
Pinces pour l'usinage
PREAMBULE
Cette page est le second volet de l'article consacré aux cônes et pinces utilisés sur les machines d'usinage. la première partie consacrée aux cônes et plus particulièrement aux cônes de broches de machines-outils est accessible en cliquant sur le lien suivant :
Cônes et pinces pour l'usinage
Dans cette seconde partie, nous allons parler des pinces destinées à l'usinage. rappelons que ces pinces ont deux usages principaux :
- l'ablocage de la pièce travaillée, principalement au tour ;
- le maintien et l'entrainement de l'outil dans la broche de la machine.
ABLOCAGE DE LA PIECE USINEE : PINCES DE SERRAGE-MATIERE
Les pinces de serrage-matière ont déjà été présentées sur ce blog dans l'article intitulé l'ablocage au tour. Lien vers l'article
Pinces tirées W, B et L
Souvent appelées pinces W, B ou L, ces pinces ont été développées initialement par la société Schaublin pour tenir des barres rondes dans la broche d'un tour. De nos jours on en trouve aussi pour des barres carrées, hexagonales ou sur commande, toute autre forme.
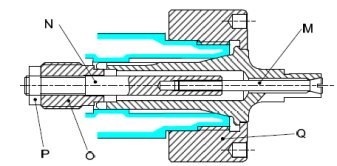
Documents Schaublin
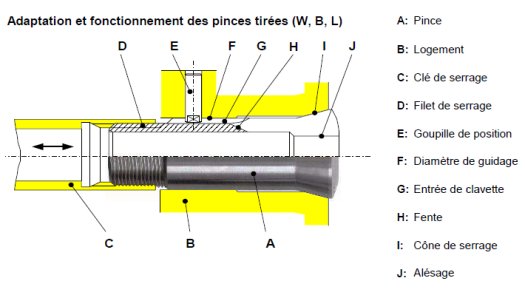
Le porte-pince doit avoir une clavette anti-rotation pour empêcher la pince de tourner pendant qu'on serre un tirant faisant office d'écrou. Le tirant traverse la broche. Il est généralement tubulaire et se termine la plupart du temps par un volant creux qui permet le passage d'une barre à-travers la broche. Le diamètre admissible dans la broche est réduit d'un peu plus de deux fois l'épaisseur du tube.
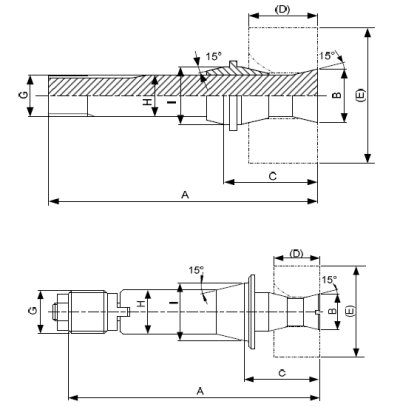
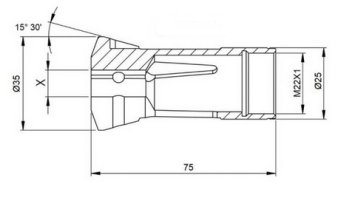
Ces pinces permettent d'obtenir une bonne répétabilité radiale. La répétabilité axiale dépend fortement de la tolérance sur diamètre de la pièce serrée et de l'angle du cône de la pince. Cet angle dépend du type de pince. 30 degrés pour une pince W, 40 pour une pince B de B6 jusqu'à B15, 30 degrés au-delà de B15 et jusqu'à B46. Les pinces L ont un angle de 35 degrés et étaient livrables en option avec un angle de 40. Elles ressemblent aux W, mais sont significativement plus longues. Elles équipent en particulier les tours de marque Micron et certaines affûteuses.
Les pinces W ont un alésage lisse qui permet de serrer des pièces délicates sans les marquer.
Filetages des pinces W
Le numéro qui suit le W (10 à 31,75) dans leur désignation correspond au diamètre du filetage à l'arrière de la pince. Il s'agit d'un filetage au pas d'artillerie.
Pas d'artillerie SCHAUBLIN
Certains sont métriques, d'autres ont un pas fractionnaire de 5/3 (= 1,66666 mm).
