
Guide d'achat d'un compresseur d'air
INTRODUCTION
C'est en allant peindre une éolienne chez un copain avec un compresseur mal adapté que je me suis aperçu que le choix d'un compresseur d'atelier n'est pas aussi simple pour tout le monde qu'on pourrait le croire au premier abord. Aussi, j'ai décidé de partager une partie de mes connaissances et de mon expérience dans ce domaine.
Cet article décrit d'abord le comportement physique des gaz comprimés. La compréhension mathématique de cette partie théorique n'est pas indispensable pour la suite. Par contre, les tendances comportementales des gaz et particulièrement l'air ambiant doivent être connues pour bien choisir un compresseur. J'ai donc souhaité expliquer brièvement ce comportement qu'il me semble important de comprendre. Cette partie laissera probablement les scientifiques sur leur faim. L'objectif est seulement de vulgariser un peu ce comportement à l'intention de ceux qui n'ont aucune connaissance scientifique.
La seconde partie présente les principaux critères de choix d'un compresseur.
Dans la troisième partie quelques modèles de compresseurs et leurs caractéristiques physiques sont exposés.
La quatrième partie est consacrée aux outils et travaux utilisant de l'air comprimé. La consommation d'air utile pour chaque type de travail est indiquée. En effet, le choix d'un compresseur est d'abord conditionné par les travaux qu'on envisage de faire en utilisant l'air comprimé.
Tout ce qui suit n'est donné qu'à titre indicatif. Notre responsabilité ne saurait être engagée en cas d'erreur ou de coquille qui pourrait figurer dans le texte ou les illustrations.
====================================================================
COMPORTEMENT PHYSIQUE DES GAZ
Parlons pression
Lorsqu'on parle d'un gaz comprimé, on fait souvent référence à sa pression. Il existe deux types de pressions :
- La pression absolue est la difference entre le vide total (intersidéral) et l'état courant du gaz.
- La pression relative est (en l'absence de plus de précision) la difference entre l'état courant du gaz et l'état de l'air à pression atmosphérique (qui, comme chacun le sait est variable.)
Grossierement : pression absolue = pression relative + 1 bar.
Dans les conditions normales de température et de pression ou à leur voisinage, l'air est un gaz.
Les quatre États de la matière
Solide
A l'état solide, la matière à une forme propre. Dans les fait, elle n'est déformable que par une sollicitation externe. Cette sollicitation peut être mécanique (y compris la pesanteur) électrique (y compris les effets du magnétisme), chimique, thermique (thermomécanique = dilatations.)
L'état solide est un état ordonné. En l'absence de sollicitation externe, chaque molécule ou atome à un emplacement propre.
Sous sollicitation, un solide est déformable, mais quasiment incompressible. En d'autres termes, son volume est quasiment constant.
Liquide
L'état liquide se distingue du solide par le fait que le corps n'a pas de forme propre. Il prend la forme imposée par le corps solide qui le contient.
Par conséquent, un liquide n'est pas ordonné. Les atomes qui le composent se déplacent au sein d'un liquide. En dehors de toute sollicitation externe, un liquide n'a pas de forme, mais il a un volume propre, Contrairement à ce qu'on dit très souvent, les liquides pressurisés sont très faiblement compressibles. Mais si peu qu'on peut les utiliser dans de nombreuses applications hydrauliques.
Gaz
En dehors de toute sollicitation extérieure, un gaz n'a ni forme, ni volume propre. Un gaz se répand dans tout le volume qu'on lui offre. Les gaz sont très compressibles.
Si l'air qui nous entoure reste au voisinage de la terre ce n'est que parce que la gravité s'exerce sur lui. Si la gravité n'existait pas l'air se répandrait dans l'infinité de l'espace.
Compte tenu qu'un gaz n'a pas de volume propre, exprimer une quantité de gaz en litres n'a aucun sens si on ne précise pas sous quelle pression. C'est pourtant ce que l'usage courant fait. Et c'est ce qui a été fait ici à maintes reprises. Les renseignements communiqués sur cette page sont la recopie des informations communiquées par les marchands de matériel qui sont souvent plus quincaillers que pneumaticiens.
L'unité qu'on aurait pu employer, est le normo-litre. Un normo-litre est la quantité de gaz contenue dans un litre sous un bar de pression relative. Le normo-litre est assez fréquemment utilisé par les professionnels du pneumatique. Pourtant, cette notion n'a pas beaucoup plus de sens que le litre lorsqu'on parle de quantité de gaz réel.
En effet, un normo-litre designe un litre "en conditions normes de temperature et de pression", soit à peu de choses près un bar absolu. Mais aussi un demi-litre sous deux bars absolus ou cinq litres sous 200 millibars absolus. Or, ça n'a aucun sens physique puisque cette approche ne tient pas compte du coefficient polytropique de l'air dont nous allons parler plus bas.
Quand on parle d'un gaz, l'unité de quantité de matière devrait être le kilogramme, car c'est la seule qui fait référence à la masse. Le kilogramme est l'unité pratique du physicien ou du chimiste.
Retenons donc que le normo-litre est l'unité pratique utilisée par les techniciens pneumaticiens et que le "litre" tel qu'il sera utilisé plus bas pour parler de quantité d'air est un abus de langage des commerciaux pour parler du normolitre.
Fin du quart d'heure scientifique. Arrêtons un instant de nous faire des noeuds au cerveau Redevenons pragmatiques et avec un peu d'humour concluons qu'en fait l'air comprimé, c'est " du vent"...
Plasma
Le plasma est le quatrième état de la matière. Il s'agit d'un état où les atomes sont dans un état d'excitation supérieur à celui de l'état gazeux. On le rencontre à l'état naturel, notamment dans les arcs électriques que forme la foudre. Le plasma n'est pas un état stable sur terre comme les solides, liquides et gaz. Cela signifie que sur terre le plasma ne peut être qu'un état transitoire lorsque la matière est sollicitée. Par exemple, on crée un plasma lorsqu'on soude à l'arc électrique.
Les températures de transition entre les différents états sont influencées par la pression. Par exemple, l'eau bout à des températures supérieures à 100 °C dans un autocuiseur ou dans un circuit de refroidissement de moteur pressurisé. C'est pour cette raison qu'il ne faut jamais ouvrir un circuit de refroidissement chaud. Au-delà de 100 °C, la perte de pression provoquerait la vaporisation instantanée de l'eau du circuit.
Loi du gaz parfait
Sans même en avoir entendu parler beaucoup de gens se réfèrent à la loi du gaz parfait pour interpréter le comportement des gaz.
Cette loi s'exprime de la manière suivante :
P. V = n . R .T [1]
Où
P est la pression absolue (En moyenne pour la pression atmosphérique 1013 millibars au niveau de la mer sur terre. Susceptible de variations en fonction de la météorologie locale)
V est le volume occupé par le gaz
n est le nombre de molécules de gaz (la quantité de gaz)
R, la constante du gaz parfait
T, la température du gaz exprimée en Kelvin (Degrés absolus : la température en Kelvin est égale à la température en degrés Celcius plus 273,15. Exemples : 0 °C = 273,15 K, 20 °C = 293,15 K)
De cette loi du gaz parfait, on tire notamment que si la température d'un gaz (parfait) enfermé dans un volume clos augmente, sa pression va augmenter. C'est exactement ce qui se passe dans un pneu qui s'échauffe en roulant.
Mais ce fameux gaz parfait n'existe pas. Le gaz parfait est un concept utilisé pour approximer ce qui se passe avec un gaz réel. Il suppose que le gaz occupe entièrement l'espace. Dans la réalité la matière, qu'elle soit liquide, solide ou gazeuse est concentrée essentiellement dans le noyau des atomes et donc, la plus grande partie de l'espace est constituée de vide.
Comportement réel des gaz
Dans la réalité, en absence de variation de température, les gaz réels (qui ne sont jamais parfaits) suivent le comportement suivant :

