependant, les variateurs mécaniques sont chers. C'est un fait. Il faut l'accepter ou s'en passer.
Quant aux variateurs électroniques, s'ils sont économiques, ils ne remplacent en aucun cas une réduction mécanique. La réduction mécanique qu'elle soit par variateur ou par boite à vitesses augmente le couple disponible à la broche aux basses frequences. Justement quand on en a besoin. Ce n'est pas le cas des variateurs électroniques installés sans réducteur mecanique.
Pour compenser l'absence de réduction mécanique, on doit installer des moteurs puissants (15 kilowatts au minimum pour un tour CN sérieux), mais il faut disposer d'une installation electrique compatible. Sinon, on se retrouve avec une machine anémique, voire quasiment bonne à rien et peu fiable. C'est le cas de la majorité des tours de DIY, surtout les chinois. Si vous achetez une machine, c'est normalement pour vous en servir. Ne perdez ni votre temps ni votre argent avec ces gadgets qui apportent beaucoup plus d'inconvenients que d'avantages. Les fabricants de tours DIY les montent parce qu'ils coutent moins cher qu'une boite à vitesses. Ils se gardent bien de le dire.
Boites d'avances et filetage
Certains tours n'ont pas de boite d'avances et de filetage. Il faut remplacer les engrenages de lyre pour modifier ces paramètres. Ça fonctionne, mais ça devient vite un handicap dès qu'on devient utilisateur regulier. Ça s'use vite aussi. Les engrenages travaillent à sec et l'entraxe des arbres doit être reglé à chaque changement. S'il n'est pas parfait l'usure augmente. Enfin, certains petits tours de pacotille ont des engrenages en plastique de qualité douteuse.
D'autres tours ont des boites Norton à graissage par barbotage qui constituent un progrès, mais ne sont pas exemptes de défauts. Leur pignon baladeur travaille en porte-à faux et leur carter n'est pas etanche. Une lyre permet généralement de changer de gamme (métrique / impérial.)
Les machines les plus sérieuses ont des boites étanches qui ressemblent aux boites automobiles non synchronisées. La plupart du temps plusieurs boites en cascade dans le même carter permettent d'obtenir de nombreux rapports. Une lyre permet le changement de gamme.
Certains tours n'ont plus du tout de lyre. Le changement de gamme se fait grâce à un etage supplémentaire de boite. Ce sont ceux qu'il faudrait privilégier lorsqu'on fait beaucoup de filetages très variés en alternant metrique et imperial. Les Cazeneuve, Graziano et d'autres sont dans cette configuration. Les Graziano et d'autres marques, souvent italiennes, peuvent aussi faire du pas diametral ou module sans intervention sur lyre.
Autre raffinement possible : la retombée automatique dans le pas. Il s'agit d'une architecture assez peu répandue qui n'est absolument pas indispensable, mais apporte un confort très apprécié.
Un dernier perfectionnement qui est très loin d'être un gadget : le debrayage d'avance en butée lors d'operations de filetage. Il permet de fileter à ras d'un épaulement ou du fond d'un trou borgne. C'est hélas très rare. On trouve ça sur les certains Cazeneuve (HBX et HBY) ou Ernault-Somua (Cholet.) Peut-être aussi sur les Muller et Pesant Gallicop ?
A propos de ces options
Il faut faire très attention à ces points. Certains tours existent en plusieurs versions. C'est le cas des Crouzet (dont certains n'ont même pas de vis mère) des Myford, de tres nombreux petits tours chinois, et même de certains Ernault-Somua Cholet. La valeur marchande d'une machine est impactée par sa configuration.
Beaucoup d'acheteurs séduits par les critiques tres positives d'utilisateurs de machines toutes options se trompent en achetant, trop cher, la version basique beaucoup moins agreable à utiliser.
Avances rapides
Ce sont surtout les reculs rapides qu'on utilise. Ça n'a de réel intérêt que sur les gros tours à bancs longs et principalement pour la production.
======================================================================
CHOIX DE PETITS TOURS diamètre au-dessus du banc < 270
Classés par ordre alphabétique des marques
======================================================================
Les petits tours dont le diamètre admissible au-dessus du banc est inférieur à 270 mm constituent la majorité des machines recherchées par les mécaniciens amateurs débutants.
==> En raison de cet engouement de la part des amateurs, d'occasion ces petites machines se négocient souvent bien plus cher que des machines moyennes pourtant plus polyvalentes.
Tours d'établi
Dans cette catégorie, il y a beaucoup de machines anciennes à courroies à l'air libre dont nous ne parleront que très peu et des machines plus récentes dont certaines seront présentées ici. Pour moi, les tours d'établis se vendent quasiment tous beaucoup trop cher par rapport à leurs performances réelles. Je comprends bien qu'un citadin qui dispose de peu d'espace n'aie pas d'autre alternative. Mais il faut bien avoir en tête que ces machines sont très loin des performances d'une machine professionnelle. S'il s'agit de tourner des objets de décoration, des pions en laiton pour un jeu d'échecs par exemple, pas de souci. Par contre la réalisation de pièces de mécanique soignée avec ce type de machine est très compliquée quand elle n'est pas impossible.
Tours d'établis chinois
Il existe peut-être de bons tours d'établi chinois. Tous ceux que j'ai essayés se sont révélés être des cochonneries inutilisables. Parmi les principaux défauts et sans hiérarchie :
- absence de vis mère ;
- moteur anémique et fragile (cale et brule) ;
- absence de boite à vitesses (voir le paragraphe sur les variateurs électroniques) ;
- mandrin dangereux (laisse échapper les pièces) ;
- faux-rond de broche inadmissible
- géometrie douteuse (banc non parallèle à l'axe de broche ;
- graduations fausses (si, c'est possible !) ;
- émissions sonores ;
- absence de boite d'avance ;
- pignonnerie non traitée (et pas rectifiée) ;
- vis mère à filet triangulaire ;
- serrage de la tourelle et de la poupée mobile non efficace ;
- rigidité très faible ;
- roulements de broche de mauvaise qualité;
- vu sur Internet : un tour chinois neuf dont la hauteur des deux pointes n'etait pas la même et dont la tourelle etait plus haut que l'axe de la broche !
- vu egalement sur Internet : une fraiseuse chinoise dont les glissières de guidage mal-venues de fonderie ont été rechargées en resine ou en soudure et réusinées grossièrement. Le tout rebadgé et vendu sous une marque française (de bricolage, mais qui fait tout pour passer pour destinée à une utilisation professionnelle.)
Un exemple de ce à quoi il faut s'attendre avec un tour chinois : un secteur gradué pour orienter le chariot porte-outil placé sous le chariot. Ici, c'est un tour Vevor

Vevor, c'est en vous vendant de la merde qu'ils font de l'or...
Beaucoup cumulent plusieurs défauts.
Acimex
EP : 500, DB 250, DC 150
Un petit tour chinois pour du bricolage léger. Peut attirer un débutant, mais forcement très limité par sa taille, sa puissance, sa rigidité. Beaucoup d'utilisateurs avouent avoir fait plus ou moins de modifications sur des machines achetées neuves pour ameliorer leurs piètres qualités. Même si ce n'est pas la pire c'est et ce sera toujours une machine chinoise incompatible avec un usage regulier en mécanique générale.
Passage de broche 26
Cône de broche CM4
Cône de fourreau CM3
Course du fourreau 70 mm
Moteur 1 cheval (absorbé, attention chinois)
12 vitesses, maxi 1600 RPM
Vis mere pour les filetages
163 kg version d'etabli
Meuble d'origine 83 kg.
Alcera-Gambin-Haulin 300 P
Il s'agit d'une petite machine convertible tour-fraiseuse qui peut être utilisée pour du dépannage. N'en attendre ni rigidité, ni précision, mais ses faibles dimensions et poids permettent son transport dans un break ou une petite camionnette. Un bon compromis pour disposer sur les circuits ou chantiers d'une petite machine destinée à la fabrication de petites pièces de dépannage.
Astoba UW1
EP 410 (modele K) ou 620 (modele S) HP : 110-210, DB : 120-220
Alias "The universal machine tool"
Il s'agit d'un combiné suisse dont la conception (brevetée en 1942) et la commercialisation des premiers remonte aux années 40. Production 1945-1995 environ.

Peut aussi fraiser, percer, scier, aléser, rectifier grâce à de très nombreux accessoires (à condition de les trouver ou de les refabriquer)
Moteur 1/2 cheval à 1500 RPM 0,7 cheval à 3000 RPM.
16 Vitesses, maxi 4000 RPM.
Passage de broche 20 mm.
Cône de fourreau : CM1.
Peut réaliser des filetages metriques et imperiaux jusqu'à 3mm de pas.
Séduisante sur le papier grâce à sa polyvalence, c'est en realité une machine qui conviendra plus à un modéliste qui bricole dans un petit garage qu'à un mécanicien généraliste qui cherche à obtenir des pieces de bonne géométrie. Mais peut interesser une écurie pour équiper un camion-atelier pour pouvoir bricoler des pièces sur un circuit : cales, retouche de petites pièces, réparations d'urgence, bricolage de petits outillages sur site.
ARE TE 44
Voir copies de Schaublin 102.
BERNARDO
Voir à Fartool
CORMAK
Voir à Fartool
CROUZET 125
EP : 400, HP 125
Inspiré du SCHAUBLIN 102, le Crouzet 125 existe en tour d'établi et en tour sur socle.
Le modèle d'établi que j'ai utilisé était un modèle sans trainard.
Il existe aussi des modèles avec trainard et vis mère et même un modèle avec un diviseur de broche et une unité de fraisage.
Les modèles à vis mère peuvent ou non être équipés d'une boite Norton. La boite Norton apporte un gros gain de confort pour modifier l'avance automatique (longitudinale uniquement) ou le pas des filetages. Lors de l'achat, ce sont les modèles à boites Norton qu'il faut privilégier, même si on n'envisage pas de faire des filetages car ils seront beaucoup plus faciles à revendre.
Le tour présenté ci-dessous a été restauré par Philippe, un membre du forum Passion-usinages. il s'agit d'un modèle à trainard et vis mère, mais sans boite Norton, donc peu apte à réaliser des filetages.

Cependant, bien que son aptitude soit limitée, il existe différentes méthodes pour y parvenir avec ce genre de tour. Elles sont décrites sur ce site dans le sujet sur la réalisation des filetages. Cliquer sur le lien suivant pour visionner cette page. Filetages troisième partie : filetages mâles. Certaines sont hélas bien plus coûteuses que la différence de prix entre un tour à charioter et un tour à charioter et fileter.
Le Crouzet 125 est à l'origine une machine professionnelle plutôt destinée à la reprise et ça se sent bien à l'usage. Quoique limitée en passage et en puissance, c'est une machine assez rigide (par rapport à sa taille) et d'une grande durabilité. Du matériel de pro, mais plutôt un tour de maintenance qu'une machine d'outillage ou de production. Du coup, des machines très peu usées se trouvent encore sur le marché de l'occasion à condition de chercher un peu et surtout de bien connaître ce tour pour être à-même d'en estimer la valeur réelle. En effet, les premiers fabriqués ont un banc à glissieres plates peu precis alors que d'autres disposent de glissieres prismatiques comme la majorité des machines plus grosses de qualité. Entre un modèle toutes options et le modèle sans trainard (qui a un banc plat), la valeur varie du simple au quintuple.
Outre le diviseur de broche et l'unité de fraisage, ce tour peut être équipé d'un mandrin à pince à commande par l'avant ou par l'arrière de la broche. Il dispose en série d'une tourelle à porte-outils amovibles.
C'est un bon petit tour pour débuter à condition de choisir un modèle avec trainard, vis mère et boite Norton. Et si vous voulez ensuite acheter plus gros, vous le revendrez probablement sans perte financière. C'est une valeur sûre.
On trouve facilement des tours équipés du mandrin à pince, de l'arrosage (qui était une option), plus rarement du diviseur et de l'unité de fraisage qui sont des options très recherchées, quoique pas indispensables. La présence d'un mandrin à pinces tirées par l'arrière signale généralement un tour de maintenance, alors que celle d'un mandrin avec fourchette de commande à l'avant est plutôt le signe d'un tour de reprise en production. Par conséquent, même si le mandrin à fourchette paraît plus séduisant à l'usage, il faut se méfier des tours qui en sont équipés car ils ont une forte probabilité de cumuler beaucoup d'heures de service.
Un Crouzet 125 équipé de la boite Norton
Il existe aussi quelques (assez rares) Crouzet 125 de décolettage. Le mouvement du trainard est commandé manuellement par un levier. D'abord, l'usage de ces tours est assez limité par leur architecture. Ensuite, en général ce sont les tours les plus usés puisqu'ils étaient destinés à la production en très grande série de pièces en général très simples.
Broche en acier nitruré
Moteur 2 chevaux sur la grande vitesse.
Défauts des Crouzet 125 : broche filetée, le mandrin d'origine est petit (80-100 mm), roue bronze souvent usée jusqu'à la corde ! Boite Norton (pour ceux qui en ont) non étanche. Le moteur Dalhander a un rapport de fréquence de 2 alors qu'un "vrai" bi-vitesse comme celui du deVallière H130 de a un rapport de 4.
Points forts des Crouzet 125 : vitesse maxi : 2600 RPM, mandrin à pinces courant, solidité sauf roue bronze.
Précision moyenne
Crouzet 128
Le modele 128 n'est pas un "super 125". Il s'agit de l'ancêtre du 125. Avec une hauteur de pointe de 125 egalement, il est pkus proche du Schaublin 102 dont il s'inspire. Le cone de fourreau est plus petit que le CM2 du 125. De surcroît il n'est pas au standard. Morse. La majorité des 128 n'a pas de, trainatd.
Les tours sans trainard étaient surtout utilisés par les électromécaniciens et les électriciens-auto pour rénover les collecteurs de moteurs électriques et dynamos. Ce sont souvent les moins usés. mais leur champ d'action est très réduit.
DAMATOMACCHINE
Damatomacchine propose beaucoup de petites et moyennes machines à bois ou à métaux.
Il ne semble s'agir que de produits de négoce très criticables et visant essentiellement une clientèle de bricoleurs. Rien que par leur aspect ces machines laissent une impression de pacotille. Sur les forums, on lit beaucoup d'avis négatifs. Les produits ne seraient pas suivis, ce qui accrédite la thèse de négoce de produits achetés au moins disant.
Pour être tout à fait honnête, je n'en n'ai jamais essayé. Mais ça ne m'attire guère.
Un exemple, choisi au hasard de ce que propose Damatomacchine :

Ici, on à affaire à une machine de 140 mm de hauteur de pointe et de 700 mm d'entrepointes. On serait tenté de la comparer avec un de Valliere H140, dont les dimensions sont similaires. Un H140 dispose de quatre chevaux, trois sur les vitesses courtes. La puissance du moteur ne diminue pas lorsqu'on réduit la fréquence de rotation de la broche avec sa boite à vitesses. Le Damatomacchine qui n'a que deux vitesses mécaniques bénéficie seulement d'un moteur d'un cheval et demi à 1250 tours par minute sur le rapport le plus court. mais comme il n'a pas qu'un variateur électronique, la puissance du moteur décroit au fur et à mesure qu'on diminue sa fréquence de rotation. A 50 tours par minute, il ne reste plus que 0,06 cheval. Alors que le de Vallière dispose de toute la puissance de son moteur même à 34 tours par minute.
Les puristes vont me dire que les frottements internes dans la boite font perdre un peu de puissance. c'est vrai. On parle de quelques watts sur un écart de l'odre d'un kilowatt.
Ajoutons que ce tour a une alimentation monophasée, donc un moteur nettement plus fragile qu'un asynchrone triphasé. Ce n'est un secret pour aucun technicien. Il a beau accepter des pièces de dimensions comparables à celles qui passent sur un H140, il ne pourra les usiner qu'au prix de passes aussi fines qu'une tranche de jambon dans un sandwich SNCF.
Qu'on ne me parle plus de ce genre de "machine".
DeVallière H130 C
HP 130, EP 700, DB : 260, D300 mm devant la poupée fixe