Autres cas d'emploi des pinces W
Bien que conçues au départ pour maintenir des pièces usinées au tour, ces pinces sont aussi utilisées pour maintenir des outillages sur des broches de fraiseuses, notamment Deckel ou MAHO.
Précision, répétabilité
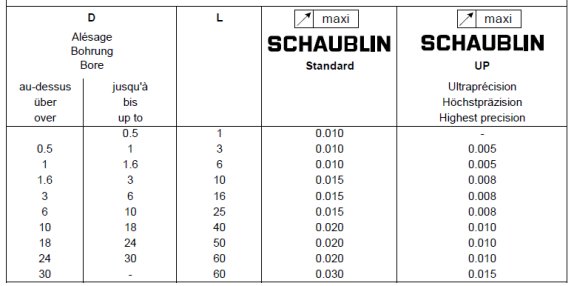
Tolérances de battement pour les pinces Schaublin originales à alésage cylindrique (attention aux copies de qualité incertaine !)
Les pinces courantes sont trempées. Mais il existe aussi des pinces non traitées qui peuvent être usinées à la demande par l'utilisateur. C'est souvent le cas des pinces-entonnoir qui ont la particularité d'avoir un diamètre supérieur au nominal de la pince. Plus d'informations sur les pinces-entonnoir dans l'article l'ablocage au tour Lien
Tasseaux expansibles
il existe aussi des tasseaux expansibles qui permettent la reprise de pièces par leur alésage.
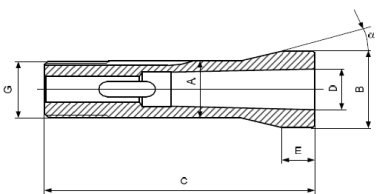
Dessin Schaublin qui représente un tasseau de type F
Le serrage de la vis centrale écarte la partie cylindrique qui est fendue pour la plaquer contre l'alésage de la pièce.
Pour un usage occasionnel, on peut s'inspirer de ce montage et fabriquer une pièce expansible qu'on maintient dans une pince (ou un mandrin) ordinaire.
Tasseaux à douille expansible
Schaublin propose aussi ce type de tasseaux qui se montent en lieu et place des pinces pour des applications particulières.
Versions à cône Morse femelle
Principalement pour des applications en fraisage, on trouve des cônes morse qui de montent dans les supports de pinces W.
Porte-pinces ER montage W
Il existe des porte-pinces ER qui se montent dans des broches équipées pour des pinces W. L'intérêt de ce type de montage est assez limité.
Pinces type F poussées
Au départ développées par SCHAUBLIN, les pinces types F sont désormais normalisées. Elles répondent aux spécifications des normes :
-DIN 6343 140e (F22)
- DIN 6343 (F23), couramment utilisée dans les mandrins de fraisage.
- DIN 6343 144e (F25)
-DIN 6343 148e (F28)
- DIN 6343 161e (F32)
- DIN 6343 163e (F35)
- DIN 6343 164e, (F38)
- DIN 6343 173e (F48)
- DIN 6343 (F65)
- DIN 6343 185e (F66)
Le nombre qui suit le F dans la désignation correspond au diamètre du centrage à l'arrière de la pince.
Document Schaublin
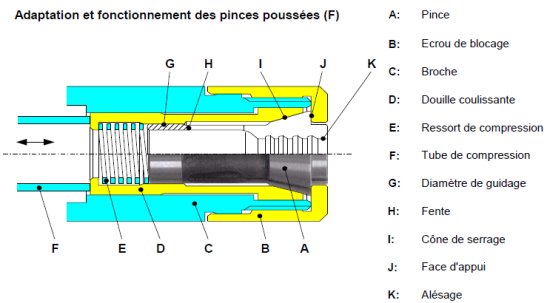
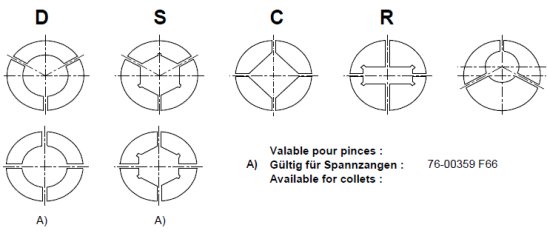
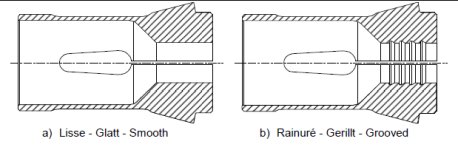
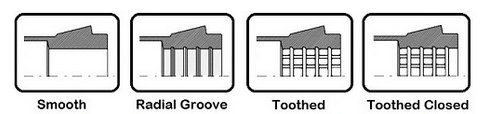
Les pinces type F existent en version avec alésage lisse ou strié. Les modèles striés sont plus courants.