Qui se lit : Pression multipliée par volume à la puissance gamma = constante
Où l'exposant gamma est appelé coefficient polytropique du gaz concerné.
Pour l'air sec gamma vaut environ :
1,4 entre 0 et 100 °C
1,365 à 1000 °C
1,088 à 2000 °C
On en déduit donc que l'augmentation de pression de l'air qu'on comprime n'est pas proportionnelle à la réduction du volume qu'on lui offre mais en réalité supérieure.
Par exemple, la pression d'un litre d'air pris à un bar absolu à température ambiante et réduit à un demi-litre ne serait pas deux bars, mais 2,64 bars absolus.
Variation de température d'un gaz en fonction de la pression
Dans les faits, lorsque la pression d'un gaz varie, sa température évolue. La température augmente lorsque la pression augmente et diminue lorsque la pression diminue.
On peut calculer les températures des gaz en fonction de leur pression avec l'équation suivante [3] qui se déduit des équations [1] et [2] :
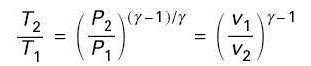
Attention cette formule n'est applicable que si les pressions sont des pressions absolues et les températures sont exprimées en Kelvin
Dans la réalité, cette formule utilisée sans précaution conduit à une approximation puisque la variation de température va induire une variation de coefficient polytropique.
Conséquence
Lorsqu'on augmente fortement la pression de l'air ambiant, par exemple pour remplir des bouteilles d'air de plongée on doit le faire en plusieurs fois. Si on voulait comprimer de l'air atmosphérique sec à 27 degrés (300 Kelvin) à cent bars en une seule fois, sa température en fin de compression atteindrait (environ) 1118 Kelvin, soit 845 degrés Celcius.
Si on utilisait un compresseur à piston lubrifié, il y aurait des traces d'huile sur les parois de la chambre. ça ne vous rappelle rien ? Un moteur Diesel, c'est un moteur à allumage par compression... L'huile contenue dans la chambre s'enflammerait spontanément par effet Diesel. Et notre pauvre compresseur ne ferait pas... long feu !
Ici, on parle d'un cas qui ne concerne pas vraiment les compresseurs d'atelier. Mais pour ceux-ci, la compression bi-étagée devient quasiment obligatoire dès qu'on veut produire de l'air à plus de 9 bars relatifs (10 bars absolus.)
C'est pour cette raison que de nombreux compresseurs d'atelier à piston ont deux cylindres montés en série avec un refroidisseur d'air entre les deux cylindres. L'air est comprimé par le premier cylindre, refroidi puis porté à la pression d'utilisation par le second. On évite ainsi des températures qui détruiraient l'huile de lubrification.
Par conséquent, tres frequemment, on n'utilise pas les deux cylindres en parallèle pour augmenter le débit d'un seul, mais en série pour augmenter la pression permise par un seul.
Prise en compte de l'hygrométrie
La plupart des compresseurs d'air aspirent de l'air ambiant. Cet air n'est pas sec. En fonction du climat, il contient plus ou moins de vapeur d'eau. Plus l'air est chaud, plus il peut contenir d'eau sous forme de vapeur. Quand une masse d'air chaud saturé de vapeur d'eau se refroidit, l'eau excédentaire est précipitée. C'est le phénomène de rosée.
Température de rosée
La température de rosée est la température à laquelle la rosée se dépose naturellement. On peut se référer au tableau suivant pour estimer la quantité de rosée. ce tableau est valable pour une pression de 1013 millibars, mais la tendance correspond à peu de choses près à ce qui se passe dans un réservoir d'air.
https://www.thermexcel.com/french/tables/tr.htm
Exemple : un compresseur aspire de l'air à 20 degrés et 50 % d'humidité relative. L'air est stocké dans un réservoir dont la température descend à 10 degrés.

L'air se trouve alors à saturation (100 % d'humidité relative.) Si la température diminue encore, l'air ne peut plus contenir toute la vapeur d'eau. Une partie se condense. On trouve de l'eau au fond du réservoir.
Plus l'air admis est chaud, plus il peut contenir de vapeur d'eau avant saturation. C'est pour cette raison qu'on trouve généralement plus d'eau en purgeant les réservoirs en été qu'en hiver.
A savoir : la présence d'eau dans l'air modifie son coefficient polytropique. Gamma est donc variable en fonction de l'hygrométrie et de la température.
Un compresseur courant absorbe donc de l'air et de l'eau. L'ensemble est comprimé et réchauffé. On le stocke dans un réservoir ou le mélange se refroidit progressivement pour atteindre la température ambiante.
Plus tard, on diminue la pression dans le réservoir. À ce moment-là, la température de l'air dans le réservoir descend en-dessous de la température ambiante. Une partie de l'eau contenue dans l'air aspiré est précipitée sous forme de rosée dans le réservoir. Soumise à la gravité, cette eau s'accumule au fond du réservoir.
Cette eau chimiquement pure, car distillée, est très avide d'ions. En accaparant des ions provenant du métal de l'enveloppe, elle provoque une corrosion des réservoirs métalliques. Surtout de ceux en acier non revêtu. Cette corrosion peut être à l'origine de l'eclatement de l'enveloppe.
Réservoir éclaté