Le deVallière H130 est un petit tour qui cache bien son jeu. Avec l'encombrement d'un petit tour il a souvent la capacité d'un moyen.
Cette machine dispose de 16 vitesses. La broche en acier au nickel-chrome montée sur des roulements surdimensionnés a un cône Morse numéro 4 et un Nez Camlock D1-4. Grâce à ce nez Camlock , on peut changer de mandrin en quelques secondes avec une excellente répétabilité. Le deVallière souvent livré avec un mandrin de 160 mm supporte sans problème un 200, voire un 250. L'arrosage était de série avec un bac de décantation cloisonné.
La poupée mobile a un cône Morse numéro 3 et un fourreau creux. Le fourreau creux permet le passage de tiges filetées, par exemple; En contrepartie, il faut utiliser un poussoir pour extraire les cônes Morse. L'avance du fourreau peut être commandée soit par cabestan (souvent manquant, mais facile à fabriquer) soit par volant micrométrique.
Le moteur à deux vitesses développe 3 chevaux sur la grande vitesse et 1,6 sur la petite.
La boite d'avances permet de réaliser la majorité des pas métriques courants. Pour les pas impériaux et de 0,7 mm, il faut remplacer les pignons sur la lyre. Un doubleur de pas augmente les capacités de la boite. Le chariot dispose en série d'un levier de recul rapide, très pratique pour faire des filetages. Ce dispositif est rare (chez les concurrents) quoique très pratique.
Le chariot transversal dispose d'un emplacement pour une tourelle arrière. Il est cependant un peu près de la tourelle avant. Mais on peut déporter la tourelle arrière.
Le tour est équipé d'un frein d'origine.
Le deVallière fait un bruit caractéristique dû à sa transmission par chaine double. Les motards ne seront pas dépaysés... Mais la chaîne du deVallière baignant dans l'huile (c'est elle qui remonte l'huile pour lubrifier la partie haute du tour), elle est d'une très grande fiabilité.
Principales qualités : un deVallière en bon état est d'une précision redoutable. C'est une machine douce et rigide. C'est un petit tour qui n'a pas peur des pièces moyennes. C'est une machine très solide. Une vraie machine professionnelle d'outilleur.
Des défauts ?
- Le tambour du transversal gradué au rayon. On s'y habitue très vite, même quand on a d'autres tours gradués au diamètre.
- La boite Norton qui comme toutes les Norton n'est pas étanche. Si vous faites beaucoup de poussière dans l'atelier, il faut vidanger régulièrement. A noter : la Norton du Crouzet n'est pas étanche non plus, mais nettement moins exposée que celle du deVallière.
- La course du transversal. On peut monter des pièces de 260 mm de diamètre. 300, si elles sont courtes, mais on ne peut pas dresser une face de 260 en une seule fois. C'est dommage, mais c'est avant tout un petit tour, faut-il le rappeler ?
- Le moteur à deux vitesses qui coûte cher à rebobiner (mais c'est le cas pour de nombreux petits tours à moteurs bi-vitesses sauf ceux qui ont des moteurs Dalhander dont la plage d'utilisation est nettement plus réduite.) Cela dit, j'utilise le mien régulièrement depuis 28 ans et le moteur ne m'a jamais embêté. D'ailleurs, à part les vidanges, c'est une machine qui demande très peu de maintenance.
Le H130C pèse 580 kg
Un deValliere H130 C acheté en parfait état et utilisé avec soin est plus qu'une machine, c'est un placement financier... La cote de ces tours a plus évolué ces vingt-cinq dernières années que le cout de la vie. C'est aussi vrai pour les Crouzet.
Pour avoir utilisé les deux, je pense que ce tour est très nettement supérieur au Crouzet et quasiment à tous points de vue. Par contre, certains accessoires, comme les mandrins à pinces sont souvent proposés avec les Crouzet alors que les deVallière qui en sont équipés sont assez rares.
DE VALLIERE H130 A et H130 E
Le deVallière H130 A est l'ancètre du H130 C. Il en a de nombreuses qualités mais sa broche montée sur paliers bronze en fait une machine totalement dépassée qu'il vaut mieux éviter d'acheter. Le H130 A n'a pas de Camlock, mais un nez de broche fileté.
Au contraire, le H130 E est la dernière version du H130. C'est un modèle plus rare. Son intérêt est de pouvoir réaliser des pas de 0,7 mm sans devoir intervenir sur la lyre.
EMCO COMPACT 5
EP 350, HP 65, DB 130, DC80
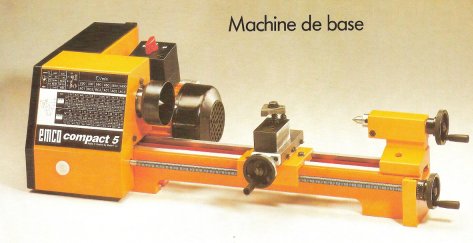
500 W (à 60 %) 6 vitesses, 2400 RPM maxi
Nombreux accessoires dont tête de fraisage
Cone de broche CM 2 cone de fourreau CM1
Equipé pour le filetage.
Un petit tour des années 90 avec beaucoup d'accessoires, mais hélas avec une puissance dérisoire et une rigidité faible. Porte-outil désuet.
Un jouet de gamin...
Il existe un modele "7" avec egalement un banc plat.
Il existe un modèle "3" encore plus petit que le 5.
EMCO COMPACT 8
EP450, HP 105, DC 118

Un modèle typiquement pour l'apprentissage. En termes de capacité, c'est déjà un petit tour nettement plus sérieux que le Compact 5.
Helas, sur certains tours plusieurs pieces sont realisées dans un alliage qui peut se désagrèger au fil du temps.
Degradation (dans la masse) typique de l'alliage de mauvaise qualité d'un palier de vis mère.

Par conséquent c'est un modèle à fuir si vous n'êtes pas en mesure de refabriquer ou si vous ne voulez pas risquer de devoir racheter ces pieces de pacotille.
Préférez les modèles anciens fabriqués en Europe aux derniers qui viennent de Chine.
1/2 cheval (c'est peu)
Cône de broche CM3. Broche à roulements à rouleaux coniques (réglable.)
Cône de fourreau CM2. Fourreau de 26 mm, course 40 mm.
Passage de broche 20 mm
6 vitesses. maxi 1700 RPM
Nombreux accessoires.
Architecture un peu plus rigide que le Compact 5. Banc prismatique. 58 Kg
Un petit tour qui trouvera sa place dans un fourgon-atelier par exemple.
Beaucoup ont été numérisés par des amateurs. Ces machines bidouillées plus ou moins proprement, souvent avec des composants grand-public chinois, ont à mon avis à fuir. Comme d'ailleurs la quasi-totalité des réalisations d'amateurs avec des composants de pacotille.
EMCO COMPACT 10
EP 650, HP 140
Machine autrichienne (voir remarque sur les derniers sortis d'usine plus bas) , plus rare que les machines d'établi de la marque. Mais là on a affaire à du matériel plus sérieux. Au moins pour les modeles anciens. Une machine correcte pour fabriquer des montages qui tiennent la route.

Moteur deux vitesses d'un cheval et demi (sur grande vitesse)
6 vitesses par changement de courroie. Vitesse maxi 1700 RPM
Cone de broche CM4
Cone de fourreau CM2
Filetages metriques et impériaux par changement d'engrenages.
Masse : nu 150 kg, 220 kg avec socle.
Inconvénient par rapport à d'autres petits tours corrects : l'absence de boite de broche devient vite désagréable. J'en ai utilisé un à Magny-Cours. On se laisse vite aller à conserver la vitesse déjà utilisée et les résultats s'en ressentent.
Avantage par rapport à d'autres petits tours corrects : son poids permet d'envisager de l'installer dans une camionnette sans impacter autant la charge utile qu'un deVallière par exemple. Et je ne parle pas du Schaublin 135...
Attention cependant à ce que vous achetez. Les derniers tours EMCO sont fabriqués en Chine. Avec tous les inconvenients que cela induit. On parle de pieces en zamak qui cassent facilement. Mais EMCO commercialise toujours des pieces xd rechange.
FARTOOL, HOLZMANN, CORMAK, BERNARDO, METALPROFI, RC Machine, OPTIMUM, SIDAMO et autres marques de grandes surfaces de bricolage ou VPC.
De petites machines de piètre qualité bourrées de gadgets plus ou moins utiles, vendues à des prix sans rapport avec leur valeur d'usage réelle. Ce sont des machines de bricolage. Quand ce n'est pas chinois, c'est assemblé dans les pays de l'Est.
HAULIN 5024
EP 450, HP 120 (DB 240) DC 130 D au dessus de la coulisse 80
Type ELB : ancien modèle
Type ELP : nouveau modèle.
Selon le fils de M. Linz qui a développé le tour Haulin, la société aurait été vendue vets 1974-75 à la suite de difficultés financieres. Les repreneurs auraient sacrifié la qualité pour privilégier la rentabilité.
Ce petit tour français est un sérieux concurrent pour le Crouzet 125.

Cone broche CM4, contre-poupée CM3.
Alesage broche 28 mm
maxi 2100 RPM
Moteur bi-vitesses 2 chevaux. 3 chevaux sur les derniers fabriqués. Comme pour le H130, ce n'est pas un Dalhander, mais un vrai moteur à double circuit avec les avantages et inconvenients (en cas de destruction) qui en découlent.
350 kg
Ce tour n'a pas de glissière, mais un guidage sur deux gros arbres cylindriques en acier nitruré. C'est peut-être un peu moins rigide, mais c'est plus facile à rénover quand c'est usé. Cependant, les barres ont des diametres specifiques. Celles d'origine étaient en acier Aubert et Duval, ce qui est un gage de qualité. On ne peut donc pas les remplacer par des arbres standard. On peut éventuellement les faire chromer dur et rectifier pour retrouver la geometrie d'origine.
Principaux avantages par rapport au Crouzet : conception plus moderne, possibilités supérieures, capacité supérieure.
Le Haulin est aussi disponible avec mandrin à pinces et (je crois) avec unité de fraisage.
Le Haulin a un nez de broche spécifique (non standard.)
Inconvénient : modèle plus rare que le Crouzet.
Combiné tour-fraiseuse HAULIN-ALCERA 300 P
Il s'agit d'une petite machine polyvalente. Comme toutes les machines de ce type (Syderic MU200, Siome TC5, etc.) la polyvalence se paye par des performances assez modestes. C'est un outil interessant pour equiper un camion-atelier.
EP : 330, DB 240, DC 100
Cone de broche CM3.
Frequence maximale de rotation 1600 RPM
Poids : environ 250 kg.
Le Haulin est connu pour avoir des vis de chariot mal conçues. Les circlips qui assurent l'arret en translation ont tendance a sortir de leur logement. Les proprietaires ont souvent amelioré ce détail architectural.
HBM
Dans le sillage des Fartool (en anglais littéralement : l'outil-pet) et autres modèles DIY : du chinois à un prix bien français.
Voici le genre de choses auxquelles ils faut vous attendre en déballant une machine neuve vendue par HBM :
Photo de "Nipil" trouvée sur Internet

Un tour de tambour correspond à 26,5mm. Le concepteur n'a même pas l'excuse d'avoir choisi un pas impérial (25,4mm) l'auteur de la photo va même jusqu'à écrire "Mais quelle idée de merde." Je suis assez proche de cet avis.
A noter, sur la même machine, un tambour de transversal gradué par incréments de 0,1 mm au diamètre. Oui, vous avez bien lu. N'allez pas essayer de tutoyer les centièmes avec cette charrue telle qu'on vous la livre.
SAV à la hauteur de la qualité du matériel vendu. En cas d'avarie sur du matériel neuf, on vous demande de faire réaliser un devis par un professionnel de la machine-outil.
Encore faudrait-il en trouver un qui accepte de se déplacer pour ce genre de cochonnerie.
Ceux qui confondent HBM avec HB, HBX ou HBY ne voient probablement pas de différence entre fonte JGL 150 et acier allié traité.
A fuir.
HOLZMANN
Voir à Fartool
LEINEN LZ4
EP 500, HP130
Un petit tour allemand méconnu en France. C'est injuste car c'est une tres bonne machine. De Valliere en allemand, ça ne se dit pas "Von Valliere", mais peut-être bien Leinen... C'est dommage, le Leinen a un entrepointe un peu faible. En contrepartie, le LZ4 STG est nettement plus récent que les de Valliere. Les possesseurs de ce modèle disent que les Schaublin 102 les plus evolués (VM) ne seraient pas à son niveau. Il est pourtant fréquemment moins cher que les Schaublin. Prevoyez quand même un budget triple de celui d'un de Valliere H130 c. Prsonnellement, je n'en ai jamais essayé, ni même jamais vu dans un atelier.
Vitesse maximale 2400 RPM pour les plus anciens 3100 pour les plus récents. Vitesse minimale 25 RPM. C'est exceptionnel sur un si petit tour.
Nez de broche DIN 55027 taille 4, monté d'origine avec un mandrin Röhm.
Son plus gros défaut ? Il est quasiment introuvable en France.
Poids : 600 kg.
LESTO SCINTILLA
EP : 400, 650, HP : 110, DB : 225
Une petite machine d'etabli suisse. C'est mieux fini et beaucoup plus fiable qu'un tour d'etabli chinois, mais ça reste une machine de petit bricoleur.
Typiquement cette machine peut rendre des services pour un usage domestique, pour realiser des maquettes ou reparer des bricoles dans une maison. Mais elle n'a pas sa place dans un atelier de mécanique générale.
Passage de broche 14 mm
Le moteur est exterieur. Transmission par courroie trapézoïdale.
Le guidage du trainard est assuré par des arbres cylindriques.
METALPROFI
Voir à Fartool.
MINILOR TR20S
EP : 450, HP : 105, DB : 201, DC : 120
Sous l'apparence (de loin) d'une machine chinoise, il s'agit en fait d'un produit français de la Compagnie Européenne de Fonderie. En fait, ce sont les chinois qui ont copié, et plutôt mal. On voit bien la différence dès qu'on regarde les détails.
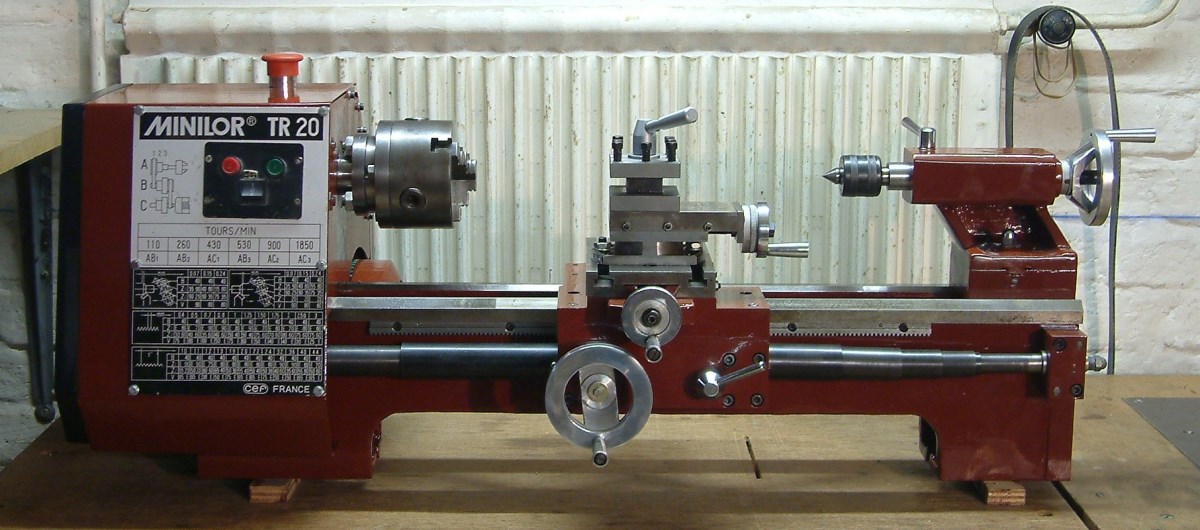
Points forts : vis mère protégée, compacité.
Point faible : malgré des qualités certaines, ça reste un petit tour de loisir.
85 Kg
MINILOR TR1
EP : 350, HP : 65, DB : 130, DC : 65
Petit frère du précédent.
Cône de fourreau CM1 course limitée à 35 mm.
Nez de broche fileté.
Passage de broche : 17
Moteur 500 watts à rendement faible (300 watts restitués.)
Seulement 6 vitesses et maxi 5200 RPM
Nécessité de montage d'un réducteur à engrenage pour fileter.
Point faible : , ce tour me semble beaucoup plus limité en capacité que le TR 20, notamment en perçage à cause de son trop petit cône de fourreau. Et il se vend dans la même frange de prix. Autant acheter un TR20S
Autre defaut du TR1 : Il n'a pas de chariot porte-outil inclinable. Il ne peut donc pas usiner de cône, sauf si on le modifie.
MYFORD SUPER SEVEN
EP : 485 ou 790, HP 89, DB : 178, DC : 104 Banc rompu
Plus moderne que le South Bend mais également dans un esprit vintage, le Myford séduira probablement un amateur de petite mécanique. Bien qu'il ait un entrainement par courroie (trapézoidale) la cartérisation de la transmission et des engrenages est un gros plus.