Schaublin.
La plupart des pinces sont trempées, mais il existe aussi des pinces non traitées destinées à être usinées par l'utilisateur. Par contre, le mode de maintien de la pince ne permet pas l'architecture en entonnoir comme avec les pinces tirées.
Les pinces type F existent aussi en version tasseau expansible.
Pinces LAT SOPAM
Souvent confondues avec des Schaublin F14, les pinces LAT SOPAM équipent les accessoires de la marque, notamment les multiplicateurs de vitesse Pluvit. Leur cône a un angle de 15 degres au lieu de 13 et elles ont une longueur de 40,4 au lieu de 46 mm.
Pinces tirées type P
Les pinces type P ressemblent aux types W, mais au lieu d'être tirées par un filetage mâle, elle sont tirées par un taraudage. Cette architecture est moins favorable car le tirant limite leur capacité.
Document SCHAUBLIN
Les pinces P existent dans les dimensions P4,5 à P36
Pinces tirées C
Pinces 5C (DIN 6341 385e)
Les 5 C sont les plus courantes des pinces de type C. A l'Instar des pinces SCHAUBLIN, les pinces C ont été développées pour les tours HARDINGE. Elles ont conquis le marché américain avant de connaître un succès planétaire. Souvent moins précises que les pinces Schaublin, elles se trouvent aussi facilement à moindre coût.
Le filetage artillerie à l'arrière mesure 31,45 mm x 20 filets au pouce.
Un taraudage de 26 x 24 filets au pouce permet le montage d'une butée de pièce.
cône à 20 degrés.
Habituellement trempées, elle existent aussi en version non-traitée, en entonnoir, en tasseau expansible, en porte-pince ER. intérieur de section ronde, carrée, hexagonale. On les trouve facilement en dimensions métriques et encore plus facilement en dimensions impériales. Capacité limitée à 27 mm.
PINCES 16C
Ce modèle est beaucoup moins répandu que le 5C. Il est basé sur une architecture comparable, mais de plus fortes dimensions que les 5C. La capacité de ces "super 5C" est portée à 43,25 mm.
Filetage artillerie 47,5 x 1,75
diamètre du centrage arrière : 47,981 mm.
cône à 20 °
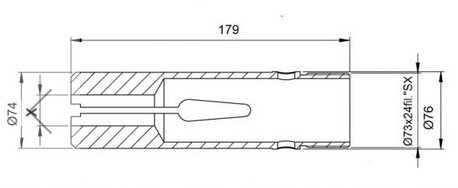
PINCES 20C
Encore plus rare que le 16C, ce modèle a les dimensions suivantes :
Diamètre 60,4 mm
filetage M60 x 1,5
Capacité diamètre 50,8 mm
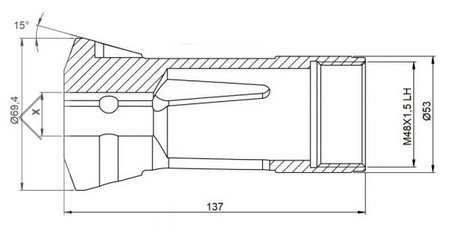
PINCES 25C
Encore moins courantes que les 20C ces pinces ont les dimensions suivantes :
Diamètre : 74,42 mm
Filetage : M73 x 1,5 mm
capacité maximale : diamètre 65 mm
Petites pinces C
1C
Filetage 8,18 mm x 40F capacité maxi diamètre 6,35 mm
2C
Filetage 11,43 mm x 30 F, capacité maxi diametre 8,73 mm
3C
Filetage 16,26 mm x 26 F, capacité maximale diamètre 12,7 mm
4C
Filetage 31,75 mm x 20 F, capacité maxi diamètre 19,05 mm
Pinces BOLEY ou pinces B
Pinces qui ressemblent beaucoup aux type C, mais dont le filetage est différent. D'abord, il est significativement plus petit que le diamètre du corps de pince ce qui permet de le identifier au premier coup d'oeil. Ensuite, d'après ce que j'ai cru comprendre, il s'agirait d'un filetage métrique, avec cependant des diamètres "exotiques". Certains auteurs parlent par exemple de filetage de 21,1 mm pour certaines pinces.