Le contrôle à intervalles réguliers des réservoirs des appareils à pression est une obligation réglementaire pour les entreprises.
Référence valable à la date de création de cet article, se renseigner sur sa validité à la date de consultation, notre responsabilité ne saurait être engagée :
https://www.legifrance.gouv.fr/loda/id/JORFTEXT000036128632/
Pour les particuliers, non soumis au Code du travail, le bon sens impose ce genre de vérification pour des raisons de sécurité.
En effet, compte tenu du fait qu'un gaz occupé tout l'espace qu'on lui offre, il se répendra dans tout l'atelier en cas d'éclatement de réservoir. Sans projection d'objet, il y a tout de même des risques de surdité pour les personnes, atteintes par le souffle. Mais des objets peuvent être projetés par le souffle : fragments du réservoir, petits objets se trouvant à proximité, morceaux de vitrages brisés par le souffle.
Lien : eclatement d'un reservoir d'air comprimé
Un autre témoignage en vidéo
Et il s'agit ici d'un petit reservoir. On peut imaginer ce qui pourrait arriver avec un reservoir cinq fois plus gros.
"Autopsie " du compresseur
Prévenir vaut mieux que guérir. La purge fréquente des réservoirs d'air comprimés est un moyen de prévention indispensable. En l'absence de purge automatique, une purge manuelle quotidienne est recommandée.
Certains réservoirs comportent des trous d'homme. Il ne faut pas hésiter à les ouvrir régulièrement pour contrôler l'état des réservoirs.
On peut aussi réaliser des épreuves sous pression de liquide. Les liquides n'ayant pas la possibilité d'occuper tout l'espace qu'on leur offre, les dangers sont très fortement diminués en cas de rupture d'enveloppe pendant l'épreuve.
Depuis quelques années, une méthode de contrôle non destructif est utilisée. Il s'agit d'un contrôle ultrasonore de l'épaisseur résiduelle des parois. Les organismes de contrôle le font sur rendez-vous. L'opération ne prend que quelques minutes.
====================================================================
CRITERES DE CHOIX D'UN COMPRESSEUR
Technologie du compresseur
Compresseurs à pistons
La majorité des compresseurs destinés à de petits ateliers sont des compresseurs à pistons alternatifs. la majorité de ces compresseurs sont de type deux-temps à admission et refoulement par clapets. Un compresseur a pistons courant n'est pas conçu pour fonctionner en permanence. Il doit fournir un débit instantanné très superieur à la demande moyenne pour pouvoir s'arrêter souvent et refroidir.
Un compresseur a piston simple ne permet pas de depasser 8 ou 9 bars parce que l'air s'echauffe beaucoup lors de sa compression. Les lubrifiants peuvent être degradés par des temperatures excessives.
A-partir de 10 bars, une compression étagée avec refroidissement de l'air entre les etages de compression devient indispensable.
L'atelage mobile d'un compresseur à pistons est generalement très solide. Bien que ce ne soit oas un gage absolu de fiabilité, les compresseurs à cylindre en fonte sont souvent bien plus durables que ceux qui ont des cylindres en alliage d'aluminium.
Le point faible de ces compresseurs est souvent les clapets d'aspiration et de refoulement. Ils s'usent, ils cassent et les fabricants ne jouent que rarement le jeu en termes de disponibilité des pieces detachées après une dizaine d'années. En general, on vous propose d'acheter un compresseur neuf.
La durée de vie d'un clapet de compresseur professionnel se compte en milliers d'heures. Celle des clapets d'un compresseur de bricolage en heures.
Compresseurs à vis
Le compresseur à vis est une évolution du célèbre compresseur Roots qui a eu son heure de gloire pour la suralimentation des moteurs de course d'antan. Les compresseurs d'atelier à vis sont de plus en plus utilisés lorsque les débits sont très importants. Ce sont des mécanismes de précision, leur lubrification est complexe. Ils sont donc assez chers. Mais leur durée de vie est importante. Ils intéressent essentiellement les gros utilisateurs d'air comprimé. Un compresseur à vis peut tourner en permanence sans dommage.
Compresseur à vis, document Atlas Copco
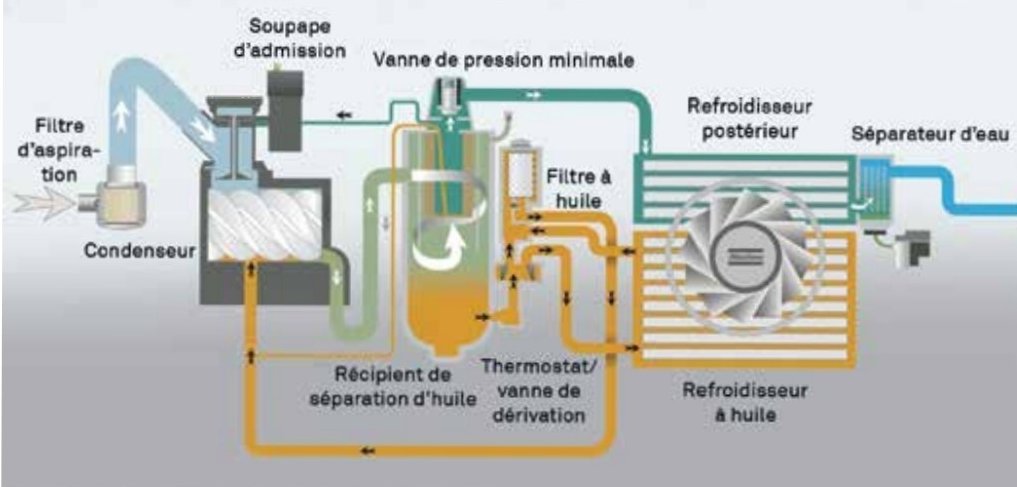
Pour refroidir les rotors, pour les lubrifier, pour augmenter leur étanchéité, on injecte de l'huile en amont du compresseur. Par conséquent c'est un mélange air-huile qui est comprimé. Le fluide comprimé passe alors dans un déshuileur avant d'être refroidi et envoyé vers le réservoir de stockage. L'huile est refroidie et filtrée avant d'être réinjectée en amont du compresseur. En cas de démarrage à froid, un by-pass thermostatique shunte le refroidisseur afin de permettre à l'huile de monter plus rapidement à la température optimale.
Les compresseurs à vis sont bien moins bruyants que les modèles à pistons. La derniere generation à vitesse variable optimise la consommation énergétique et sa regulation n'a pas d'hystéresis.
Electriquement parlant, la commande d'un compresseur à vis peut être nettement plus compliquée que celle d'un compresseur à pistons. Présence d'electrovanne, de temporisations, de, sécurités en pression et en température, de clapet de by-pass éventuel, de ventilateur de refroidissement des échangeurs, d'asservissement de fréquence de rotation. La performance superieure s'obtient au prix d'une plus grande complexité.
Les modeles d'avant 2010 ont généralement des composants d'automatisme conventionnels. Les dernières generations sont plutôt equipées de cartes électroniques qui peuvent coûter tres cher. C'est une tendance inéluctable dans le domaine de la machine-outil. Franchement, ça me gêne beaucoup. Écologiquement parlant, c'est une hérésie puisque de nombreuses machines seront ferraillées à cause de la defaillance d'un composant à trois Euros.
Heureusement, on pourra toujours les equiper de composants classiques si les cartes electroniques ne sont plus disponibles.
Et c'est peut-être un avantage pour un technicien adroit capable de recâbler completement un compresseur mecaniquement en tres bon etat mais avec un problème electronique qui fatalement se vendra au prix de la ferraille lorsque les composants d'origine seront indisponibles.
Ceci explique une partie du coût élevé de ces compresseurs. La précision d'usinage élevée requise impacte aussi les coûts de fabrication.
Compresseurs à palettes
On trouve également des compresseurs à palettes.
Compresseur à palettes, document Acara
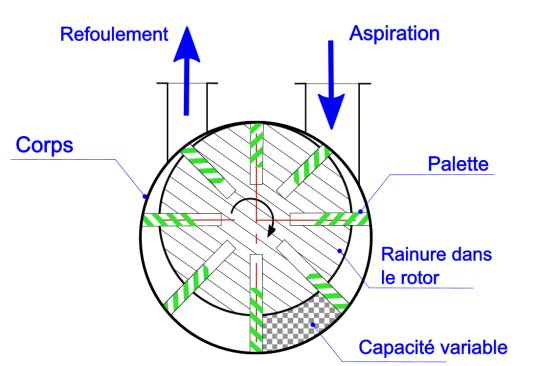
Ces appareils compacts ont le défaut de s'user assez vite et souvent de fonctionner à huile perdue. Dans ce cas, ils sont fortement déconseillés pour les travaux où la propreté de l'air est importante, comme par exemple la peinture.
Apparus il y a une trentaine d'années, les appareils à palettes céramique peuvent fonctionner à sec.
Les compresseurs à palettes sont généralement très bruyants. Ils emettent un bruit de sirene.
Compresseurs centrifuges
ils ressemblent à un demi-turbo-compresseur.
Roue de compression de compresseur centrifuge, Napier.