Les premiers sortis d'usine en 1954 sont reconnaissables à la presence de huileurs à reserve d'huile sur les paliers de broche.
L'avant de la broche est monté sur palier lisse (vérifier son état), l'arrière sur deux roulements.
Ce petit tour n'a pas de barre de chariotage. C'est la vis mère qui doit être utilisée pour charioter. Il faut donc impérativement vérifier l'état d'usure de l'écrou qui est un point faible de ce tour.
14 vitesses, maxi 2150, par déplacement de courroie, ce qui n'est pas idéal.
Pas de boite d'avance. Sur le modèle de base (en photo) doit changer les engrenages pour fileter ou modifier l'avance. Mais il existe des modèles appelés "Quick change" équipés d'une boite Norton. Ce tour anglais peut faire des filetages impériaux ou métriques en changeant les engrenages de la lyre.
Cône de broche : CM2
Passage de broche 15 mm
100 kg (EP 485), 111 kg (EP 790)
Un Myford à boite Norton
Points forts :
- Bien plus sûr que le South bend.
- Courroie trapézoidale et non plate
- Avances auto deux axes
- Plage de vitesses très étendue (facteur environ 80 entre les extrêmes)
- Emplacement pour tourelle arrière
- Très nombreux accessoires, asserz faciles à trouver au Royaume-uni
- Il existe une tête de fraisage adaptable sur ce tour. Encore faut-il en trouver une...
Points faibles :
- Broche sur 2 paliers lisses (Seven) ou un palier lisse et des roulements (Super Seven)
- Pas de boite de broche
- Fixation de l'outil complètement dépassée
- Ecrou de la vis mère
- Nez de broche fileté (comme sur nombre de tours d'établi)
OPTIMUM
Voir à Fartool.
OTMT
Si j'avais encore quelques doutes sur Damatomacchine, je n'en ai aucun sur les produits OTMT. Je n'ai lu quasiment que de critiques sur ces "machines". Et celles que j'ai eu en main se sont juste révélées de piètre qualité.
Pour moi, c'est du chinois, à un prix bien français...
PRECIS EB
HP : 100, EP 380, DB 200
Un joli petit tour d'établi assez rare de nos jours
Option mandrin à pinces disponible.
Passage de broche en pinces 16,5 mm
Filetage par boite d'avances
1,5 cheval, 2000 RPM Maxi
280 kg (version avec socle)
Le Precis EB
il existe d'autres versions de tours Précis de dimensions voisines. Le modele EB est l'un des plus polyvalent, mais EP très faible ! Plutôt un tour de modelliste ou micro-mecanicien.
Les tours Précis ont un nez de broche fileté M36 x 4.
Precis E et EL
HP : 100, EP : 500, DB : 200
Modeles polyvalents. Un modele assez bien adapté pour la petite mécanique. Mais necessité de changer les engrenages pour fileter.
Un bon choix dans la gamme Precis seulement si on fait tres peu de filetages.
Precis A "outilleur"
HP : 100
Tour sans trainard ni vis mère. Possibilités très limitées. Ne peut ni charioter en automatique, ni fileter.
300 kg
Achat déconseillé. Difficile à revendre
Precis B
HP : 100
Tour de reprise haute vitesse
Pas de vis mere, ni trainard.
3800 RPM
1 Cheval
320 kg
A l'aise pour usiner de petites pieces en non- ferreux. À eviter car difficile à revendre : trop specifique.
Precis C1
Tour type B avec tourelle revolver.
Souvent tres usé : machine de production.
350 kg
Precis C3
HP : 100
Tour de reprise à tourelle revolver sans vis mere ni trainard. Ne peut ni charioter en auto, ni fileter
Passage de barre en pinces 22 mm.
2800 RPM.
370 kg
Achat déconseillé. Difficile à revendre. Souvent tres usé.
Precis C4
Tour de reprise à tourelle revolver sans vis mere ni trainard. Ne peut ni charioter en automatique ni fileter
Passage de barre en pinces 16,5
3700 RPM.
370 kg
Achat déconseillé. Difficile à revendre !
Souvent tres usé.
Precis F
Tour à charioter, avec trainard, mais sans vis mere.
1,5 cheval
300 kg.
Intéressant seulement si on ne veut jamais faire de filetage.
PROMAC BD3M
EP 150, D50
0,15 kW
Un tour qui n'a de pro, que le nom...
Ne perdons pas notre temps sur ce genre de cochonnerie si ce n'est pour dire qu'il faut quand même avoir un certain aplomb pour oser vendre ça...
PROXXON FD 150
EP 150 DB 110 DC 66
Typiquement une machine de maquettiste (modèles réduits non fonctionnels). Eventuellement de modélliste (modèle réduit fonctionnel) pas trop exigeant. Ne rivalisera jamais avec une machine professionnelle.
RC MACHINES
Voir à Fartool.
SAKAI
Voir à Toyo.
SCHAUBLIN 102 "historique"
EP 300, DB 204, DC 120
Le plus célèbre des tours d'établi. Pour moi, c'est une machine qui fait partie du patrimoine historique. C'est à mon avis une machine complètement dépassée depuis longtemps qui se vend généralement à des prix totalement déconnectés de ses performances réelles. Tant pis si je me fais des ennemis, je vais vous le dire : ce tour est un mythe... Bien mité à mon avis !
La majorité des 102 n'ont ni trainard, ni vis mère.
Franchement, ce tour ne devrait pas figurer ici. Mais il y a tellement de débutants qui se laissent tenter que je me devais d'en parler un minimum.
Les fanatiques de la marque mettent souvent en avant les avantages du mandrin à pinces. Des pinces... Schaublin, évidemment. C'est en effet très intéressant. Mais d'autres tours plus modernes proposent cette option.
Un 102

Seul le 102 type VM présente quelques caractéristiques modernes : banc prismatique, avance automatique. Mais il est souvent proposé à des prix "stratosphériques" que ses performances techniques ont du mal à justifier. Quant aux prix des pieces detachées, ils me paraissent souvent "intergalactiques. "
Acheter un 102, c'est comme acheter une montre Rolex. L'intérêt qu'on peut y trouver n'est pas forcément dans les possibilités techniques. C'est une machine prisée par les spéculateurs.
SCHAUBLIN 102 VM CF
Le 102 VM CF n'a plus grand-chose à voir avec les 102 "historiques". Celui-ci, c'est un tres bon petit tour moderne.
Seule ombre au tableau, c'est tres difficile à trouver d'occasion et neuf ça vaut environ 90 000 Euros. C'est rarement à la portée d'un amateur ou d'une PME.
Copies de SCHAUBLIN 102
Le Schaublin 102 a été copié par de nombreux fabricants. Lister toutes les marques de copies me parait impossible. Mais les copies ont à peu près les mêmes défauts s'obsolescence que l'original sauf souvent le prix nettement plus raisonnable.
SCHAUBLIN 70
Ce mini Schaublin 102 est une machine d'horloger très connue. Il peut intéresser des modéllistes, mais ça reste une machine dépassée, très limitée et vendue très chère au regard de ses possibilités. Les accessoires spécifiques à ce tour ont plus d'intérêt spéculatif que technique. Je deconseille très fortement l'achat de ces machines sans être accompagné par un très bon connaisseur du modèle recherché.
SCHAUBLIN 135

Autant je suis réservé sur l'aptitude des SCHAUBLIN 102 et 70 à répondre aux attentes d'un tourneur amateur qui veut réaliser de manière rationnelle des pièces dont il sera fier, autant je bave devant le 135. Ce tour est vraiment l'une des machines les plus réussies de la catégorie petits tours. Beaucoup mieux qu'un deVallière sans aucun doute.
Moteur 4 chevaux. bi-vitesse, variateur mécanique (cliquer pour voir le paragraphe consacré aux variateurs) broche 3000 RPM Camlock D1-4, CM5 dans la broche, passage de broche 40 mm ! CM3 dans le fourreau, tourelle Multifix.
1150 kg
Le petit tour de mes rêves...
Rêve totalement inaccessible car un tour révisé dans les règles de l'art dépasse souvent 15 000 euros.
SCHAUBLIN 125
Un peu plus petit que le 135, mais avec les memes qualités et hélas le meme niveau de prix.
SIDAMO
Voir à Fartool
SiDERMECA W2500 - SIDERMECA TW2100
EP 550 DB 250 DC 145
Typiquement un tour à réserver au bricolage, mais là on arrive à la frontière de l'acceptable pour débuter sur des pièces ne demandant pas trop de précision. Banc trempé par induction. Broche CM4 sur roulements coniques, poupée mobile CM2, mandrin de 125, avance automatique sur le trainard uniquement, filetages métriques et impériaux (en changeant les engrenages.)
Attention : pas de boite mais un variateur électronique. (Voir paragraphe sur les variateurs sur la page consacrée à l’HBX360.)
SIDERMECA TW 2011
EP 400, DB 210, DC 110
CM 3 sur la broche, mandrin de 100.
Architecture comparable au TW2500, mais performances significativement réduites.
Avis : probablement du chinois sous cahier des charges européen. Rapport prix-performances franchement défavorable par rapport à un vrai tour professionnel. Mais disponible en neuf. Donc avec une garantie.
SIOME TC 5
Le Siome TC 5 n'est pas a proprement parler un tour, mais une machine polyvalente.
HP : 110, EP : 600, Passage de broche 18,5 mm
Ces machines peuvent faire du tournage et du fraisage léger. Elles ont été utilisées par l'armée française pour equiper les sous-marins car ce sont des machines compactes.
C'est ce que recherchent generalement les acquereurs de SIOME.
Sincerement, je n'ai aucune idée de leurs performances réelles parce qu'à part dans l'armée, je ne connais aucun cas d'usage professionnel. Ça ne doit pas être beaucoup plus rigide qu'un tour d'etabli.
Pourraient être un bon compromis pour equiper un camion-atelier.
Il y a deux modeles. Le second modele TC5B dispose d'une boite à vitesses et d'un cone de fourreau plus gros (CM3.)
SOUTH BEND historique
Pour le modèle le plus courant (9") EP : 432-584-736 ou 889. DB 234 (9")
Un petit tour américain à mon avis très supérieur au Schaublin 102, mais qui se vend la plupart du temps à des prix nettement plus en adéquation avec ses possibilités réelles. Ceci d'autant plus qu'il a une avance automatique. Il en existe plusieurs modèles. Le 9 pouces est très répandu.

Moteur d'origine 1/3 cheval (generalement boosté)
9 ou 12 vitesses 40-640 ou 40-1200 RPM
ça reste une machine d'un autre âge (entre les deux guerres) plus destinée aux nostalgiques qu'à faire de gros volumes de copeaux en 2021. Mais le modèle en photo ci-dessus ne peut pas laisser indifférent.
La majorité des tours de cette marque auraient vraisemblablement été débarquée dans les camions-ateliers de l'armée américaine à la liberation de 1945. Mais la société qui les a fabriqués existe toujours aux USA.
On notera le porte-outil à lanterne qui est sans conteste la signature des machines très anciennes; la tourelle à quatre positions ayant été inventée outre-Rhin, elle n'est arrivée de ce côté ci- qu'après l'armistice de 1918 où l'Allemagne à été condamnée à une lourde dette de guerre qu'elle a notamment payée en fournissant des machines.
SOUTH BEND HEAVY 10 (moderne)
EP : 750, DB : 270, DC 168
Un petit tour plutôt conçu pour la petite maintenance. Encore en fabrication en 2023.

Cone de broche CM5
Broche Camlock D1-4
Passage de broche : 34,4
Cone de fourreau CM3
course du fourreau 80 mm
Moteur 2 chevaux (seulement...) Fonctionne en 240 Volts monophasé avec le convertisseur fourni en option.
8 vitesses de 55 à 2200 RPM
Banc prismatique fonte 3 vés trempés.
Une petite machine qu'on peut trouver neuve et qui est conçue pour fonctionner chez des particuliers. Peu répandue en France. On trouve facilement des machines d'occasion aux U.S.A.
SYDERIC MU 200
EP : 320, DB 200, DC : 124
Le Syderic MU 200 n'est pas un tour, mais un combiné tour-fraiseuse.
Passage du tour à la fraiseuse
Cone de broche CM3
Passage de broche 20,5 mm
Cone de fourreau CM2
Peut realiser des filetages (pas entre 1,25 et 2 seulement)
Moteur 550 watts (triphasé, donc coupleux)
Vitesse maximale 1600 RPM
Vitesse minimale 125 RPM (C'est mieux que les 160 RPM du Syrette pour fileter.)
250 kg.
Une petite machine assez limitée en capacité et dont les utilisateurs se plaignent souvent d'un manque de rigidité. Il pourrait equiper un fourgon-atelier, à condition d'avoir une source de courant triphasé. Sinon, le Syrette TPF 500 semble preferable. Mais il est plus gros, plus leger, et encore moins rigide.
SYRETTE TPF 500
HP : 150, EP 500, DB : 300
Il s'agit d'un combiné tour-fraiseuse. Syrette etait la marque de Syderic pour les produits importés.
Cone de broche CM4
Passage de broche 26 mm
Cone de fourreau CM3
Course du fourreau 38 mm (seulement)
Mandrin de 130 mm
Moteur 550 watts, 6 vitesses en tournage, maxi 1600 RPM
Peut faire des filetages. Mais à la vitesse minimale de 160 RPM. Mieux vaut avoir un peu d'experience pour ça. Pas de boite d'avances. Il faut changer manuellement les engrenages pour fileter.
12 vitesses en fraisage, maxi 1600 RPM.
190 Kg
Avec un diametre admissible sur banc de 300 mm, cette machine legere est assez exceptionnelle. Mais ce resultat est obtenu au prix d'une très aible rigidité. On a affaire à une machine de bricoleur qui pourrait equiper un fourgon-atelier en depannage. La qualité obtenue est suffisante pour des pieces de serrurerie. Ne pas en attendre les performances d'une machine de precision. Comme la plupart des combinées, d'ailleurs.
TECHNIKA TD 400E et TD 250 E
EP : 400--250, HP : 75, DB : 152
Tour d'établi russe dont quelques exemplaires ont été exportés en Allemagne via laquelle certains sont arrivés en France.
Passage de broche 20,5 (TD400E), 16,5 (TD 250E)
Cone de broche CM3 (TD 400E), CM2 (TD 250E.)
Nez de broche fileté M27x 2 (TD 250) ou KX2 (TD400.)
Cône de fourreau CM 2.
Moteur 1 cheval
Changement de gamme de frequences par courroies et poulies etagées. Maxi 4000 RPM.
Peut réaliser des filetages, mais ne dispose pas de boite d'avances. Changement par echange de roues dentées sur la lyre.
63 Kg (TD 250), 68 Kg (TD 400)
TOYO ML1
EP : 145, HP 50
145 Watts.
Changement de vitesses par poulies étagères 250-3000 RPM.
Option : filetage jusqu'au pas de 1,5 mm.
Cône de fourreau CM1.
Ce petit tour d'horloger n'est pas vraiment une machine destinée à la production de pièces de mécanique générale en raison de sa taille et de sa puissance faible. Mais il se distingue par la qualité de sa fabrication. C'est japonais et ça n'a rien à voir avec les gadgets chinois vendus sur Internet ou en grande surface de bricolage. Au départ. ce tour avait été conçu par SAKAI pour assurer sa propre production industrielle. En dépit de sa qualité de fabrication ce tour peut être très usé. Les premiers seraient sortis peu après la seconde guerre mondiale et les derniers ont vraisemblablement plus de 50 ans.
Il existe un modèle ML2 qui est une machine spécifique à plateau pour des pièces très courtes dont le diamètre peut atteindre 250 mm.
Un ML1 pese 15 kg. C'est tout petit.
VEVOR
Voir ma remarque à la fin du paragraphe sur les tours d'établi chinois. Au regard des autres articles vendus par Vevor, leurs tours sont probablement parmi les pires du marché
VUILLEUMIER VF250
EP : 530, HP : 128, DB : 250
Un petit tour pas très repandu qui a des qualités certaines.
Broche Camlock 1-3
Passage standard 23 mm
La version 250/35 dispose d'un passage de broche de 35 mm
Cone de broche : CM4
Cone de fourreau : CM3
Moteur 3 chevaux
18 vitesses à pré-sélection.
Très grande plage de vitesses : 25-3000 RPM ou 45-4000 RPM.
880 kg
Un tour qui conviendra parfaitement à ceux qui usinent surtout de petites pieces dans des alliages tendres. Neuf, c'etait une machine de haute précision plutôt conçue pour la production. Ils peuvent être très usés, surtout les modeles equipes du mandrin à pinces.
WEILER LZ220 / LD 220
EP : 450, DB : 220, DC : 125.
Un tour d'etabli allemand assez rare en France qui ressemble un peu aux Précis français.
Broche à nez fileté DIN 800 M40
Centrage du mandrin diametre 42
Passage de broche 23 mm
Broche adaptee pour pinces W23
Cone de fourreau CM2.
Moteur bi-vitesses 1 cheval maxi
Frequence maximale 2000 ou 3000 RPM.
=========================================================================================
CHOIX DE MOYENS TOURS 270 mm < Diamètre au-dessus du banc<500 mm
Classement par ordre alphabétique des marques
=============================================================
On entre dans la catégorie des tours qui ont le plus de chance d'intéresser l'amateur qui dispose de l'espace suffisant. Ces tours sont particulièrement intéressants parce que l'industrie en a beaucoup utilisé et l'offre est importante. Du coup, à état équivalent, un bon moyen tour se négocie souvent moins cher qu'un bon petit.
Les tours de cette catégorie sont très souvent proposés avec plusieurs entrepointes. le client choisit celle qui lui convient.
AMC P200
EP : 800- 1250, HP 200, DB : 425, DC : 220, DR 490/300
Les tours AMC étaient fabriqués par Pont-à-Mousson.
Leur petit bac à copeaux en font plutôt des tours d'outilleurs que des machines de production intensive. Ainsi, on peut en trouver qui n'ont pas trop souffert.
Nez de broche A1-6
cône de broche CM5
passage de broche 40 mm
cône de fourreau CM5
moteur 7,5 chevaux.
20 vitesses, Maxi 2500 RPM (EP 800), 2000 RPM (EP 1250)
filetages métriques et impériaux sans modification sur lyre.
1650-1870 Kg (hors mandrin)
AMC P200 R
EP : 800- 1250-1600 et 2100, HP 200, DB : 425, DC : 220, DR 490/300
Caractéristiques identiques à celles de P 200, mais disponible avec 4 EP au lieu de 2
Vitesses maxi réduites pour les bancs long : EP 1600 : 1600 RPM, EP 2100 : 1250 RPM
Poids : 1670-1890-1980-2195 suivant EP
AMC P240
EP : 800- 1250, HP 240, DB : 500, DC : 300, DR : 555/300
Un tour pas très connu des amateurs, mais que j'ai eu beaucoup de plaisir à utiliser dans le cadre de mon travai pendant plusieurs années.
Nez de broche A1-6
cône de broche CM5
passage de broche 52 mm
cône de fourreau CM5
10 chevaux
1680-1910 Kg (hors mandrin)
AMC P240 R
EP : 800- 1250-1600 et 2100, HP 240, DB : 500, DC : 300, DR : 555/300