Il existe plusieurs dimensions de pinces. les plus répandues seraient des pinces de dimensions réduites utilisées sur les tours d'horloger. C'est en tout cas sur les forums d'horlogerie qu'elles semblent les plus connues. Le modèle B8 capable de serrer de tous petits diamètres semble assez répandu.
Elles seraient utilisées sur des tours Lorch, Boley et Leinen, Wolf Jahn.
L'horlogerie m'étant un domaine inconnu, je laisse le soin d'apporter des corrections à mes propos aux spécialistes qui viendraient visiter ce blog.
Pinces Levin, Moseley, WW, Whitcome
Pinces pour tours d'horloger des marques citées.
Photo De Guerre (Forum à Montres)

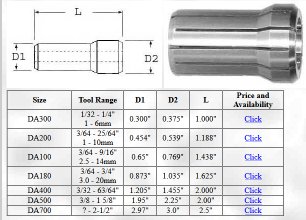
Pinces DA
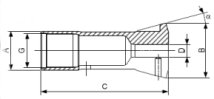
Vraisemblablement développées par Kennametal, les pinces DA (Double Angle), ont une morphologie qui permet de les reconnaitre rapidement.
L'usage de ces pinces est déconseillé en fraisage par les fabricants en raison de leur sensibilité aux chocs radiaux.
Pinces courtes HAAS

Pinces série 9000
Les pinces de série 9000 (9xyz) existent en versions lisses, striées, quadrillées.
Les pinces 9xyze, sont des pinces 9xyz hexagonales
Pinces 9001
Pinces 9012
Pinces de serrage matière à 30 degrés utilisées sur les tours Tornos, Mory et Glidemeister
9012e : version hexagonale.
Pinces 9013
Pinces de serrage matière à 30 degrés utilisées sur les tours Glidemeister AS 12.
9013 e : hexagonale
Pinces 9017
Pinces de serrage matière à 32 degrés utilisées sur les tours Glidemeister AS 16-20, GM20, GMC20.
Pinces 9023
Pinces de serrage matière à 30 degrés avec nez et fixation baîonnette, utilisées sur les tours Glidemeister GM16AC.
Pinces 9044, 9045, 9046
Pinces de serrage matière angle 30 degrés diametre corps 60,4 taraudage M40 x 1,5 (9044 et 9046) M40x1 (9045)
Pinces 9069
Pinces de serrage matière à 30 degrés utilisées sur tours Glidemeister et Mory
Pinces 9081
Pinces de serrage matière angle 30 degrés diametre corps 72 taraudage M52 x 1,5
Pinces 9115
Pinces de serrage matière angle 30 degrés diametre corps 80,5 taraudage M59 x 1,5
Pinces 9132
Pinces de serrage matière angle 30 degrés diametre corps 90 taraudage M65 x 1,5
Pinces 9151
Pinces de serrage matière angle 30 degrés diametre corps 97,4 taraudage M68 x 1,5
Pinces 9151-1
Pinces de serrage matière angle 30 degrés diametre corps 93,4 taraudage M68 x 1,5
Pinces 9178
Pinces de serrage matière angle 30 degrés diametre corps 90 taraudage M85 x 1,5
Pinces 9209
Pinces de serrage matière angle 30 degrés diametre corps 109 taraudage M102 x 1,5
Pinces 9239
Pinces de serrage matière angle 30 degrés diametre corps 128 taraudage M122 x 1,5
Pinces 9445
Pinces d'avance-matière matière cylindriques (pour embarreur.)