Ils sont très bien adaptés pour de forts débits sous faibles pressions. Leur rendement devient très mauvais quand le débit diminue ou quand la pression requise est importante.
Lorsqu'on leur demande de fortes augmentations de pression sous de faibles débits, ils sont sujet à un phénomène appelé "pompage". Le pompage induit la propagation d'ondes de choc qui peuvent aller jusqu'à détruire le compresseur.
Pour obtenir de fortes pressions avec un rendement acceptable, on place plusieurs compresseurs en série.
La filtration en amont de l'etage de compression doit être d'excellente qualité. La moindre poussiere qui percuté un rotor en aluminium lancé à 100 000 tours / minute laisse un cratere sur sa surface.
Pression utile
Tous les appareils utilisateurs n'exigent pas la même pression pour fonctionner correctement.
Pour la plupart des applications de peinture, 4 bars suffisent parfois deux fois moins.
Pour le gonflage de pneus de voiture particulière, il n'est pas nécessaire de disposer de plus de 3 bars. 5 bars pour des camionnettes, souvent près de 10 pour des pneus de poids-lourds et certains pneus de vélos de course.
La majorité des vérins et outillages pneumatiques sont prévus pour fonctionner sous 6 bars environ.
Le compresseur doit être capable de fournir la pression utile tant que l'utilisation est active. Par exemple, pour gonfler un pneu à 8 bars, le compresseur devra fournir ces huit bars en fin de gonflage. Or, tous les dispositifs de régulation de type TOR (Tout Ou Rien, c'est-à-dire ici à pressostat) ont un hystérésis. C'est-à-dire que la remise en fonctionnement du compresseur n'est pas obligatoirement immédiate lorsqu'on utilise l'air stocké dans le réservoir.
Par exemple, un compresseur (professionnel) de garage courant dont la pression maximale est égale à 9 bars va redémarrer aux alentours de 6 bars. En supposant qu'on veuille lui faire gonfler un pneu dont le volume est égal à la moitié de celui de son réservoir et qu'on démarre l'opération avec 9 bars dans le réservoir, il ne restera que six bars dans le réservoir une fois les pressions de pneu et de réservoir équilibrées. Et c'est seulement à ce moment -là que le moteur va redémarrer. Il serait donc impossible de gonfler en une seule fois un pneu nécessitant 8 bars avec ce compresseur. C'est possible avec les dernières générations de compresseurs (à vis) qui ont des vitesses variables asservies électroniquement. Tarif en conséquence...
Volume du réservoir
Plus le réservoir est gros, moins la pression utile diminue rapidement. Pour s'affranchir des problèmes de chute de pression, on pourrait être tenté d'équiper un petit compresseur d'une réserve d'air de très grande capacité.
Hélas, cette solution ne fonctionne pas bien. Les débits des compresseurs sont généralement choisis par les fabricants en fonction des réservoirs associés. A un petit réservoir d'origine est associé un compresseur capable de le remplir dans un délai acceptable. Ce délai permet au compresseur de remplir rapidement le réservoir et d'avoir le temps de refroidir avant une nouvelle remise en service.
Si le réservoir est beaucoup plus grand, le temps de fonctionnement du compresseur va considérablement s'allonger. Le compresseur va donc beaucoup plus s'échauffer. Or, le rendement d'un compresseur dépend pour une large part de sa température. Plus on sollicite longtemps un compresseur, moins il est efficace. Et plus il s'use. De surcroît, les lubrifiants se dégradent d'autant plus vite qu'ils sont utilisés à haute température.
Peu souhaitable avec un modèle professionnel dont le refroidissement est de bonne qualité et le moteur électrique solide, elle devient carrément catastrophique avec des appareils de bricolage, mal refroidis et dont les moteurs sont nettement sous-dimensionnés, notamment parce que la puissance disponible sur une prise de courant domestique est toujours très faible. On va y revenir quand on parlera de la puissance du compresseur. Autre défaut des compresseurs de bricolage : leur fréquence de rotation. Un compresseur professionnel tourne lentement. De ce fait, il dispose de plus de temps pour se refroidir entre deux phases de compression qu'un compresseur de bricolage. La puissance dissipée en frottements dans le compresseur est directement proportionnelle à la vitesse de glissement des organes. Plus un compresseur tourne vite, plus il chauffe. Plus il chauffe, moins son rendement est bon.
Forme du réservoir
Les réservoirs verticaux permettent un gain de place appréciable. On peut aussi installer les réservoirs d'air en charpente pour gagner de la surface au sol, mais il est pratique de prévoir l'accessibilité du dispositif de purge au niveau du sol si la purge n'est pas automatisée.
Lorsqu'on achète un réservoir séparé, on a souvent la possibilité de choisir un modèle galvanisé qui dure plus longtemps que les modèles peints.
La présence d'un trou d'homme pour vérifier l'état interne du réservoir est un gros plus, mais peut-être à cause des moyens de diagnostic modernes de plus en plus performants, cette disposition est de plus en plus rare.
Tous les réservoirs doivent être équipés d'une soupape de sécurité.
Tous les réservoirs doivent être contrôlés et éprouvés à intervalles réguliers.
Tous les réservoirs sont équipés d'un clapet anti-retour qui empêche l'air de retourner dans le compresseur lorsqu'il ne fonctionne pas.
Dans certains cas, il n'y a pas de réservoir. Cette situation évite les contraintes réglementaires liées au contrôle des réservoirs. Cependant, elle a plusieurs inconvénients. L'absence de réservoir induit souvent de fréquents arrêts et redémarrages du moteur. cela conduit à un échauffement important du moteur s'il est électrique.S'il est thermique, l'embrayage est très fortement sollicité. De plus certains travaux exigent l'apport quasi-instantané de grandes quantités d'air comprimé. C'est, par exemple, le cas du collage d'un pneu tubeless sur la jante associée. Il est impossible à réaliser sans réservoir pressurisé.
Débit du compresseur
Le débit d'un compresseur s'exprime en normo-litres. Un normo-litre correspond à un volume d'un litre d'air sous un bar. Ou un demi-litre sous deux bars, etc.
Plus la pression fournie est élevée, plus le débit massique diminue, c'est-à-dire qu'un compresseur qui fournir dix litres sous un bar n'est jamais capable de fournir un litre sous dix bars. Donc un débit exprimé en normo-litres n'a de sens que si la pression aval est connue.
Sauf exception que je ne connaitrais pas, les fabricants ne communiquent pas les débits de compresseur à la pression maximale admissible. il faut donc presque toujours acheter un appareil surdimensionné. Ne serait-ce que pour lui laisser le temps de refroidir entre deux ré-enclanchements.
De surcroît, un compresseur à pistons est sujet au phénomène de blow-by. Le blow-by est l'air qui s'échappe par le jeu à la coupe des segments. Il est assez faible sur les compresseurs professionnels, mais souvent conséquent sur les produits de bricolage. De plus, les produits professionnels conservent longtemps leurs qualités alors que les compresseurs de DIY voient très rapidement leur blow-by augmenter considérablement.
J'ai eu deux compresseurs Creyssensac (un de 1964 et un de 1971) qui après plus de dix mille heures de service chacun avaient de faibles débits de blow-by. Et un petit compresseur mobile de magasin de bricolage. Celui-ci commençait à s'essouffler et cracher son huile par le reniflard du carter après une dizaine d'heures de fonctionnement. Après dix heures de travail, le temps de remontée en pression du réservoir avait triplé.
On remarquera que les débits annoncés pour les compresseurs les moins vertueux sont souvent des débits aspirés. Ceux des appareils un peu plus sérieux sont des débits refoulés. La différence ? Le blow-by...
En-dessous de 20 mètres cubes/heure, ne vous attendez pas à avoir du matériel sérieux. Au-delà de 40 mètres-cube / heure on a généralement affaire à des modèles professionnels de qualité qui dureront des années.
Compresseur à piston sans huile
Intéressants pour certaines applications pointues, par exemple dans le domaine médical, les compresseurs sans huile de qualité sont extrêmement chers. Les produits à bas coût sont de piètre qualité et à éviter.
Il existe des compresseurs à vis sans injection d'huile dans les rotors. Les paliers restent lubrifiés Je ne connais pas suffisamment cette technologie pour avoir un avis.
Puissance du moteur électrique
La puissance du moteur est directement liée à la puissance du compresseur. Plus un compresseur débite, plus le moteur doit être puissant. Mais ce n'est pas tout. Un bon compresseur dispose d'un moteur surdimensionné capable de fréquents démarrages en charge (le réservoir n'est pas complètement vide quand le compresseur repart.) C'est rarement le cas des compresseurs de magasins de bricolage. Souvent, les moteurs chauffent tellement que le fabricant les équipe d'un dispositif de coupure en fonction de la température atteinte par les bobinages. Là, ça devient catastrophique si on augmente la capacité du réservoir. Le moteur n'arrive plus à refroidir entre deux enclanchements et par conséquent la sécurité thermique intervient. Et le réservoir se vide presque complètement. L'opérateur est obligé d'arrêter ses travaux parce que la pression disponible est trop basse.
Les moteurs de bonne qualité ont un bon rendement. Cela signifie que la majorité de la puissance absorbée est transformée en puissance mécanique. Les moteurs de gamme bricolage ont un mauvais rendement. Ceux-ci transforment une partie significative de la puissance absorbée en chaleur qui contribue à les dégrader.
Un bon compresseur d'atelier dispose d'un moteur triphasé. Ce sont les seuls dont les puissances sont suffisantes pour entrainer ce genre de machines très gourmandes. Le moteur doit être protégé par un relai thermique et non pas par une sonde de température de bobinage. Pour un usage mobile intermittent, on peut choisir un modèle à moteur monophasé de bonne facture, mais il ne faudra pas en attendre autant que le même modèle à moteur triphasé. Ni en termes de puissance, ni en termes de durabilité.
Les moteurs triphasés de forte puissance peuvent beneficier d'un dispositif de demarrage étoile-triangle qui diminue fortement ke courant d'appel au demarrage.
Très récemment sont arrivés sur le marché des compresseurs multi-moteurs monophasés. Les moteurs démarrent de maniere séquentielle pour limiter les courants d'appel. Le modèle presenté ci-dessous a trois moteurs et six cylindres.