Caractéristiques identiques à celles de P 240, mais disponible avec 4 EP au lieu de 2
Vitesses maxi réduites pour les bancs long : EP 1600 : 1600 RPM, EP 2100 : 1250 RPM
Poids : 1700-1930-2120-2300 suivant EP
AMC 360
EP : 600-1000, HP 150, DB : 300, DC : 143, DR : 360
Paradoxalement, l'AMC 360 est plus petit que l'AMC 200.
Nez de broche A2-4
Cone de broche CM 4
Passage de broche 26 mm
Cone fourreau CM3
Moteur 3, 4 ou 5,5 CV
8 vitesses
pas imperiaux en intervenant sur la lyre.
poids : 1040 kg (EP 600) , 1220 (EP 1000)
AMC 380
Caractéristiques proches de celles de l'AMC 360.
16 vitesses. Maximum 2000 RPM, Minimum 63
AMC 490
HP : 220, EP : 1500, DB : 440
Passage de broche : 40 mm
Un tour capable de tourner lentement : de 15 à 1250 RPM.
ANNN YANG 410
EP : 1000-1500, DB 410, DC 200
Broche Camlock D1-6
Passage de broche 54
Cône de broche CM6
Cône de fourreau CM4
Moteur 7,5 chevaux maxi 3000 RPM (dépend de l’année-modèle et options, les plus anciens tournent moins vite et sont moins puissants.
Avances rapides
Poids 1800 (EP 1000) 2000 (EP 1500)
Une machine chinoise toujours commercialisée et assez rigide qui pourra trouver sa place dans un atelier de maintenance, voire de production non intensive.
BALEIGH
Une gamme de tours presentée comme americaine, mais en fait les machines sont fabriquées en Chine.
Il existe une gamme "E" (économique) proposée à prix cassés
Je n'en ai jamais vu. Mais si j'en crois les remarques répétées à plusieurs reprises sur les forums d'usinage, c'est particulierement mal usiné, mal monté et à fuir (NDLR : la gamme E.) Les commentateurs evoquent des paliers percés de travers, des defauts importants d'alignement, bref, du mauvais bricolage. Ça n'engage que les commentateurs sur les forums. Pour ma part, au regard des prix du neuf, avec des remises de 40 %, accordées au premier venu, même avec de la main d'oeuvre à très bon marché il me semble peu probable que ce soient autre chose que des produits bâclés destinés à un marché de néophytes capables d'acheter à peu près n'importe quoi. Et ça c'est un point de vue que j'assume pleinement.
Un exemple de ce à quoi il faut vous attendre en achetant ce genre de tour : Lien
CAZENEUVE HB 500
EP 1000-1500-2000, HP 250, DB 450, DC 200
Le Cazeneuve 500 HB est tres probablement le tour le plus repandu sur la planete. Produit pendant 50 ans, c'est un succes incontestable.
C'est un tour qui garde une forte côte, mais attention... les premiers ont 70 ans et beaucoup sont complètement usés. Une machine très prisée des marchands de machines qui font de fortes plus-values dessus. Sur les 40 000 fabriqués, il doit rester de bonnes affaires. Mais combien ?
A l'achat, surveiller les bancs rompus qui peuvent être tres usés, les paliers gauches de vis mere en aluminium qui s'usent et les tambours de freins qui sont des pieces d'usure normales. Eviter les tours d'avant 1950 qui ont des boites differentrs pour lesquelles on ne trouve plus de pieces neuves chez Cazeneuve. En dehors de ça ce sont des machines incroyablement solides et on trouve beaucoup de pieces neuves ou d'occasion pour les entretenir.
Voir l'historique ici Arrivée d'un nouveau tour : CAZENEUVE HBX 360
Avis personnel : viser plutôt un HB 575 souvent plus récent (mais pas forcément puisque les deux modeles ont coexisté) qui ressemble beaucoup, mais qui est classé parmi les tours de plus de 500 mm de DB.
passage de broche 48 mm
Maxi 1600 RPM
CAZENEUVE L etLO
EP : 1000, HP : 160-190 ou 225
L : commande de boite d'avance a 2 boutons
LO : commande de boite d'avance à 4 boutons
Boite à commande mecanique ou boite Cotal à commande électromagnétique.
Le cazeneuve L / LO est le modèle qui a précédé le HB. Dans les années 40 c'était probablement le meilleur tour français. Depuis, il a résisté au temps et il y en a encore qui fonctionnent toujours. Mais ils ont pris un coup de vieux depuis la sortie des HB. ils ont quand même 80 ans.
C'est un tour solide et normalement bon marché qui satisfera probablement un serrurier, un mécanicien agricole pas trop exigeant ou un collectionneur.
Poids : environ 2 tonnes.
Principaux défauts : moteur bi-vitesse, donc mono-tension et beaucoup sont en 220 V.
La boite Cotal à commande électromagnétique fait peur à de nombreux mécaniciens.
Principal avantage : pour celui qui veut absolument un tour vintage, celui-ci offre tout de même certains avantages de tours bien plus récents car il était très avant-gardiste. Si vous préférez un modèle plus classique et simple, prenez plutôt un Cazeneuve G36 ou un Ernault HN.
Une machine à sauver de la ferraille sans conteste. Mais qu'il ne faut vraiment pas payer cher.
CAZENEUVE G36
Ressemble beaucoup au LO.
G 36 car sorti en 1936.
Le G36 a le moteur à l'arrière de la broche, le moteur du LO est sous le banc
Même avis que pour le LO
Apparemment, le G36 serait le premier tour à moteur intégré. Avant, les tours etaient entrainés par une courroie prenant la force sur un arbre au plafond de l'atelier.
Un G36 en action
CAZENEUVE HBX 360
Voir le descriptif détaillé encliquant ici puisque c'est finalement l'un des tours que j'ai choisis.
COLCHESTER STUDENT 1800
EP : 1000, DB : 300
Un tour d'ecole classique au Royaume-uni. 1800, pour 1800 RPM.
%uFFFC
Les premiers Student etaient tres differents et moins rapides. Un Student MK1
Passage de barre : 38
Moteur 4 CV
Maxi 1800 RPMy
800 kg environ
COLCHESTER STUDENT 2500
EP : 635-1000, HP : 167, DB : 330, DC : 210, DR : 480
Un classique au Royaume uni
moteur 3CV
12 vitesses maxi 2500 RPM
Nez de broche Camlock D1-4
Passage broche 40 mm, 38 sur certains modèles.
Filetages métriques, impériaux, module et DP.
Glissières trempées et rectifiées.
Le Student est un modèle produit depuis très longtemps, il y a probablement plusieurs versions qui pourraient présenter des différences importantes. Le modèle 2500 décrit est un peu limité en puissance par rapport à la taille des pièces qu'il peut réaliser.
Personnellement, je n'aime pas beaucoup la mécanique anglaise, donc ce tour m'attire assez peu. En réalité, je reproche surtout aux mecanismes anglais, Cosworth y compris, le fait que beaucoup de "mecaniciens" non-anglais font tout et n'importe quoi avec. Entre les tetes de boulons massacrées et les filetages foirés, on est souvent déçu. Le materiel anglais seduit plutôt les gens qui sont anticonformistes et les mecaniciens tres bien outillés et rigoureux. Bref, si vous voulez du simple, fuyez le rosbif...
Néanmoins le principal intérêt des tours Colchester est qu'on peut encore en acheter des neufs. En contrepartie, les Colchester actuels seraient semble t'il assemblés avec des pieces fabriquées en Asie. Certains utilisateurs leur reprochent une moindre qualité que les tours 100% européens.
COLCHESTER MASTER 2500
EP : 1015, HP : 165, DB : 335, DC310 DR : 500
Un tour avec un gros passage au-dessus du chariot
Cone de fourreau CM3
COLCHESTER TRIUMPH 2000
EP : 1250, HP : 195, DB 390
Maxi 2000 RPM
Nez de broche Camlock
Les engrenages contenus dans la poupee sont bien en acier traité et rectifiés, mais ceux du tablier sont en fonte. Ils sont souvent en tres mauvais état sur les machines d'occasion. Ces pieces sont quasiment introuvables d'occasion. Il faut donc les remplacer par des neuves.
COLCHESTER TRIUMPH 2500
EP : 1250, HP : 195 DB : 400, DC : 246, DR : 585
Un Colchester musclé
Moteur 10 CV
Variateur, Maxi 2500 RPM
Nez de broche Camlock D1-6
Alésage de broche 54 mm
2800 kg
COLCHESTER MASCOTT 1600-2000
EP : 1000- 1500- 2100 - 2500, HP : 215, DB : 430, DC: 260, DR : 710
C'est l'un des rares tours figurant sur cette page que je ne connais pas du tout. mais au regard de son architecture, c'est du matériel professionnel sans équivoque.
Moteur 10 chevaux, 12,5 chevaux ou 15 chevaux
Maxi 1600 RPM ou 2000 RPM
passage de broche 76 mm
cone de fourreau CM6
2500 Kg
Spécifications variables selon les années (1990-2021). Modèle encore en vente en 2021.
DE VALLIERE H140 et H 160
Dans la lignée du H130 E, le H140 propose une capacité légèrement augmentée. Modèle moins répandu que les H130 A été C. D'architecture plus moderne que ces modèles. Il utilise des pièces différentes.
Le H160 est un H140 dont la poupée à été surélevée. Ce modèle assez rare (je n'en n'ai jamais vu autrement qu'en photo) fait l'objet de critiques. La réhausse aurait dit-on fait perdre beaucoup de rigidité au tour. Il est vrai qu'avec une hauteur de pointe de 160, ce n'est plus un petit tour, mais il en a conservé le banc.
DOGA USe 460
EP 1500, HP 230, DB 460, DR 650 / 390
Un tour moyen qui se distingue par un tres gros passage de broche. Machine peu repandue en France, vraisemblablement de négoce d'origine étrangère.
Passage de broche : 76 mm
Nez de broche ASA L2 long
Cone de broche : douille CM5
Cône de fourreau CM5
Vitesses 22-1500 RPM
EMCO MAXIMAT SUPER 11
EP : 650, HP : 140, DB : 280, DC : 160, DR : 300
Un tour Autrichien très supérieur aux productions chinoises qui essayent de lui ressembler. pour DIY ou usage professionnel intermittent.
3,5 chevaux, mini 55 RPMmaxi 2200 RPM
Cone de broche CM4
Passage dans la broche 26 mm
cône de fourreau : CM2
Course fourreau 80 mm
Vis mère pour filetages.
Le Maximat Super 11 a deux vraies boites lubrifiées par barbotage, contrairement aux petits tours EMCO.
Option tête de fraisage CM2 de 300 watts (43 kg) broche 6 vitesses 120-2000 RPM
Option arrosage.
Poids 243 kg (version avec socle.)
EMCOMAT 20 D (et 14-17 D)
Existe aussi en version 14 et 17, ci-dessous description du 20 D
HP 200, DB 400, DC 250, EP 1000
Avec le 20D, chez EMCO, on entre dans la categorie des tours capables de realiser pas mal de travaux et c'est une machine europeene.

7 chevaux
4 vitesses, plus variateur electronique
40-3000 RPM
Broche Camlock D1-5
Alesage de broche 50
Cône de broche CM5
Visu montee en serie 3 axes
Frein electromagnetique
Filetages courants et pas modules
Banc cémenté
Guides trempés 62 HRc
Pignonnerie rectifiee
875 kg
C'est une machine moderne, toujours vendue à l'etat neuf, avec deux ans de garantie. De qualité européenne il est plus destiné à des travaux de maintenance qu'à de la production. Typiquement, un tour d'ecole. Leger et capable de beaucoup de travaux, il séduira peut-être l'amateur qui veut une machine de qualité et a les moyens de ses ambitions.
Le plus gros defaut de ce tour pour un amateur ou un professionnel qui l'utilise peu est son prix. 46 000 Euros neuf. Et il est livré sans outillage. Meme pas un mandrin !
Même pour une occasion en etat tres moyen, il faut prevoir un budget sérieux. Mais c'est une vraie machine, pas un jouet chinois mal fini, fragile et manquant de puissance. Attention cependant, coté rigidité, ce n'est pas un Cazeneuve...
ERNAULT HN 170-200-250 et 350-400-500
Gamme apparue en 1943 remplacée vers 1948 par les Ernault Batignolles. Puis bien plus tard en 1967 par les Ernault-Somua Cholet.
Les premiers portent les appellations "au rayon" HN170-200-250. Ensuite au diamètre 350-400-500.
Au cours de sa carrière ce tour a bénéficié d'améliorations. Les derniers sortis d'usine en 1966 sont des "presque-Cholet". Par exemple, le double harnais, caractetistique des Cholet, equipe les derniers Battignoles sortis d'usine.


C'est un modèle assez ancien, mais tellement robuste que quelques entreprises dont l'usinage n'est pas la principale activité en utilisent encore.
Le Ernault Battignoles HN est un tour qui se négocie souvent à des prix doux. S'il est en bon état, c'est une excellente machine pour découvrir le tournage avec du matériel bien dimensionné sans investir des sommes importantes. Au départ, c'était une machine plutôt destinée à la production.
Attention cependant à l'usure prononcée probable avec ce genre de machine. Le challenge pour l'acheterur consiste à trouver la perle rare peu usée qui a été rachetée tôt par une entreprise pour des opérations ponctuelles de maintenance.
ERNAULT BATIGNOLLES AC140-AC280
Les plus anciens portent l'appellation AC140, les plus récents AC280.
EP 500, HP 140, DB 280, DC 110

Un tour compact de bonne facture qui n'intéresse plus les professionnels ce qui permet d'en trouver à des prix attractifs. Années de fabrication : 1944-1967.Au cours de sa production, l'AC a évolué. il existe donc des différences entre AC 140 et AC 280. Les bancs sont identiques, mais les pieces pas forcément panachables même pour un type donné. Ça depend des années de fabrication. Par exemple boite montee sur bagues bronze au depart puis sur roulements ensuite.
S'il n'existait qu'un seul tour compact de moyen calibre pour l'amateur à faible budget, ce serait probablement celui-ci. Attention toutefois à l'entrepointes réduit. Ce tour est compact, mais son champ d'action se limite à des pièces courtes. Pour un prix comparable entre un petit chinois actuel et un Batignolles AC140 en bon état, je n'hésite pas : je prends le tour français.
Cône broche CM 3
Cône fourreau CM 3
Alésage broche 25 mm
18 vitesses. Maxi 2500 RPM (1200 sur les premiers AC 140)
Beaucoup ont été utilisés par L'Education Nationale. Les tours de l'E. N. ont un frein electrique à la place du frein à pied.
Défauts : tablier fragile casse toujours au même endroit, vu son âge peut être très usé.
Qualités : paradoxalement, boudé par les entreprises, on trouve des machines qui appartiennent depuis longtemps à des amateurs et sont donc peu usées. La difficulté est de tomber dessus.
Ce petit-moyen tour complète la trilogie des tours qui ne perdent pas ou peu de valeur au fil du temps : De Vallière H130C, Crouzet 125 toutes options, AC 280. Sans conteste un placement à condition de l'acheter en bon état et d'en prendre soin.
Défaut : assez recherché par les amateurs qui disposent de peu d'espace. A état équivalent il se vend souvent plus cher qu'un HN 350 qui offre bien plus de possibilités.
Mise à jour 2024 : l'AC 280 est l'un des tours qui a connu la plus grosse inflation pendant les années Covid. Certains sont désormais proposés à des prix que je trouve difficiles à justifier. Mais il y a encore quelques bonnes affaires à dénicher.
ERNAULT SOMUA CHOLET 350 et 435
350 : HP 170 DC 172, EP variable (700- 1000 -1200 courant) broche passage 42
Puissance 7-10 (standard) ou 12 CV, 18 vitesses, maxi 1600 RPM pas métriques et impériaux 2150 kg
435 : HP200 DB 410 (435 à ras de la poupée fixe) DC230 EP variable (1000-1300 courant) passage de broche 52. Puissance 7-10 (standard) ou 12 CV
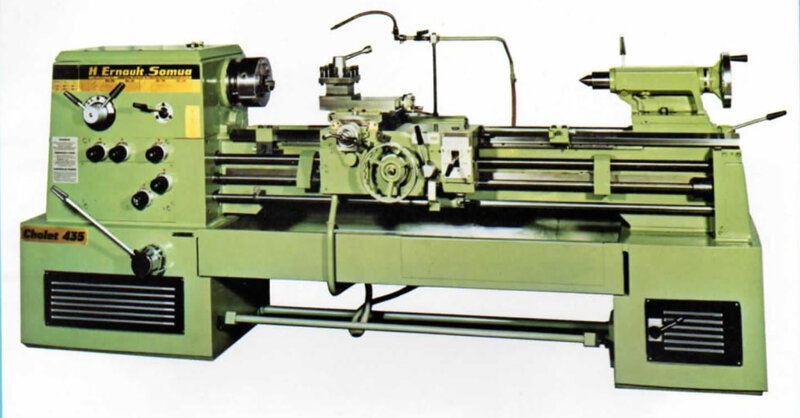
Le Cholet (1967-1976) a remplacé le Batignolles et le HN. C'est un tour nettement plus moderne que beaucoup de professionnels utilisent encore. Souvent, il s'agit du modèle 550 parfois du 660 assez rare qui rentrent dans la catégorie des gros tours. Le 350 plus rare et le 435 très répandu ont déjà pas mal de qualités qui satisferont l'amateur éclairé.
Poupée à double harnais caractéristique de ces modèles. Les derniers HN en étaient déjà équipés.
Il existe des versions économiques appelés "J" (par exemple Cholet J 350) qui ne disposent pas du double harnais.
Ces tours sont équipés des deux avances automatiques. Certains disposent d'avances rapides.
Vidéo : avances rapides
Nez de broche ISO A1. Camlock D1-6 en option.
Cône de broche métrique 350 : 50, 435 : 60
Fourreau 350 : CM4, 435 : CM5
Lubrification poupée et boite d'avances par pompe.
Lubrification trainard et tablier par pompe.
Copieur hydraulique en option
Arret automatique du filetage en option.
Roues additionnelles nécessaires pour filetages 11,5 et 19 filets au pouce.
ATTENTION AUX SORTIES DE GRANGES : Certains tours ont été livrés avec alimentation 220 V biphasée.
Les derniers tours sortis d'usine apres 1984 portent un numero de serie contenant les caracteres CH. Ils ont été assemblés en Chine.
ERNAULT SOMUA J350
Le J350 est une version du Cholet 350 dépouillée. Il ne dispose pas du double harnais.
ERNAULT SOMUA C450
Tour à charioter, rare.
Attention : modèle sans vis mère.
Achat déconseillé : difficile à revendre.
GORNATI LEOPARD 150 et 150 XL
EP : 800, HP : 150, DB : 310 , DC : 170, DR : 480 (150 XL)
Broche Camlock (fréquent sur les machines italiennes)
Cone de fourreau : CM3
Passage de broche : 36 (55 sur 150 XL)
Maxi 1500 RPM (2000 sur 150 XL)
Tourelle Algra (frequent sur machines italiennes)
GORNATI LEOPARD 180
EP : 800 ,1000 ou 1250, HP :180, DB : , DC : , DR : 530
Passage de broche : 55
Nez de broche Camlock D1-6
Moteur 4 CV, c'est peu pour une machine moderne de cette taille. Mais interessant pour ceux qui ont une mauvaise installation electrique.
Tourelle Algra (courant sur machines italiennes.)
Maxi 2000 RPM
Boite d'avances et filetages très complete (caracteristique de nombreuses machines italiennes)
Frein electrique.
Double embrayage multidisque.
Ce tour produit pendant longtemps a été modernisé au fil du temps. Certaines caractetrstiques dependent de l'annee de sortie d'usine. C'est souvent le cas des best sellers qui durent.
GORNATI LEGOOR 230
EP : 1000, 1500, et jusqu'à 4000, HP : 230, DB : 460, DC : 280, DR 700 sur 400 mm
Passage de broche 105 mm : tres gros avantage
Broche Camlock D1-8
Moteur 7,5 chevaux (c'est assez peu pour une machine de ce gabarit)
Maxi 1500 RPM.
Machine peu connue en France. C'est un tour versatile avec une forte capacité géometrique. Un bon choix pour ceux qui ne font pas de série, comme par exemple les mecaniciens de maintenance agricole ou industrielle.
Existe aussi en versions 250-300-350-400-500 (voir categorie gros tours, ci-dessous.)
GRAZIANO SAG 12
EP 800 HP 153 DC 166 D dans le Rompu 440

Ce tour très connu dans son pays d'origine l'Italie peut être une très bonne affaire en France où ses qualités sont mal connues.
Moteur 4 CV
Broche avec nez CAMLOCK D1-4 et passage de 41 mm. 2000RPM maxi.
Boite complète métrique impérial et pas modules.
Cone de fourreau CM 3.
La majorité des Graziano, tous modèles confondus est équipée d'une tourelle Algra. Avantage : on trouve facilement des porte-outils chez les transalpins. Inconvénient : moins pratique qu'une Multifix pour faire des pièces compliquées en série (en général peu de valeur ajoutée pour un amateur.)
Poids 1 tonne environ.
GRAZIANO SAG 14
EP 1000, DB 480, DC 220
Coeur de gamme Graziano, mais toujours avec des niveaux de prix raisonnables en France où ces tours ne sont pas très connus.
Passage de broche 51
5,5 chevaux
12 vitesses Maxi 1500 RPM
Broche Camlock D1
1250 kg
Comme tous les Graziano, peut-être un bon plan à condition de ne pas le payer très cher.
GRAZIANO SAG 210
EP 1000 ou 1500 au choix, DB 450 (580 à ras de la poupée) DC 268
Comme pour tous les Graziano, en France, ce tour des années 80 peu connu se négocie souvent à des prix raisonables ce qui n'enlève rien à ses qualités.

10 chevaux
2000 RPM
Cône fourreau CM 5
Passage broche 57
nez Camlock D1-6
2200 Kg -2450 Kg
Avantages : pour le prix d'un Cazeneuve de 1955, on peut avoir un Graziano de 1985. ça fait réfléchir, non ? Avances rapides. Comme tous les Graziano, fait les pas modules sans modification de lyre. Nez Camlock : changement rapide d'outillage, partage d'outillage avec d'autres tours, outillage facilement disponible.
Inconvénient : si vous voulez faire le kéké devant vos amis, en France ça ne vaudra jamais un Schaublin ou un Cazeneuve... Si vous voulez juste realiser des pieces correctes sans briller dans les salons ou les poulaillers d'acajou et pour un budget limité, allez le voir, essayez-le et choisissez en toute objectivité.
GRAZIOLI Fortuna 150
EP : 800, HP : 150, DB : 300, DC : 185, DR 440.
Encore un tour italien assez méconnu en France. Il l'est non seulement des particuliers, mais aussi semble t'il des entreprises d'usinage. C'est plutot une machine orientée maintenance. Parfois proposé à des prix doux du fait de son absence de réputation dans l'Hexagone.
Passage en broche 35 mm ou 42 mm
Moteur 3 chevaux monovitesse ou 4 chevaux bivitesses boite de broche a 6 rapports
Maxi 1400 RPM
Poids 1000 kg environ.
HERMES T170
EP : 800-1000, HP : 170, DB : 340,

Broche à nez fileté ou cône L0 suivant annee-modèle.
passage de broche 32
cone de broche CM4
cone fourreau CM4
12 vitesses maxi 1520 RPM
Sous l'apparence d'un vieux tour pas très attirant au premier regard, façon Cendrillon, le Hermès cache ce qui fait son principal attrait : les glissières de son trainard sont trempées (ce qui n'était pas banal à l'époque) et amovibles, donc remplaçables ou facilement rectifiables.

Du coup, en dépit de prix de marché modérés, il n'est pas très compliqué de transformer ce qui parait être une citrouille en carrosse. Et ça peu de tours peuvent vous l'offrir.
Voir VERNIER ELMEC T170
HERMES T190
Voir VERNIER ELMEC T190
H ERNAULT SOMUA tous types
Voir à Ernault Somua
LATIMIER MJ 8 et MJ 81
HP 160, EP 750
Tour sans vis mère des annees 50. Achat déconseillé.
Suivant ce qu'on veut faire avec, ce tour a deux grands avantages et un ou deux énormes défauts.
Défauts
Sans vis mère, ce tour ne peut réaliser des filetages qu'en utilisant des outillages coûteux. Voir article sur la realisation des filetages. Lien
Le modèle MJ81 n'a pas de boite à vitesses.
Avantages
A cause de l'absence de vis mere, la valeur marchande de ce type de tour est dérisoire. Ça vaut à peine plus cher qu'un mandrin.
Bien que ce soit plutôt une machine de production qui peut être très usée, il dispose de glissières en acier au chrome trempées qu'on peut remplacer si elles sont en mauvais état. Il est donc en theorie possible de retrouver une bonne géométrie.
Moteur 6 chevaux.
Ce tour dispose d'un embrayage, ce qui est assez rare sur une machine de ce gabarit. En général, les tours équipés sont de grosses machines. L'embrayage permet des demarrages en douceur.
27 vitesses, maxi 2150, mini 11 (plage tres importante)
ou une seule (sur modele MJ81) dans ce cas changement des engrenages manuellement.
1350 kg
Quand on achete ce genre de tour, ne pas le payer cher. C'est quasiment impossible à revendre ensuite. Usage typique : serrurerie, mecanique avec gros enlevements de matiere à petit budget.
LEFEBVRE ET MARTIN LM 350
EP : 750
Tous les tours Lefebvre et Martin sont d'excellentes machines qui etaient fabriquées à Moulins. Ce sont des machines à banc large assez lourdes ce qui est un gage de rigidité et de robustesse.
LEFEBVRE ET MARTIN LM 380
EP : 650, HP : 165, DB : 330, DR : 380 / 200 mm, DC : 187.
Passage de broche : 40,5 mm
Nez de broche A1-5
Cône de broche CM5
Cône de fourreau CM4
18 vitesses de 40 à 2000 RPM
1400 kg
LEFEBVRE ET MARTIN LM 400
EP : 750-1000-1500, DB environ 400
LEFEBVRE ET MARTIN LM 450
EP 1000, HP : 225.
2300 kg.
Moteur 7,5 chevaux
12 vitesses, maxi 2000 RPM.
LES INNOVATIONS MECANIQUES SIM T4
EP : 650, DB 440, DC180
Un tour sans vis mère. Achat déconseillé.
Broche au standard américain type 1
Cone broche et poupée mobile : CM5
Passage dans la broche 36 mm
Moteur 9 chevaux.
12 vitesses de 45 à 2000 RPM
Lubrification par pompe.
Avis : ne pas le payer cher car ce sera un boulet le jour de la revente à cause de l'absence de vis mère.
LES INNOVATIONS MECANIQUES SIM T5
EP : 500, DB 310, DC146
Le plus compact des tours SIM. Attention : sans vis mère. Achat déconseillé.
Broche au standard américain A1 5 "
Cône de broche : CM4
Passage dans la broche 25,4 mm
9 vitesses de 180 à 2800 RPM
Moteur 7,5 chevaux
Avis : ne pas le payer cher car ce sera un boulet le jour de la revente à cause de l'absence de vis mère.
LES INNOVATIONS MECANIQUES SIM T6
EP : 700, DB 440, DC : 180
Un tour court et puissant. Sans vis mère. Achat déconseillé.
Broche au standard américain A1 6 "
Cone broche et poupée mobile : CM5
Passage dans la broche 36 mm
12 vitesses de 45 à 2000 RPM
Moteur 9 ou 12 chevaux
Lubrification par pompe
Avis : ne pas le payer cher car ce sera un boulet le jour de la revente à cause de l'absence de vis mère.
LES INNOVATIONS MECANIQUES SIM T8
EP : 700, DB 500, DC : 190
Un tour musclé court, sans vis mère. Achat déconseillé sauf si réservé à la grosse ébauche de pièces courtes.
Broche au standard américain A1 6 "
Cone broche et poupée mobile : CM5
Passage dans la broche 36 mm
12 vitesses de 45 à 2000 RPM
moteur 12 ou 15 chevaux
Lubrification par pompe
Avis : ne pas le payer cher car ce sera un boulet le jour de la revente à cause de l'absence de vis mère.
LION 16 M
EP : 1000-1500, HP : 200, DB : 400, DC : 235, DR : 533
Tour bulgare encore en production.
Broche Camlock D1-6.
Passage de broche : 52 mm
Moteur 6 CV
Maxi : 2240 RPM
A considerer si vous voulez du neuf, si vous avez un budget limité et si vous ne voulez pas du chinois. Ça vaut quoi ? Je n'en sais rien.
MARTIN (K. MARTIN)
Tours allemands, fabriqués à Offenburg et Baden qu'on trouve parfois d'occasion dans l'Est de la France, surtout en Alsace. On en voit beaucoup à vendre en Allemagne. Je ne connais pas suffisamment ces machines pour avoir un avis précis. Ça a tout de même l'air de machines destinées à des ateliers professionnels. Sur Internet, des professionnels de la machine-outil parlent de "machines de précision", " tours d'outilleurs et de production."
Certains ont des entrepointes de plusieurs mètres.
Aucun rapport avec Lefebvre et Martin qui était une marque française.
MEUSER M0L 185, 205 et 230
EP : 750, 1000, 1500, 2500, 3000,
HP : 185, 205, 230,
DB : 370, 410, 460, DC : 200, 240, 290
DR : 570, 610 ou 660
Tours fabriqués à Stuttgart qu'on rencontre parfois dans le grand-Est de la France. Très répandus en Allemagne. C'est du sérieux.
Comme Cazeneuve en France, si Meuser maschinenfabrik a disparu, Meuser ETM a pris la suite en 1979 et fabrique toujours les tours M0L et M1L. Meuser ETM reconditionne aussi les modeles historiques de Meuser Maschinenfabrik. C'est un avantage indéniable.
Passage de broche 47
Nez de broche DIN 55027 taille 6
Cone de fourreau CM4
Moteur 5,5 ou 7,5 CV
Trois gammes de vitesses disponibles 28-1250, 36-1600 ou 40-1800 RPM
Poids : de 1200 (M0L 185-750) à 1830 kg (M0L 230-3000)
Avis : attention tours à banc rompu uniquement susceptibles d'être plus usés que les tours à bancs complets. Ces tours sont assez légers par rapport à leur gabarit : moins de 2000 kg pour 3 mètres d'entrepointes c'est assez rare. Avantage ou inconvénient ? ça dépend de ce qu'on veut faire avec.
MEUSER M1L 205 et 230
EP : 750, 1000, 1500, 2000, 2500, 3000
HP : 205, 230, existe plus gros ( 255, 280,voir categorie gros tours)
DB : 410, 460
DC : 230, 280
DR : 630 ou 680
Passage de broche de 52 ou 85 (option)
Nez de broche DIN 55027 taille 8
Cone de fourreau CM5
Moteur 7,5 ou 10 CV
3 gammes de vitesses : 28-1120, 36-1600, 40-1800 RPM.
Poids : 2130 (M1L 205-750) à 2160 kg (M1L 230-3000)
Avis : attention tours à banc rompu uniquement susceptibles d'être plus usés que les tours à bancs complets. La version 230-3000 parait très légère pour un tour de cette longueur. (2800 kg pour un Graziano SAG 508 de HP comparable et de seulement 2500 EP.
MEUSER M2L 230
EP : 1000, 1500, 2000, 2500, 3000, 3500, 4000, 5000
HP 230 existe plus gros, voir categorie gros tours
DB : 460
DC : 270
DR : 700
Broche DIN 55027 taille 8
Passage de broche 62 (100 en option)
Cone de fourreau : CM4
Moteur : 7,5, 10 ou 15 CV
3 gammes de 12 vitesses : 25-1120, 32-1400, 40-1600 RPM.
Poids : 2450 à 3150 kg
MONA 350 (SICOM)
EP : 800 - 1200, HP : 175, DB : 350, DC : 180, DR : 550 sur 140 mm
Le modèle EP 800 n'a pas de rompu, le modèle EP 1200 a toujours un rompu.