Quoi qu'en disent les vendeurs, j'ai du mal à imaginer ce genre de materiel qui fonctionne sans huile dans un atelier professionnel. Un professionnel aurait meilleur compte d'alimenter son atelier en triphasé utile pour d'autres machines et de choisir un compresseur plus conventionnel vendu par un specialiste du compresseur plutôt que par un importateur de toutes sortes d'equipements d'atelier.
La gestion electronique de ce genre de compresseur est aussi un risque de panne. Tous les compresseurs à pistons vibrent et les circuits électroniques en sont souvent fragilisés. J'aimerais bien avoir un retour d'utilisateur professionnel sur cinq ans avant de donner un avis tranché. Pour l'instant, je reste dubitatif sur l'interêt d'équiper un atelier professionnel avec ce genre d'outil qui me paraît plutôt taillé pour satisfaire une clientele de bricoleurs.
À l'exception de ces compreseeurs multi-moteurs, l'offre de compresseurs conventionnels à pistons correspond à peu près à ce qui suit.
Modèle 20 mètres-cubes / heure 10 bars, réservoir 300 litres : moteur 3 chevaux (limite maximale en monophasé)
Modèle 30 mètres-cubes / heure, 10 bars, réservoir 300 litres : moteur 4 chevaux
Modèle 30 mètres-cubes / heure, 15 bars, réservoir 300 litres : moteur 5,5 chevaux
Modèle 80 mètres-cubes / heure 10 bars, réservoir 500 litres : moteur 10 chevaux
Modèle 55 mètres-cubes / heure, 15 bars, réservoir 500 litres : moteur 7,5 chevaux
Modèle 65 mètres-cubes / heure, 15 bars, réservoir 500 litres : moteur 10 chevaux
Les dernieres generations de compresseurs à vis peuvent beneficier d'asserviseements permettant un fonctionnement à frequence variable pour optimiser leur consommation energetique.
Les compresseurs de chantier sont généralement entrainés par des moteurs thermiques, la plupart du temps Diesel.
Entrainement du compresseur
Direct
Le compresseur tourne à la même vitesse que le moteur. Disposition peu performante pour les compresseurs à pistons. Beaucoup d'echauffement et d'usure.
Disposition classique (via un accoupkement elastique) pour les compresseurs à vis.
Poulies et courroie avec reduction de vitesse
Compresseur de plus forte cylindrée, tournant moins vite que le moteur. Rendement et durabilité augmentés. Dans certains cas, une poulie à balourd compense une partie du balourd dû à l'attelage mobile, ce qui diminue fortement les vibrations de tamis, galop, tamis et basculement. Implicitement , elle prolonge la vie des accessoires montés sur le compresseur.
Poulie à pales : elle améliore le refroidissement du compresseur = meilleur rendement et meilleure durabilité.
Poulie fonte lourde de grand diametre formant volant d'inertie : elle réduit l'acyclisme ce qui diminue le glissement du moteur électrique, reduit les pertes thermique et prolonge sa vie.
Assèchement de l'air en sortie de compresseur
Il existe différents dispositifs pour débarrasser l'air comprimé d'une partie de l'eau qu'il contient.
Sécheur d'air par réfrigération
Les sécheurs d'air par réfrigération sont des appareils qui fonctionnent généralement avec un compresseur frigorifique. ils sont en général très efficaces, mais assez gourmands en énergie. De plus, leur encombrement n'est pas négligeable.
Document Partenair
Serpentin
Beaucoup moins efficace, mais d'un coût d'exploitation nul, le serpentin ou tube à ailettes permet de refroidir l'air chaud sortant du compresseur avant son introduction dans le réservoir. Les condensats sont piégés dans une petite capacité qu'il est facile de purger quotidiennement.
Certains compresseurs d'atelier étaient équipés en série de ce type de condenseur (voir photo de mon ex-compresseur Creyssensac ci-dessous.)
J'ai amélioré ce dispositif et je l'ai utilisé avec succès pendant une vingtaine d'années. En remplaçant le robinet de purge par une électrovanne normalement ouverte, connectée en parallèle du moteur, on assure une purge automatique qui consomme seulement de l'énergie lorsque le compresseur tourne.
Le compresseur Creyssensac modifié qui équipait l'atelier de Maclas dans les années 80-90.
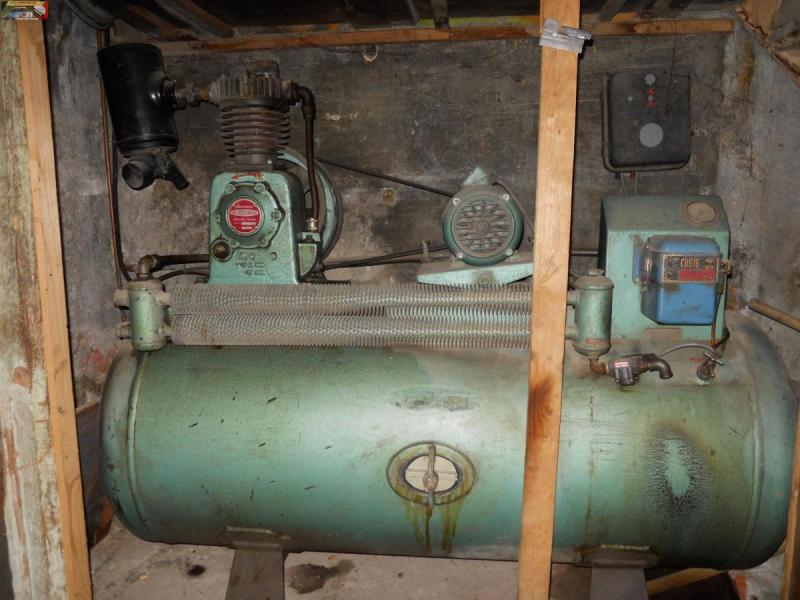
Au moment de la coupure du moteur, la pression résiduelle dans le tube à ailettes et son puisard provoque un "éternuement" du compresseur lorsque l'électrovanne s'ouvre. la majorité des condensats est évcuée : huile et eau. On voit sur la photo ci-dessus les projections de condensats sur l'extérieur du réservoir. Ce dispositif n'élimine pas tous les polluants, mais les purges du réservoir peuvent être considérablement espacées.
On pourrait considérablement l'améliorer si on disposait d'eau fraiche (source) pour refroidir le tube à ailettes en-dessous de la température ambiante.
Sécheur d'air par adsorption
Procédé faisant appel à des composés qui ont une affinité pour l'eau. Il induit une consommation d'air comprimé ou d'énergie électrique.
Document Partenair
Purgeur à condensats installé sur le réservoir
Il s'agit d'une électrovanne placée au point le plus bas du réservoir dont l'ouverture et la fermeture sont temporisées.
J'ai testé ce dispositif acheté sur Internet (chez un spécialiste du matériel pneumatique.)