Passage de broche 41 mm
Cône de broche CM5
Cône de fourreau CM4, course du fourreau 125 mm
Moteur 5 CV
12 vitesses de 29 à 1650 RPM.
Poids : environ 1100 kg
Le Mona 350 est un tour monégasque. C'est une machine plutôt concue pour la maintenance. A l'époque pour le même prix, on avait le choix entre un Mona neuf où un Cazeneuve d'occasion. Cette machine qui ne jouit pas de l'aura des Cazeneuve peut se trouver en bon état à un prix nettement plus abordable qu'un Cazeneuve. ça n'en fait pas moins un très bon choix pour un amateur peu fortuné. Ses dimensions, son poids, sa puissance correspondent bien à ce que dont les mécaniciens débutants ont besoin pour découvrir le tournage sans devoir investir beaucoup. Attention toutefois à vérifier qu'il est en bon état. Ce modèle étant nettement moins répandu que les Ernault Battignoles HN, trouver des pièces de rechange d'occasion peut être bien plus compliqué.
MONARCH 12
EP 500 ou 750, DB 315, DC 180
Tour americain compact au look vintage assez rare en France. Les premiers (modele 10 EE) datent des annees 40.
ATTENTION EQUIPEMENT ELECTRIQUE D'ORIGINE AU STANDARD AMERICAIN
Son intérêt réside dans sa compacité. Sa rareté en France le rend méconnu. Parfois bradé pour cette raison qui s'ajoute aus specificités en termes d'alimentation electrique.
Passage de broche 35 mm
Nez de broche Camlock
Cone de fourreau Morse 2 (c'est petit pour un tour de cette puissance)
Moteur à variateur electronique 7,5 chevaux en 220 ou 460 volts et 60 Hz. Tolerance constructeur sur tension + ou moins 10 %. Vitesse mini 25 RPM maxi 4000 RPM (sur les modeles recents seulement)
Filetages metriques et impériaux.
Si vous cherchez une machine polyvalente et simple à installer, ce n'est pas le tour qu'il vous faut. A n'acheter qu'en connaissance de cause et pas cher s'il est d'occasion. Un boulet à la revente.
MONDIALE
Tours belges revendus en France par Muller et Pesant. Je ne connais que les Muller et Pesant. Voir les differents Muller et Pesant.
MULLER ET PESANT CELTIC 12
EP: 500 ou 800 HP 155, DB : 305, DC 185
Les tours Muller est Pesant sont des tours belges Mondiale rebadgés.
Encore un tour dont je me suis servi au lycée...
On raconte que les tours destinés à l'Education Nationale auraient des "engrenages non trempés." Information non verifiée. Par contre, ce dont je peux témoigner, c'est que certains élèves s'amusaient à faire craquer les boites à vitesses en changeant de rapport en marche. On
Le Celtic 12 existe en différentes versions. Les versions JC ont un entrepointe de 800, alors que les autres versions ont seulement 500 d'entrepointes. Les versions R (rapide) peuvent tourner à 2000 tours par minute, alors que les versions sans R plafonnent à 1500 RPM. Les versions N, sont equipées des derniers bâtis assemblés alors que les autres ont des batis fonte monoblocs.
Exemple : 12 NJCR = Bâti assemblé, d'entrepointes 800 et broche 2000 RPM.
Nez de broche A1-4 sur la plupart des modèles R. L00 sur les autres.
passage de broche : 28 mm, 30 sur certains tours
Cône de broche : CM4
Cône de fourreau CM2
moteur deux vitesses donnant 16 vitesses de broche
maxi 1500 RPM ( moteur 1,9 cheval)
ou 2000 RPM (moteur 3 CV)
Avances longitudinales et transversales.
Filetages métriques et impériaux
Poids : 490 kg (EP 500) 540 kg (EP 800), les premières versions sont plus lourdes.
Principaux défauts : en série broche à nez fileté L00 sur versions 1500 RPM ou broche conique (version 2000 RPM) Pas de frein sur la version 1500 RPM. C'est celle que j'avais au lycée.
MULLER ET PESANT CELTIC 14
EP: 500 - 750 - 1000 -1500 (Rompu en option) HP 185, DB : 365, DC 205, DR (option) 540
Un bon compromis pour un mécanicien amateur à condition de bien vérifier la fréquence maxi de broche et de ne pas acheter un ancien modèle trop lent.

Passage de broche 35 mm
Cône de broche CM5
Cône de fourreau CM3
Moteur bi-vitesses 4 chevaux maxi ou 3 chevaux maxi donnant 16 vitesses à la broche maxi 1600 RPM ou 1000 RPM
Poids 770 kg (EP500),815 (EP 750), 860 kg (EP 1000) , 920 kg (EP 1500)
Eviter d'acheter la version 3 CV qui ne tourne pas assez vite pour usiner des pièces de petits diamètres.
MULLER ET PESANT CELTIC 17
EP : 1000 -1500 -2000 , HP 215 DB : 440, DC 240
Passage de broche : 45 mm
Moteur bi-vitesses 6, 4 chevaux maxi ou 5 chevaux maxi donnant 16 vitesses à la broche maxi 1400 RPM ou 1000 RPM
Eviter d'acheter la version 5 CV qui ne tourne pas assez vite pour usiner des pièces de petits diamètres. Le GALLIC 16 est beaucoup plus moderne, mais evidemment plus cher.
MULLER ET PESANT GALLIC 14
EP : 1000, HP : 180, DB 365
Des dimensions comparables à celles du Celtic 14, mais une architecture beaucoup plus moderne.

MULLER ET PESANT GALLIC 16
EP : 1000-1500, HP : 200 DB : 415 DC : 415
Presque aussi gros qu'un CELTIC17, mais plus puissant, plus rapide et plus moderne. On apprécie ses avances rapides quand on travaille sur de longues pièces.
Broche A1-6
Passage de broche 45 mm
Cone de broche standard américain
Cone de fourreau CM4
Deux avances rapides.
10 chevaux, 15 vitesses maxi 2000 RPM
Filetages metriques, impériaux, modules, diametral pitch.
Si on en croit des affirmations qui circulent sur Internet, les tours Gallic 16 livrés à l'Education Nationale n'auraient pas bénéficié de l'opération de trempe du banc. Je n'ai pas pu vérifier si c'est vrai.
poids 2050 kg (EP 1000) 2270 (EP 1500)
PADOVANI LABOR 160-180-200 (modeles carrossés)
EP : 800, 1000 ou 1500 ; HP 160-180 ou 200 ; DC : 175 (160) ou 205 (180) ou 245 (200).
DR (sur 90 mm seulement) : 520 (160) ou 560 (180) ou 600 (200).
Encore des machines italiennes méconnues en France malgré des atouts, notamment :
- broches Camlock (4/160 ou 5 /180 et 200)
- lubrification sous pression avec filtration
- boites de filetage tres complète : 128 pas differents (courant sur les tours italiens)
Cone de broche : CM4 (c'est trop petit pour les modeles 180 et 200)
Cone de fourreau : CM4 (c'est trop petit pour le modele 200)
Course du fourreau 170 mm.
Vitesse maximale 1800 RPM.
Puissances : 3(160), 4 (180), 5,5 chevaux (200)
Les anciens modèles (non carrossés, moteur apparent sous le banc) sont moins puissants et ont seulement 114 possibilités de filetages.
Voir remarque de "Henry" en commentaire en bas de page.
PINACHO L1 180
EP : 1100, HP : 180, DB : 360, DC : 205 DR : 520
Tour espagnol à banc rompu.
Passage de broche 42.
Moteur 4,5 chevaux,
9 vitesses, Maxi 2000 RPM.
Bâti moderne mécanosoudé.
Une machine moderne plutôt axée maintenance.
PINACHO L1 200
EP : 1150, DB : 430, DC : 200, DR : 560
Passage en broche 42
Fourreau CM4
Maxi 1800 RPM.
Bâti moderne mécanosoudé
Environ 1100 kg.
Machine légère, plutôt axée maintenance.
PINACHO S90, SP90, S90 VS 165-180-200-225-250-260-310
EP : 750-1000-1150-1650- et seulement pour les modèles 250 : 2225-3150
DB : 335 (165)- 360 (180) - 400 (200)- 450 (225) - 495 (250)
DC : 310 (165) -335 (180) - 375 (200) - 410 (225) - 450 (250)
DR : 490 (165) - 520 (180) - 560 (200)- 650 (225)-700 (250)
Rompu : 130 mm jusqu'aux modèles 200, 160 au-delà.
Broche CAMLOCK 4 jusqu'aux modèles 200, Camlock 5 au-delà.
Alésage de broche 42 jusqu'au modèle 200, 52 au-delà. 105 sur S90 250
Cone de broche : CM4 jusqu'au modèle 200, CM5 au-delà.
Cônes de fourreau CM3 jusqu'au modèle 200, CM4 au-delà.
Course du fourreau 140 mm jusquau modèle 200, 155 au-delà.
Moteurs : 3 CV (165), 4CV (180), 5,5 CV (200) 7,5 CV (250). bi-vitesses sur gamme à 18 rapports.
Vitesse maximale 2000 RPM, 2200 sur certains modèles
9, 12 ou 18 vitesses.
Les modèles " VS " sont équipés pour vitesse de coupe constante.
Bancs fonte, glissières trempées sur bâti mécanosoudé.
Masses : 750 à 790 kg (165-180) 870-890 kg (200) 1150-1650 (225-250)
Machines espagnoles plutôt légères. Modernes et récentes.
RAMO A30
EP: 500 - 750, HP : 150, BD 305
EP 500 : Une machine compacte pour ceux qui veulent réaliser des pièces courtes, mais pas forcément de tout petits diamètres.
Léger, on peut facilement le déplacer seul sur un simple transpalette.
Passage de broche 47,5 mm
Moteur 6 chevaux. maxi : 2500 RPM
720 Kg (EP 500)
Attention, sur certains RAMO (je ne me rappelle plus lesquels) l'avance automatique du chariot transversal déplace l'outil du centre vers l'exterieur quand l'avance longitudinale va de la poupee mobile vers la poupee fixe. Habituellement c'est le contraire. Certains tourneurs détestent ça. Mieux vaut le savoir avant d'acheter un Ramo. En dehors de ce detail architectural, les RAMO sont des machines appréciées.
RAMO T36
EP 500-630-800, HP 180, DB 360, passage broche 26
13 vitesses maxi 1600 RPM (2000 pour certains)
4CV
Cone de broche 34,55 à 5 % (pas Morse) avec passage 30,5 ou CM4 avec passage 26
Nez de broche fileté L00, A1-5 ou (rare) Camlock D1-5
8 ou 18 vitesses maxi 1600 ou 2000 RPM
850 kg
Le Ramo T36 peut séduire l'amateur qui recherche une machine légère (850 kg) capable de tourner des diamètres de 350 mm.
Un tour moyen à faible entrepointes. Typiquement, un tour d'école.
Une ersion sans vis mère a existé : à éviter.
Merci à Jiembe pour ses précisions en commenaires
RAMO T37
EP 700; HP 170, DB 370, DC 179
Broche CM4
fourreau CM4
passage broche 25
18 vitesses maxi 2000 RPM
RAMO T45
EP 1000, HP 225, DB 440 DC 220 passage broche 40
Plus de possibilités qu'un T36, mais masse environ 1500 Kg.
18 vitesses maxi 2000 RPM
10 CV
Fourreau CM 4
1500 kg
SCHAUBLIN 150
EP : 600, HP : 150, DB : 340, DC : 177
Un tour qui ressemble beaucoup au modèle 135.
Broche Camlock D1-4
Cone de broche CM5
Passage de broche 40 mm
Moteur bi-vitesse 5,5 chevaux
Variateur mecanique, maximum 3000 RPM
Cône de fourreau CM3
Course fourreau 120 mm
Poids 1250 Kg
SICOM
Voir Mona 350
SOCOMO STARLET
EP 500-750-1000, , DB 310 (450 devant plateau), DC 160.
Mon premier tour (au lycée.)
6 chevaux.
18 vitesses, maxi 1200 RPM
Filetages métriques, impériaux et module à condition de modifier le montage sur lyre.
Principaux défauts : nez de broche fileté, tambour du transversal gradué au rayon.
Particularité : commande de harnais et de volée séparées. Cela permet de bloquer la broche.
SOCOMO STAR 300
EP 630, HP 154, DB 310 (340 devant plateau), DC 150.
passage de broche 35
cône de broche CM5
3 chevaux, option : 4
12 vitesses maxi 1525 RPM (option 2000)
avances auto deux axes
filetages métriques, impériaux, modules
SOCOMO STAR 402
EP : 800 ou 1000, HP 184,
Passage de broche 44 mm
Maxi 2000 RPM
SOCOMO STAR 300
EP 500 ou 700, DB 310, DC 150

Passage de broche 35 mm
Cone fourreau CM 3
Maxi 1525 RPM
avances deux axes
filetages metriques et imperiaux
1500 kg
SOCOMO TU 500
EP : 750-1000 ou 1500, HP 230, DB 468 (512 dans le rompu), DC 280
Broche A1-6
Cone broche CM 5
Passage broche 40,5
Fourreau CM 4
7,5 CV
18 vitesses maxi 1800 ou 2450 RPM
Filetages métriques et imperiaux
SOCOMO 147
EP : 1000
Passage de broche 40 mm
Cône de broche CM5
Cône de fourreau CM5
Moteur 8 chevaux, 18 vitesses, maxi 2000 RPM
Avis d'utilisateur : Socomo 147
Avis personnel : c'est un modèle vieillot à la transmission dépassée. Courroie cuir et tablier non etanche. Une machine néanmoins interessante à condition de le payer le prix de la ferraille.
On peut monter une courroie plus moderne à condition d'accepter de demonter la broche pour la mettre en place.
SOMUA P24
EP : 1500-2200, HP : 230

Avant la fusion avec Ernault-Batignolles en 1962, SOMUA a fabriqué des tours, des fraiseuses, des étaux-limeurs de très bonne facture. Et aussi des mortaiseuses dont il reste quelques exemplaires encore en activité malgré leur âge. Et beaucoup d'autres choses d'ailleurs, notamment des camions et du matériel d'artillerie.
Le P24 a été produit de 1946 à 1953. Il existe des versions à banc rompu et d'autres sans. Et aussi une version de 400 mm de hauteur de pointe classée ici dans la catégorie gros tours.
On peut comparer les tours Somua aux tours Ernault-Batignolles. Ils ont des qualités et des défauts similaires. Ces tours sont particulièrement robustes, mais encore faut-il en trouver un qui ne soit pas trop usé. Ils ont tous au moins 70 ans. Cependant, il est beaucoup plus facile de trouver des tours et des pièces détachées de Ernault-Batignolles HN parce que la gamme Ernault-Somua d'après 1962 est en fait une évolution de la gamme Ernault-Batignolles.
TRAVIS L1440 S
EP : 1000, DB 360, DC223
Un tour léger, typé maintenance légère ou bricolage qui a toutes les caractetrstiques d'une machine actuelle, mais un moteur très sous-dimensionné et un petit cone de poupee mobile. C'est dommage.

Nez de broche Camlock D1-5
Passage de broche 52
Cone de broche CM6
Cone de fourreau CM3
Moteur 2CV C'est vraiment peu, mais ça peut être un avantage pour un bricoleur qui ne dispose que d'une prise domestique pour l'alimenter. Quel dommage, sur ce type de prise on aurait pu tirer 3 chevaux.)
70-2000 RPM
600 kg avec un banc de seulement 187 mm, c'est peu pour un tour d'un mètre d'entrepointes. Quid de la rigidité ?
TRAVIS L1640 S
EP : 1000, DB : 410, DC 255
Nettement moins handicapé en motorisation que le L1440 de la marque, le L1640 n'en reste pas moins un tour de maintenance ou de bricolage.
Nez de broche Camlock D1-6
Passage de broche 52
Cone de broche CM6
Cone de fourreau CM4
Moteur 4,5CV
45-1800 RPM
1160 Kg
Avec une masse quasiment double de celle du modèle L1440 S et un banc de 250 mm, le L1640 paraît nettement mieux armé pour éviter les distorsions et vibrations.
TRAVIS L1860
EP : 1500, DB : 460, DC 270
Toujours typé maintenance, le modèle L 1860 dispose d'un moteur nettement mieux dimensionné que les précédents. Il a aussi une boite bien mieux étagée pour faire du tout-venant.
Nez de broche Camlock D1-6
Passage de broche 58
Cone de broche CM6
Cone de fourreau CM4 (c'est peu pour un tour récent qui passe plus de 450 mm de diamètre sur le banc)
Moteur 7,5CV
25-2000 RPM
1810 Kg
VERNIER ELMEC T160, T170, T190S, T230, T255
Ces modèles développés par Hermes absorbée par Vernier en 1963 ont été ensuite commercialisés par Vernier. Ils ne semblent pas avoir eu beaucoup de succès.
T160 EP 800, DB320, 3CV
T170 EP 800-1000 DB340, 4CV
T190S EP 1000-1500 DB440, 7,5CV
T230 EP1000-1500-2000 DB465, 10CV
T255 EP 1000-1500-2000 DB515, 10CV
Voir remarque de "Henry" en commentaire en bas de page.
Voir aussi à Hermes T170 et Hermes T190.
VERNIER ELMEC TV280
EP : 600, HP 140, DB 280, DC 130
Un tour qu'on trouve souvent en bon état

Peut-être à cause de son entrepointes assez limité, mais aussi de sa commande de boite qui semble effrayer certains, le Vernier TV 280 ne jouit pas d'une grosse côte chez les usineurs professionnels. Du coup, on trouve des tours en assez bonne condition qui appartiennent à des particuliers depuis des années. Bien que je n'aie pas cette information, je me demande si ces machines ne proviendraient pas en grande partie de l'Education Nationale. En effet, l'Etat, pour tenter de sauver l'industrie de la machine-outil Française a acheté beaucoup de machines notamment à Vernier et Ernault-Somua dans les années 70. Hélas, Ernault-Somua ne vend semble t'il plus de machines neuves et ce qui restait de Vernier a été racheté par Cazeneuve qui a liquidé le stock de pieces détachées Vernier. Info émannant du service pieces de rechange de la marque.
Broche CM4
Passage broche 26 mm
Fourreau CM 3
3 chevaux,
16 vitesses, Maxi 2500 RPM
Point faible : la commande de boite est-elle ou non une source d'ennuis potentiels ?
650 kg
VERNIER ELMEC TV330
C'est un TV 280 de 165 mm de hauteur de pointes qui peut passer 330 mm au-dessus du banc.
VOEST ALPINE DA 160
EP : 650 ou HP : 160 DB : 330, DC 190
Voest Alpine est un industriel autrichien qui produit entre-autres des usines completes pour la production de toles d'aluminium. Peu connus en France, les tours Voestalpine sont de vraies machines qu'on rencontre souvent en Allemagne. On peut trouver des tours Voest assez récents qui constituent une excellente alternative aux pietres productions chinoises qui decoivent generalement ceux qui cherchent fiabilité et précision.
Passage de broche : 36 mm
Cone de fourreau CM 3
Course du fourreau 100 mm
Moteur 3 CV vitesse maxi 2500 RPM
550 kg
VOESTALPINE DA 180
EP : 800 ou 1000, HP : 180, DB : 380, DC : 185
Passage de broche : 52 mm
Cone de fourreau : CM4
Moteur 4 ou 7,5 CV
12 vitesses
Frequence maximale de broche 2000 RPM
1200 kg
VOEST DA 210
EP : 1000, HP 210, DB : 430, DC :
Passage de broche : 48 mm
Moteur 4CV (existe peut être en 7,5 CV)
Frequence maximale de broche 1500 RPM
1500 kg
WEILER Primus
EP : 500, HP : 140, DB. : 280, DC : 150
Si vous disposez d'un solide budget pour acheter du neuf ou du presque neuf, voici un modèle qui peut vous interesser. Fabrication allemande.
Nez de broche DIN 55027 taille 5
Passage de broche 43 mm
Cône de fourreau CM3
Moteur 5 chevaux
Variateur electronique de vitesse jusqu'à 4000 RPM (Quid du couple à basse frequence ?)
Filetages metriques seulement.
Un Primus en version actuelle (neuf)

Ce tour a des avantages propres aux machines actuelles : gros passage de broche, variation continue de la vitesse de coupe, visualisation des cotes, conformité avec les regles de sécurité, pieces detachees disponibles. Il en a aussi un inconvenient majeur : sa puissance fortement reduite à basse frequence à cause du variateur electronique. Cone de fourreau de faible dimension.
Pour moi c'est plutôt une machine pour faire des petites pieces qui offre la possibilité d'en faire occasionnellement de plus grosses en limitant la section du copeau. L'entrepointe court conviendra à ceux qui manquent d'espace, mais peut être source d'inconfort, notamment pour effectuer des mesures ou forer des trous profonds.
Un Primus ancien (probablement des annees 90-2000.)
WEILER Praktikant 140
EP : , HP : 140
WEILER Praktikant 160 / Praktikant GSD
EP : 650, HP : 160, DB 320, DC : 190.
Moteur 4 chevaux
Vraie boite de broche avec 16 rapports. Maximum 2500 RPM. Minimum 48 RPM
Cone de fourreau CM3.
Le Praktikant 160 offre un peu plus de capacité qu'un Primus. Neanmoins son entrepointe reste contenu. Comme tous les tours à faible entrepointe, il est facile à installer dans un petit atelier.
À cause de ce faible entrepointe il est peu convivial lorsqu'il s'agit d'aller mesurer des cotes ou d'utiliser des outillages encombrants montés sur la contrepointe.
WEILER Praktikant VCD
Caractetistiques identiques à celles du Paktikan GSD, mais boite de broche remplacée par cariateur électronique. Pour compenser en partie la perte de couple à basses frequences, la puissance du moteur est portée à 8 chevaux.
Frequence maximale de rotation 4000 RPM.
WEILER Condor
EP : 800, HP : 180, DB : 360, DC : 190
Avec le Condor on est au coeur de ka gamme des tours de moyenne capacité.
Nez de broche DIN 55027
Passage de broche 57 mm
Cone de broche CM6
Cone de fourreau CM3
Moteur 15 chevaux
Frequence maximale de rotation 4000 RPM
1500 kg.
Machine puissante et malgré tout légere. Le cone de fourreau tres nettement sous dimensionné est décevant.
Mon conseil : comme avec toutes les machines surpuissantes, faire tres attention à l'usure lors de l'achat. On achete rarement ce type de machine pour faire de la finition, mais plutôt quand on envisage de la très grosse ébauche en 3 x 8.
ZMM C8
EP : 760, HP : 150, DC : 165
Un tour fabriqué à Sofia (Bulgarie) que je n'ai jamais vu dans l'industrie. Pourtant ce modele a été importé en France. Les gros tours ZMM sont plus courants ici.
Point fort : machine équipée d'un embrayage.
ZMM C8 C : Modele sur socle carrossé
ZMM C8 M : modèle avec des pieds classiques
Moteur 3 chevaux avec embrayage
24 vitesses, maxi 2000 RPM
Pas metriques, impériaux et modules.
Alesage de broche 32 mm
700 kg (C8M) ou 850 kg (C8C)
Les tours ZMM ont plus vocation à être des machines de maintenance que des bêtes de production. Ce sont des machines simples qui normalement se vendent moins cher que les machines occidentales. Je n'ai aucune information sur leur fiabilité.
ZMM CU325
EP : 500, 750 ou 1000, le 1000 a un banc rompu, HP165, DB 325, DR : 400.
Moteur 3 chevaux
Frequence maximale 2000 RPM, minimale : 85 RPM
Passage de broche : 32 mm.
ZMM CU400 - CU 500
EP : 1000, 1500 ou 2000, HP : 210 (400) ou 245 (500)
moteur 12 chevaux
3 gammes de vitesses, maxi 2000 RPM
passage de broche 60 mm (CU400) 65 mm (CU500)
Poids : de 2210 kg (CU 400 -1000) à 2630 kg (CU 500 -2000)
ZMM CU400M - CU500 M-CU 500 MT
EP : 1000, 1500, 2000, 3000, 4000 et 5000 HP : 220 (400M) ou 250 (500M)
moteur 12 chevaux
3 gammes de vitesses, maxi 2000 RPM
Passage de broche 60 mm (versions M), 75 mm version MT
Poids : de 2600 kg (CU 400M -1000) à 4000 kg (CU 500MT -5000)
ZMM C400 TM
EP : 750, 1000, 1500, HP : 200, DB 400, DC : 235
Le modele TM se distingue surtout du modele ordinaire par la largeur de son banc : 400 mm au lieu de 200 seulement (ce qui est assez peu pour une machine de ce calibre.) Il est probablement plus rigide.
==========================================================================================
CHOIX DE GROS TOURS DB < 500 mm
Classement par ordre alphabetique des marques
==============================================================
Au premier abord, on pourrait penser que les gros tours n'intéressent que les amateurs agriculteurs et ceux qui font de la maintenance de poids-lourds. En fait, il y a parfois de super affaires à faire avec de grosses machines si on dispose des moyens de manutention ou si le vendeur en a. En effet, lorsqu'une entreprise se sépare de ce genre de matériel, c'est principalement pour faire de la place. Le prix de cession importe moins que l'espace gagné. De plus, les grosses machines sont très souvent vendues avec un gros lot d'outillage : mandrins, plateaux, lunettes, porte-outils pour moins cher que la valeur des outillages eux-mêmes. La seule restriction importante est de disposer de suffisamment d'espace pour accueillir une machine qui prend fatalement plusieurs mètres carrés. Un gros tour ne coûte pas plus cher qu'un moyen et souvent a beaucoup moins servi. On fait assez rarement de la production en série de pièces de 500 mm de diamètre et de deux mètres de longueur.
AMUTIO-CAZENEUVE HB
Amutio est une société espagnole qui reconstruit actuellement des Cazeneuve HB. Il semble qu'ils en aient aussi fabriqué sous licence.
Je me suis laissé dire, par des gens qui semblent bien informés, que la qualité des reconstructions ne serait pas au niveau de celle des montages d'origine. On m'a raconté que les engrenages ne seraient ni trempés ni rectifiés. Je ne veux pas diffamer cette société. Cette "information" n'a pas été vérifiée. Mais il suffit de regarder avant d'acheter pour se faire un avis. La majorité des Amutio-Cazeneuve est localisée en Espagne. Mais certains ont été revendus en France, dans le Sud-Ouest. Amutio reste une solution à explorer pour acquérir un HB "presque neuf."
Voir les caractéristiques des Cazeneuve HB 500 - 575 - 725- 800.
A ma connaissance , il n'existe ni HB-X, ni HBY Amutio-Cazeneuve.
ANNN YANG 510
EP : 1250-1500-2000-3000, DB 510, DC 300
Broche Camlock D1-8
Passage de broche 80 (102 en option)
Cône de broche CM7
Cône de fourreau CM5
Moteur 10 chevaux maxi 3000 RPM (dépend de l’année-modèle, les plus anciens tournent moins vite et sont moins puissants ;
Poids [kg] 2100 (EP 1250,) 2300 (EP 1500, 2850 (EP 2000), 3950 (EP 3000)
Une machine chinoise toujours commercialisée et assez rigide qui pourra trouver sa place dans un atelier de maintenance voire petite production.
Il existe un modèle 560 et un modèle 760 dans la gamme ANNN YANG
CAZENEUVE HB 575
EP : de 750 (rares) 1000 (bien plus répandus) jusqu'à 3000, HP : 287,5, DB: 575, DR : 750, DC : 320
Digne descendant (mais les deux modèles ont coexisté) du HB 500, le 575 est une version un peu modernisée et un peu plus grosse du tour-phare de Cazeneuve.
Passage de broche 52 mm
Cône fourreau : CM 5
12 chevaux
18 vitesses de 20 à 1600 RPM
1850 kg (EP 1000), 2050 Kg (EP 1500)
Un bon tour capable de grosse ébauche, comme de finition précise. Plébiscité par de nombreux professionnels. Pour cette raison extrêmement difficile à trouver en bon état à des prix correspondant au budget d'un amateur.
Pour la rareté du modèle : un HB 575 EP 750. Ce modèle précis n'était pas livrable en banc rompu (sinon, il n'aurait pas resté grand-chose des glissières.)
CAZENEUVE HB 725
EP : de 1000 jusqu'à 6000, HP : DB : 725, DR : 960, DC : 400
Le gros Cazeneuve le plus courant. Existe en nez de broche Cazeneuve et nez Camlock.
Caractéristiques dépendant des modèles.
Passage de broche : 83
Cone de broche : CM 7
Cône de fourreau : CM 6
de 10 a 25 chevaux.
18 vitesses de 16 à 1600 RPM
Les tours qui portent en pkaque HB36 ont 36 vitesses.
5 tonnes en version EP 3000
C'est du gros calibre ! Mais pourrait séduire un collectionneur (ou une association de collectionneurs, un musée, etc;) de vieux camions, machines agricoles, presses à imprimer et autres collections... quelque peu encombrantes. Les modèles avec de petites entrepointes sont probablement les plus intéressants pour l'amateur et les moins recherchés par les professionnels.
CAZENEUVE HB 800
EP : de 1000 jusqu'à 6000, HP : DB : 800, DC : 740
A ma connaissance, le plus gros des Cazeneuve banc fonte.

Passage de broche 80 mm
18 vitesses ou 36 vitesses
Vitesse maxi 2000 RPM ou 2500 RPM (modèle à assistance numérique optica 2007)
25 chevaux
Masse : 3000 Kg (EP 1500)
CAZENEUVE HBY 590
EP : 1100 ou 1800 HP : 260, DB : 583, DR : 566, DC : 300
Grossierement, le HBY 590 est un gros HBX 360. Il porte le nom de HBY uniquement pour des raisons commerciales liées à l'histoire de Cazeneuve (une histoire de royalties.)
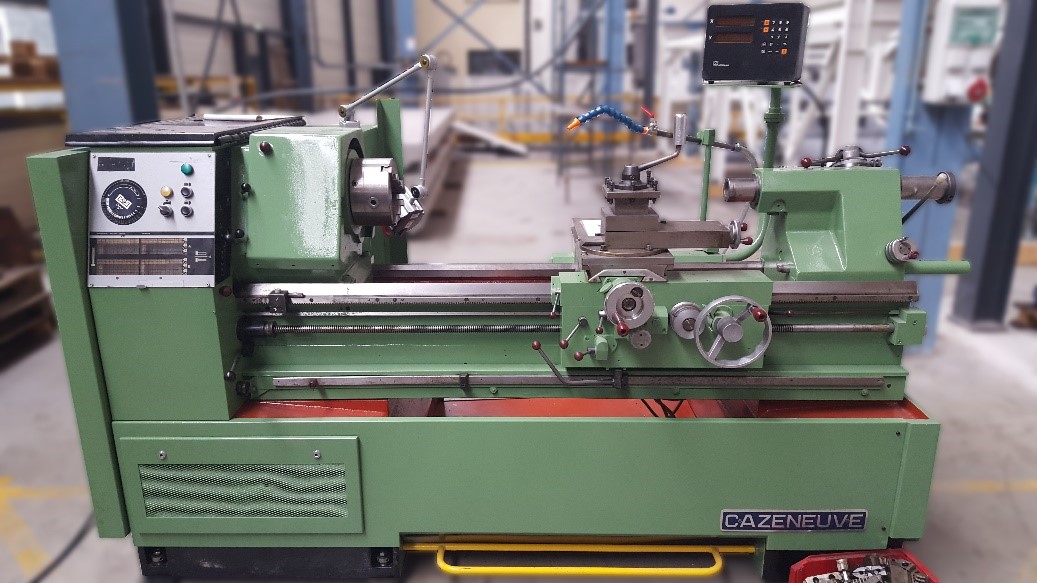
Moteur 15 chevaux
Variateur mécanique
Vitesse maxi 2500 RPM
Passage de broche : 60
Nez de broche : standard Cazeneuve
Cone de broche : metrique 10 %
Cone de fourreau : CM5
inversion de vis mère semi-automatique.
1850 kg (EP 1100) 2100 kg (EP 1800)
Un hybride entre "La force tranquille" et "Une main de fer dans un gant de velours. " J'ai choisi ce tour pour equiper mon atelier.
Plus de details sur ce tour avec le lien suivant ;
CAZENEUVE HBX 590
L'HBX 590 se différencie de l'HBY590 par des modifications mineures. Ces modifications concernent le dispositif de filetage. L'HBY gère le retour du trainard en semi-automatique, mais ne dispose pas de butée micrometrique sur le transversal. L'HBX possède ces butées, mais le recul du transversal doit être réalisé manuellement.
Passage de broche 61 mm
Tourelle Multifix en série
Plus de details avec le lien suivant
COLCHESTER MASTIFF 1400 (1800)
EP : 1500- 2500 - 3000 HP : 270, DB : 540, DC : 370, DR 815
Un gros Colchester des années 90 avec l'un ides plus mportants passage de barre si ce n'est le plus important de la catégorie. Banc rompu avec partie amovible, sur certains modèles. On ne voit pas souvent des Colchester dans le Sud de la France. Le Graziano des gens du Nord ?
Mastiff 1400 des 90's

Mastiff 1800 (2000's)

nez de broche CAMLOCK D1-11
Passage de broche jusquà 104 mm (suivant année-modèle)
Cone de broche CM 5
Cone de fourreau CM 5
moteur 12 à 19 chevaux
16 vitesses Maxi 1400 RPM (1800)
filetages metriques, imperiaux, module et DP.
2500 kg (1400 EP1500) 3000 Kg (1400 EP 2000)
ERNAULT SOMUA CHOLET 550
EP : 1000 - 1600 - 1900 - 2500 - 3100 (1000 - 1600 -1900 seulement avec banc rompu)
HP : 250, DB : 545, DC : 312, DR 600, DR 700 (versions BR)
Un tour ultra-polyvalent que j'ai bien aimé utiliser.
Points faibles : celui dont je me suis servi n'avait pas d'embrayage. Démarrage un peu sec quand on travaille sur de grosses pièces. L'embrayage était en option. Camlock seulement en option.
Passage de broche 52 mm
Cone de broche metrique 60
Nez de broche ISO A1-6
Fourreau 82 mm, course 120
Cone de fourreau CM5
Moteurs 10 CV (standard) 7 ou 12 chevaux (options.)
Comme beaucoup de tours à banc long, le Cholet 550, "version teckel" (EP 3100) à un pied central pour soutenir son banc.