Je n'en ai pas été satisfait.
D'abord, il induit une consommation d'air comprimé importante, même lorsque le compresseur n'est pas utilisé. En effet, les temporisations à la fermeture sont réglables, mais la durée maximale est bien trop faible pour une installation qui n'est pas utilisée en permanence. Si je me souviens bien l'appareil purgeait toutes les vingt minutes. De surcroit, la temporisation la plus courte à l'ouverture devait dépasser cinq secondes ce qui évacuait beaucoup d'air à travers la section d'un demi-pouce gaz de la vanne.
Enfin et c'est ce qui m'a poussé à démonter ce dispositif, ma vanne s'est bloquée assez rapidement en position ouverte ce qui a conduit à un fonctionnement permanent de mon compresseur de 10 chevaux. Situation évidemment inadmissible.
Je crois cependant que ce genre de dispositif serait bien utile à condition :
- D'utiliser une vraie électrovanne tous fluides de qualité industrielle (l'électrovanne Lucifer de mon vieux Creyssensac a fonctionné vingt ans sans défaillance) ;
- D'être gérée par de vraies temporisations industrielles dont les plages de réglages seraient mieux adaptées que celles intégrées à la vanne qu'on m'a vendue.
En tout cas, j'ai l'impression que le commerçant qui m'a vendu cet appareil m'a pris pour un gogo en me refilant une "chinoisure" achetée pour le prix d'un bol de riz et revendue à un prix bien français.
====================================================================
QUELQUES MODELES DE COMPRESSEURS COURANTS DISPONIBLES SUR LE MARCHE
Petits compresseurs de bricolage 1000 - 1500 W

Ces compresseurs sont vendus sous différentes marques, sur Internet ou dans les magasins de bricolage. La plupart du temps, ils sont fabriqués en Chine.
Alimentation en 230 V monophasé
1,5 à 2 chevaux (consommés, mais puissance restituée bien plus faible)
Moteur accouplé au compresseur sans courroie
Compresseur avec ou sans huile.
Cylindre en alliage d'aluminium
Réservoir de 25 à 100 litres
Débit annoncé 125 litres/minute
8 bars maxi (perd très rapidement de la pression)
Points positifs :
Facilement transportable (30 kg environ).
Utilisable sur des installations électriques domestiques
Prix faible (mais bien trop cher pour ce qu'il vaut réellement.)
Points négatifs :
Débit faible : 7,5 m3 / heure (à l'état neuf)
Rendements mauvais (moteur et compresseur)
Peu durable (quelques heures)
Vibre beaucoup
Bruyant
Accessoires de pacotille, peu durables (manomètres, pressostat, etc.)
Assemblage peu soigné.
Utilisation
Aptitude limitée à des opérations exceptionnelles.
25-50 litres Convient pour regonfler un pneu automobile à condition qu'il soit bien collé sur sa jante.
100 litres, peut recoller des pneus de petite dimensions.
Convient pour des travaux de courte durée à la soufflette
Inapte pour la peinture au pistolet sur des pièces de taille moyenne
Inapte pour les machines à moteur pneumatique
Petits compresseurs de bricolage 2200 W
Vendus sous différentes marques, sur Internet ou dans les magasins de bricolage.
Occasionnellement assemblés en Europe, mais avec des composants chinois.

Alimentation en 230 V monophasé
3 chevaux (consommés, mais puissance restituée bien plus faible)
Moteur accouplé au compresseur sans courroie
Compresseur lubrifié
2 cylindres en fonte
Réservoir de 80 à 100 litres
Débit annoncé 240 litres/minute à 7 bars.
9 bars maxi (perd très rapidement de la pression)
Points positifs :
Facilement transportable (45 Kg environ).
Utilisable sur des installations électriques domestiques
Points négatifs :
Débit faible : 14,4 m3 / heure à 7 bars (à l'état neuf)
Rendements mauvais (moteur)
Peu durable (quelques dizaines d'heures.)
Vibre
Accessoires de piètre qualité
Utilisation
Aptitude limitée à des opérations occasionnelles.
Convient pour regonfler un pneu automobile.
Peut recoller un pneu de petites dimensions.
Convient pour des travaux à la soufflette
Inapte pour la peinture au pistolet sur des pièces de taille moyenne
Inapte pour les machines à moteur pneumatique sauf utilisation très courte.
Petits compresseurs professionnels 2300 W
Vendus sous différentes marques, sur Internet ou en quincaillerie.
Parfois assemblés en Europe, avec certains composants chinois et européens.

Alimentation en 230 V monophasé ou 380 V triphasé
3 chevaux
Moteur accouplé au compresseur par courroie
Compresseur lubrifié et ventilé
2 cylindres en fonte
Réservoir de 80 à 100 litres
Débit annoncé 360 litres/minute.
10 bars maxi (perd assez rapidement de la pression)
Points positifs :
Transportable, mais atteint 65 kg
Utilisable sur des installations électriques domestiques (version 230 V.)
Débit 20 m3 /heure
Rendement moyen.
Vibre assez peu.
Bruyant, mais bien moins que les produits de bricolage.
Utilisation
Aptitude limitée à des opérations intermittentes.
Convient pour regonfler un pneu automobile ou un pneu de camionnette.
Peut recoller un pneu de petites dimensions.
Convient pour des travaux à la soufflette.
Inapte pour la peinture au pistolet sur des pièces de taille importante.
Inapte pour les machines à moteur pneumatique sauf utilisation courte durée.
Compresseurs à pistons d'atelier d'amateur ou professionnel usage intermittent
Produits par différentes marques. Vendus sur Internet ou en quincaillerie.
Souvent assemblés en Europe, avec certains composants chinois et plus fréquemment européens.

Alimentation en 380 V triphasé
4 chevaux
Moteur accouplé au compresseur par courroie et volant équilibreur
Compresseur lubrifié
1 ou 2 cylindres en fonte ou en aluminium
Réservoir de 300 litres environ
Débit restitué annoncé 450 litres/minute environ.
10 bars maxi (conserve assez bien la pression)
Points positifs :
Débit 35 m3 /heure
Vibrations faibles
Rendement correct
Durabilité moyenne (superieure à 1000 heures)
Accessoires de qualité correcte pour usage amateur ou professionnel occasionnel.
Points négatifs :
Utilisable sur des installations électriques triphasées seulement (ou avec convertisseur mono-triphasé.)
Bruyant, mais bien moins que les produits de bricolage.
Intransportable
Un seul utilisateur d'air à la fois de préférence.
Utilisation
Aptitude limitée à des opérations intermittentes.
Convient pour regonfler un pneu de voiture, de camionnette ou de camion
Peut décoller et recoller un pneu.
Convient pour des travaux à la soufflette importants.
Apte pour la peinture au pistolet sur des pièces de toutes tailles
Apte pour les travaux avec machine à moteur pneumatique.
Compresseurs à pistons d'atelier professionnel pour usage fréquent
Produits par différentes marques. Vendus en direct, sur Internet ou en quincaillerie.
Souvent assemblés en Europe, avec la plupart du temps des composants européens.

Alimentation en 380 V triphasé
5,5 à 15 chevaux
Moteur accouplé au compresseur par courroie et volant équilibreur
Compresseur lubrifié
1 ou 2 cylindres généralement en fonte
Réservoir de 500 litres environ
Débit restitué jusqu'à 1500 litres/minute environ.
15 bars maxi (conserve bien la pression)
Points positifs :
Débit jusqu'à 90 m3 /heure
Vibrations faibles
Rendement correct
Durabilité importante (> 10 000 heures)
Accessoires de qualité correcte
Plusieurs utilisateurs possibles
Sécheur d'air intégré en option
Il a existé de gros compresseurs à pistons refroidis à l'eau pour usage industriel. Par gros, il faut comprendre avec des tuyaux de sortie de l'ordre de 150 mm de diamètre. Ces machines sont désormais remplacées par des compresseurs à vis.
Points négatifs :
Utilisable sur des installations électriques triphasées seulement. Quasi- impossibilité d'usage sur installations domestique, même avec convertisseur.
Bruyant, mais bien moins que les produits de bricolage. Il existe des versions silencieuses où le compresseur est capoté.
Intransportable.
Utilisation
Aptitude quasiment illimitée, mais ne doit pas tourner en permanence pour bien refroidir.
Compresseurs d'atelier à vis professionnel usage permanent
Vendus en quincaillerie ou en direct.
Souvent assemblé en Europe, avec la plupart du temps des composants européens.