Les derniers Cholet (apres 1984) portent un numéro de serie compiortant les caracteres CH. Ils ont ete assemblés en Chine.
Voir les versions Cholet 350 et 435.
ERNAULT SOMUA CHOLET C600
EP : 1600, DB : 575, DR : 600, DC : 575 côté poupee fixe, 450 côté poupee mobile, 312 au-dessus.
Tour à charioter (sans vis mère)
Broche A1-6
Passage de broche 52 mm
Cone de broche metrique 60
Cone de fourreau CM5
Moteur 12 chevaux
Vitesse maxi 800 ou 1600 selon boite
Un tour bien adapté pour l'ebauche. Ne fait pas les filetages. Achat déconseillé, tres difficile à revendre
ERNAULT SOMUA CHOLET 660
EP : 1000 - 1600 - 1900 - 2500 - 3100
HP 311 DB : 618, DC : 382, DR 660 (à ras de la poupée.)
Passage de broche 52
Cone de broche metrique 60
Nez de broche A1-6
Fourreau 82 mm, course 120
Cone de fourreau CM5
Moteurs 10 CV (standard) 7 ou 12 en option.
Un gros Cholet 550, mais sans l'option banc rompu. Moins repandu que les 550. Je n'en ai vu qu'en photo.
GORNATI LEGOOR 250
EP : 1500, HP : 250, DB : 500, DC : 324, DR : 740
Broche Camlock D1-8
Passage de broche : 104 (gros plus)
Moteur 10 chevaux
Maxi 1500 RPM
Un tour polyvalent italien, peu connu en France, dont la vocation est plutôt axée sur la maintenance.
GORNATI LEGOOR 300
EP : 1500-3000-4000, jusqu'à 60000, HP : 300, DB : 600, DC : 370, DR : 890
Passage de broche : 104, 160 en option
Moteurs de 27 à 40 chevaux
16 vitesses
Maxi : 1500 RPM
Mini : 20 RPM
Avances rapides
GORNATI LEGOOR 350
EP : 1500-2000-2500, jusqu'à 6000, HP : 350, DC : 480, DR : 900
Passage de broche : 104 mm, 110 sur certains tours, 160 en option
Nez de broche Camlock D1-8
Moteurs de 27 à 40 chevaux.
Maxi 1500 RPM
Avances rapides
GORNATI LEGOOR 400
HP : 400, DB : 80
GORNATI LEGOOR 500
EP 3000, HP 500, DB 1000, DR 1320
Moteur 30 chevaux.
GRAZIANO SAG 20 -SAG 508
EP : 1500 - 2000 ou 2500, HP 254 , DB : 508 mm = 20 ") DR : 708
Moins connu en France que le Cazeneuve HB 525, il se trouve souvent en bon état pour pour bien moins cher qu'un Cazeneuve.

Passage de broche 57
Cône de broche : CM6
Cône de fourreau CM5
Moteur 10 chevaux
12 vitesses, maxi 1300 RPM
Filetages métriques, impériaux, module et DP sans changement de pignon. L'un des rares tours que je connaisse capable de faire des filetages 5/3 (1,666 chers à SCHAUBLIN) sans changement d'engrenage.
Toute la pignonnerie, la broche sont en acier traité rectifié.
Broche CAMLOCK D1-6.
Deux pompes à huile ; une dans la poupée fixe, une dans le trainard.
Très forte rigidité, mais ça se paye en termes de masse.
Poids 2300 kg (EP 1500), 2600 kg (EP2000), 2800 Kg (EP 2500)
En France, on en trouve surtout dans le quart Sud-Est. Chez les transalpins, il y a encore beaucoup de ces tours en service. Beaucoup ont aussi été envoyés aux USA, d'où la désignation SAG 20. C'est un tour que je connais bien puisque j'en ai un. j'ai pu l'obtenir avec beaucoup d'outillage, alors que je n'aurais jamais pu avoir un HB575 nu pour le même budget. il tourne un peu moins vite qu'un Cazeneuve, mais il faudrait être fou pour tourner plus vite avec de lourdes pièces.
En termes de robustesse, un Graziano c'est quasiment indestructible. Ça vaut un Cazeneuve.
A propos de l'outillage, j'apprécie les lunettes à roulements et réglage micrométrique bien plus faciles à utiliser que les lunettes à touches à lumières.
Points forts : sa boite d'avances et filetages quasiment inépuisable. Son prix. Son immense bac à copeaux. Sa broche Camlock bien plus conviviale que les broches au standard Cazeneuve qui n'est justement pas standard. On trouve beaucoup d'outillage a des prix sans commune mesurecavec ceux des Cazeneuve. Double embrayage en serie : permet de lancer progressivement les grosses pièces (rassurant quand on tourne des pièces de 500 mm de diamètre.)
Faiblesses : des commandes d'origine placé un peu bas pour un grand gabarit. La lourdeur de sa poupée mobile (normal, c'est un gros tour...) Absence de frein d'origine. Le mien a été modifié.
Démontage d'un mandrin de 400 mm Camlock sur mon graziano SAG 508 : le 400 mm c'est lourd, mais on le change seul.
GRAZIANO SAG 24
EP : 3000, HP : 500, DB : 1025, DC : 672
On n'est plus vraiment dans le genre de machine qui intéresse un amateur.

Puissance : jusqu'à 36 kW en version numérisée, Vitesse maxi 2055 (CNC)
Passage de broche 102 mm
10 tonnes...
GURUTZPE
Avec les tours espagnols Gurutzpe, on entre dans le monde du presque infini. Gurutzpe propose des tours capables d'usiner des pieces jusqu'à 4 mêtres de diametre et 200 tonnes. Malgré leur taille certaines de ces machines sont capables d'obtenir une circularité de 5 microns. Je n'ai aucune experience de ces machines, mais il faut en connaitre l'existence en prévision d'un éventuel futur besoin.
Les pieces sont si lourdes que certaines machines fonctionnent sur coussin hydrostatique.
La societe existe toujours. Elle a vendu plus de 6000 machines à travers le monde. C'est une référence dans son domaine.
LEFEBVRE ET MARTIN LM 550
EP : 1000 à 4000, HP : 250, DB 550, DC 500, DR 750 / 225
Nez de broche A 1-6 (option A1-8)
Passage de broche : 50 mm (option 80 mm)
cone de broche CM6
cone de fourreau CM5
6 à 15 chevaux maxi 800 à 2000 RPM (suivant modèle)
LEFEBVRE ET MARTIN LM 700
EP : 1000 à 4000, DB 700, DC 670, DR 930 / 225
Nez de broche A 1-6 (option A1-8)
Passage de broche : 50 mm (option 80 mm)
cone de broche CM6
cone de fourreau CM5
6 à 15 chevaux
20 vitesses maxi 800 à 2000 RPM (suivant modèle)
LION 20 MT
EP : 1000-1500-2000, 3000 HP : 250, DB : 500, DC : 298 ,DR : 685 (Sur 225 mm)
Tour fabriqué en Bulgarie. Toujours en production.
Broche Camlock D1-8
Passage de broche : 81 mm
Cone de fourreau CM5
Moteur 10 CV
Maxi 2000 RPM
Avances rapides
Poids 2800-4000 kg suivant EP.
A considerer si vous voulez une machine neuve, avec un budget limité et d'origine européenne.
Ça vaut quoi ? Je n'en sais rien. Voir aussi ZMM, qui fabrique aussi en Bulgarie.
Existe en plus gros : Lion 23-25 28 et 32
MEUSER M1L 255 et 280
Les tours M1L existent en versions avec hauteurs de pointes plus faibles (voir plus haut dans la catégorie tours moyens)
EP : 750, 1000, 1500, 2500, 3000, HP : 255 et 280, DB : 510, 560, DC : 330, 380, DR : 730 ou 780
Tours fabriqués à Stuttgart qu'on rencontre parfois dans le grand-Est de la France. Très répandus en Allemagne. C'est du sérieux.
Passage de broche 52, 85 en option
Nez de broche DIN 55027 taille 6
Cone de fourreau CM5
Moteur 7,5 ou 10 CV
Trois gammes de vitesses disponibles 28-1120, 36-1600 ou 40-1800 RPM
Poids : de 1630 (M1L 255-750) à 2360 kg (M1L 280-3000)
MEUSER M2L 255 et 280
Les tours M2L existent en version avec hauteur de pointes plus faibles (voir plus haut dans la catégorie tours moyens)
EP : 1000, 1500, 2500, 3000, 3500, 4000, 5000 HP : 255 et 280, DB : 510, 560, DC : 330, 380, DR : 750 ou 800
Tours fabriqués à Stuttgart qu'on rencontre parfois dans le grand-Est de la France. Très répandus en Allemagne. C'est du sérieux.
Passage de broche 62, 100 en option
Nez de broche DIN 55027 taille 6
Cone de fourreau CM5
Moteur 7,5, 10 ou 15 CV
Trois gammes de vitesses disponibles 28-1120, 36-1600 ou 40-1800 RPM
Poids : de 2040 (M2L 255-1000) à 3460 kg (M2L 280-5000)
MEUSER M4L 310-360-410-510
EP : 1000, 1500, 2500, 3000, 3500, 4000, 5000, 6000 HP : 310, 360, 410, 510, DB : 620, 720, 820, 1020, DC : 4000, 500, 600, 800, DR : 940, 1040, 1140, 1340
Tours fabriqués à Stuttgart qu'on rencontre parfois dans le grand-Est de la France. Très répandus en Allemagne. C'est du sérieux.
Passage de broche 77, 140 en option
Nez de broche DIN 55027 taille 11
Cone de fourreau CM6
Moteur 15 CV ou 25CV
Trois gammes de vitesses disponibles 20-900, 25-1120 ou 28-1250 RPM
Poids : de 3040 (M4L 310-1000) à 5150 kg (M4L 510-6000)
MULLER ET PESANT CELTIC 20
EP : 1000 -1500 -2000-2500, HP 250 DB : 500, DC 285
Existe en deux versions : bâti fonte ou mecanosoudé (Celtic 20 N. )
Passage de broche : 58 mm
Moteur bi-vitesses 8,5 chevaux maxi ou 6,5 chevaux maxi donnant 16 vitesses à la broche maxi 1000 RPM ou 800 RPM
Défauts : un tour devenu trop lent pour usiner de petits diamètres avec des outils modernes, surtout la version 800 RPM.
Contre-poupee ne disposant pas d'un dispositif de blocage rapide. Désagréable à l'usage.
Qualité : pour celui qui n'usine que de l'acier et plutôt de gros diamètre, constitue un bon achat à condition de ne pas le payer cher.
MULLER ET PESANT GALLIC 20
EP : 1500, HP : 290 DB : 590, DC : 230
Tour jamais essayé.

Passage de broche 57,5
Cone de broche CM6
Cone fourreau CM5
15 chevaux (certains 10 seulement)
16 vitesses maxi 2000 RPM
filetages métriques et impériaux.
2460 kg environ
PADOVANI LABOR 255
EP : au moins jusqu'à 4000, HP : 255, DB : 510, DC : 238
Passage de broche 78 ou 82 mm
10 chevaux
16 vitesses, maxi 1500 RPM.
Avances rapides.
Poids estimé 2800 kg (EP 2000)
PINACHO S90 260-310 et SV
EP : 1150-1625-2225-3150
HP : 260 ou 310
DB : 530 (260) - 620 (310).
DR : 780 (260) - 880 (310)
Cône de broche : CM5
Nez de broche CAMLOCK 8 ou ASA N°11 (passage 155)
Fourreau CM5, course 180 mm
Passage en broche : 80, option 155 avec nez ASA (310)
Moteur 7,5 Chevaux (260) 10 CV (310)
Vitesse maxi : 750 ou 1500 ou 1700 (modèles VS à variateur)
Tours modernes avec grosse capacité, mais avec des puissances relativement modestes. Machines plutôt axées maintenance.
S90 310 x 2225
S90 VS 310 x 1625 (à variateur)
RAMO A60
EP : 1500 ou 2000, DB : 600
Passage en broche 90 mm
13 chevaux maxi 1600 RPM
Avances rapides
3500 kg (EP 2000)
SCULFORT
Juste pour mémoire. Sculfort est un fabricant de gros tours plus specialement destinés aux essieux de materiel ferroviaire. Je ne connais pas ces modèles. Cette société française existe toujours.
SOMUA
EP : 3000, HP : 400, DR : 1100
Tour à banc rompu de bonne facture produit entre 1946 et 1953.
Du fait de son âge risque d'être très usé.
Il en reste quelques-un chez des artisans qui ne les utilisent que pour des pièces de dimensions exceptionnelles.
Ce modèle peu recherché se négocie la plupart du temps au voisinage du prix de la ferraille.
Voir SOMUA P24 dans la catégorie moyens tours sur cette page.
TRAVIS L2260
EP : 1500, DB : 560, DC 355
Toujours typé maintenance, le modèle L 2260 dispose tout de même d'une poupée mobile avec un cone Morse numéro 5 et d'une broche acceptant des barres de 80 mm.
Nez de broche Camlock D1-8
Passage de broche 80
Cone de broche CM7
Cone de fourreau CM5
Moteur 10CV
25-1600 RPM
2285 Kg
TRAVIS L26120
EP : 3000, DB : 660, DC 355
Toujours typé maintenance, le modèle L26120 est, pour un tour moderne, sous-motorisé par rapport à sa capacite. 10 Chevaux, c'est la puissance d'un Graziano SAG 508, plus petit et qui a 50 ans.
Nez de broche ASA D1-8
Passage de broche 85
Cone de broche CM7
Cone de fourreau CM5
Moteur 10CV
25-1600 RPM
3730 Kg
ZMM CU 580M - CU630 - CU 730
EP : 1000-1500-2000-3000-4000-5000, HP 290, 315 ou 365
passage de broche 60 mm (CU580M) 75 mm (CU630 et CU730)
moteur 12 chevaux
3 gammes de vitesses, maxi 2000 RPM (CU 580 M) 1250 RPM (CU 630 et CU 730)
Poids 2710 kg (CU580M - 1000) à 4400 kg (CU730-5000)
Machines fabriquées en Bulgarie.
Derniere mise à jour août 2025.
===================================================================
Suite : où et comment acheter une machine d'occasion ?
ou L'ablocage au tour, utilisation des mandrins
A découvrir aussi
- Interpréter les usures de dents de couples coniques pour les régler
- Notions d’aérodynamique. Troisième partie.
- Traitements thermiques à la portée d'un petit atelier d'usinage : dispositions pratiques et méthodes de travail

Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 133 autres membres