Alimentation en 380 V triphasé
7,5 à 25 chevaux
Compresseur lubrifié
Réservoir généralement non compris, mais plus sur les petits modèles récents.
Débit restitué très important
Points positifs :
Débit quasiment illimité
Vibrations absentes
Rendement important
Durabilité importante (>20 000 heures, 50 000 heures, pour un compresseur de qualité superieure, certains peuvent durer beaucoup plus.)
Accessoires de qualité correcte mais souvent en option.
Plusieurs utilisateurs possibles avec gros débits.
Sécheur d'air intégré en option.
Peu bruyant.
Possibilité d'asservissement de la vitesse du moteur sur les modeles recents. Il n'y a plus d'hystérésis. Hysteresis reglable sur certains modeles qui ont 15-20 ans.
Points négatifs :
Utilisable sur des installations électriques triphasées seulement. Quasi- impossibilité d'usage sur installations domestique monophasée, même avec convertisseur.
Souvent deux fois plus lourd qu'un compresseur à pistons
Souvent intransportable, sauf modèles de chantier sur roues.
Prix élevé.
Prix des consommables elevés (filtre à huile peu couteux, mais filtre deshuileur coûte environ 100 Euros.)
Doit tourner quelques minutes à vide après la coupure par le pressostat pour permettre la redescente d'huile.
Peut être dégradé par la presence d'eau dans le circuit d'huile. Fonctionne mieux à haute temperature qui permet mieux l'élimination d'eau. Bien respecter les intervalles de vidange. Les rapprocher en cas d'utilisation peu frequente.
Les modeles anciens sont regulés electromecaniquement. Les modeles tres recents sont pilotés par microprocesseur, avec connexion ethernet permettant d'en contrôler le fonctionnement à distance. Personnellement j'ai choisi un modele à regulation electromecanique pour ne jamais être embêté avec des problèmes informatiques, des mises à jour ou problèmes de compatibilité électromagnétique avec des postes à souder ou autres machines de l'atelier.
Utilisation
Aptitude quasiment illimitée en atelier artisanal.
Compresseurs mobiles de chantier
Vendus ou en location par les fabricants ou des entreprises spécialisées

Alimentation en 380 V triphasé ou moteurs Diesel
30 à 300 chevaux
Compresseur lubrifié
Réservoir d'air généralement de taille très réduite
Débit restitué très important
Points positifs :
Débit quasiment illimité (jusqu'à 1000 m3 / heure)
Vibrations absentes
Rendement important
Durabilité importante (>10 000 heures)
Pas d'accessoire
Plusieurs utilisateurs possibles avec gros débits.
Généralement mobile
Location facile.
Points négatifs :
Utilisable sur des installations électriques triphasées seulement. Ou Diesel (fonctionnement extérieur.)
Prix élevé
Utilisation
Forts débits, mais régulation avec beaucoup d'hystérésis.
Démolition bâtiment.
Enduit de façade.
Ambiances poussiéreuses.
====================================================================
OUTILS PNEUMATIQUES
Soufflettes
Consommation de 200 à 500 litres par minute, généralement sous 6 bars.
Peuvent généralement supporter des surpressions.
Soufflettes à écran d'air

Un jet d'air annulaire dévie les poussières et copeaux qui reviennent en direction de l'utilisateur. On diminue ainsi les risques de lésions occulaires.
Document Wurth
Poignée de gonflage de pneu
Pression utile :
Vélo : 6-10 bars
Auto : 3 bars
Camionnette : 5 bars
Poids-lourd : 10 bars ou plus

En cas de forte détente en sortie de réservoir, l'air se refroidit. Ensuite après plusieurs minutes, il se réchauffe progressivement dans le pneu. Que le véhicule roule ou pas. En conséquence, lorsqu'on gonfle un pneu complètement à plat, il convient de vérifier la pression un peu plus tard parce que le réchauffement de l'air fait augmenter la pression dans le pneu. C'est très sensible si on gonfle un pneu à deux bars avec de l'air stocké sous 15 bars dans le réservoir. Surtout en été.
Faites l'expérience !
Pistolet à peinture à alimentation par succion
Généralement nécessite 4 bars pour bien fonctionner. Parfois jusqu'à 9 bars pour les produits visqueux.
Consommation : environ 400 litres par minute
Pistolet à peinture à alimentation par gravité HVLP

Pression d'utilisation : 2 bars
Consommation : 430 Nl / minute
Pistolet à peinture à alimentation par gravité RP

Pression d'utilisation : 2 bars
Consommation : 290 Nl / minute (meilleur choix si on n'a qu'un petit compresseur)
Pistolet à anti-gravillons

Pression d'utilisation : 3 à 6 bars
Consommation 200 à 300 litres / minute
Pompe à graisse pneumatique

Pression d'utilisation : 2-8 bars
Consommation : 50 litres / minute
Burineur pneumatique

Pression : 6 bars
300 litres par minute
Perceuse 10 mm pneumatique
Pression : 6 bars
400 litres par minute
Meuleuse d'angle 125 mm pneumatique
Pression : 6 bars
500 litres par minute
Meuleuse droite rapide pneumatique
Pression : 6 bars
600 litres par minute
Boulonneuse à choc 1/2 pneumatique
Pression : 6 bars
300-350 litres par minute
Boulonneuse à choc 3/4 pneumatique
Pression : 6 bars
400-450 litres par minute
Cloueur pneumatique
Pression : 4-6 bars
1 litre par coup pour un petit cloueur de finition
5 litres par coup pour un cloueur de charpente
Démonte-pneu
Pression : 6-8 bars
Consommation faible.
================================================================
CONCLUSION
Vous avez maintenant quelques cartes en main pour choisir un compresseur. De mon expérience, je tire qu'à prix équivalent, un compresseur professionnel usagé de vingt ans débite plus qu'un compresseur de bricolage neuf.
Mais surtout que le débit d'un compresseur qui a 5000 heures n'évoluera que très lentement, alors que celui d'un compresseur de DIY va s'écrouler en quelques heures ou au mieux dizaines d'heures.
Restent les problèmes d'encombrement, de mobilité et d'alimentation électrique qui peuvent peser lourd dans la balance au moment de choisir.
Bon travail à tous.
Mise à jour : octobre 2024.
A découvrir aussi
- NOTIONS D'AERODYNAMIQUE SECONDE PARTIE
- Filetages seconde partie : réalisation des taraudages
- Electronique : démontage des connecteurs

Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 132 autres membres