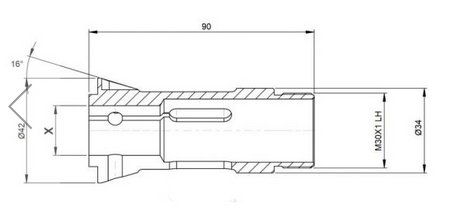
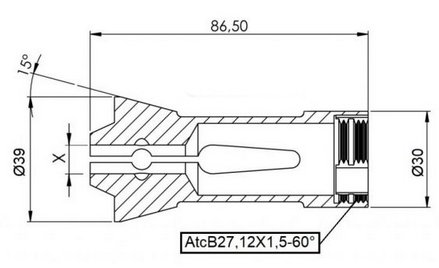
Pinces de déchargement
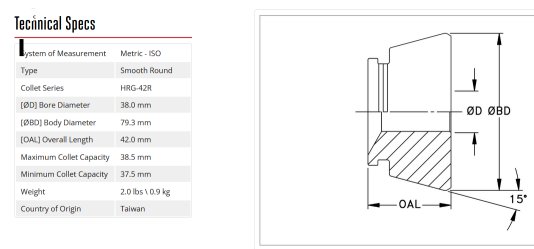
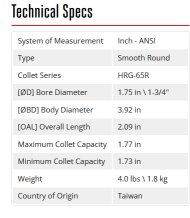
3560
Pince de déchargement, cône à 16 degrés pour Glidemaster, DMG Mory
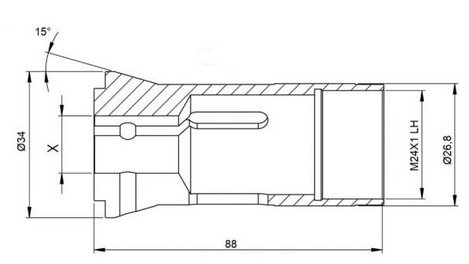
Pince C0003900
à 16 degrés pour déchargement tours Glidemeister AS32, GM32/35, Spindle SACO, Schutte...
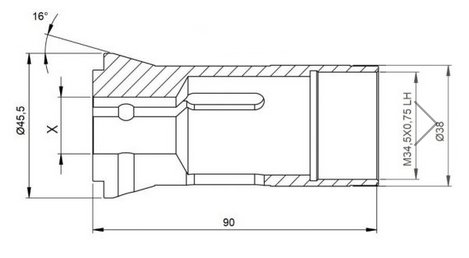
Q004700
Pince de déchargement à 16 degrés fixation baïonnette pour Spindle SACO, Glidemeister GM42, Wickmann 1-3/8 1-3/4, Schutte AD40
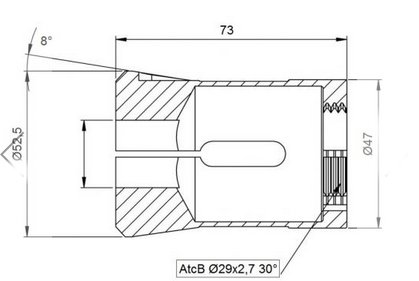
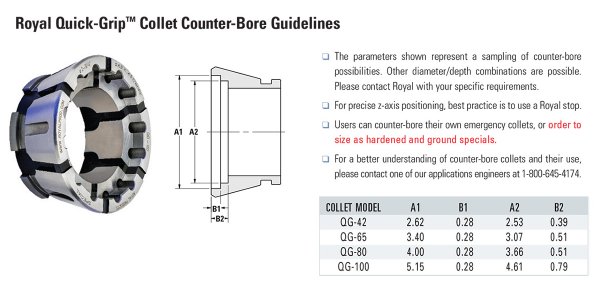
Pinces Royal grip (QG)
=====================================================================
PINCES DE SERRAGE-OUTIL
Les pinces de serrage -outil sont principalement utilisées pour maintenir des outils à queues cylindriques plus spécialement sur fraiseuse ou perceuse.
Pinces F
Autrefois très utilisées en fraisage, ces pinces le sont de moins en moins par les professionnels. Cependant beaucoup de petits ateliers, notamment ceux de mécaniciens amateurs s'en servent encore. Le modèle le plus couramment utilisé est le F23.
Pour plus de détails se reporter à la partie consacrée aux pinces de serrage-matière.
Pinces E
Les pinces E sont utilisées dans le monde entier. Elles ont été inventées et brevetées par REGO FIX en 1973. Désormais, ces pinces répondent aux normes DIN 6499. Elles ont remplacé la plupart des pinces de serrage-outil utilisées précédemment.
Les pinces E ont une conicité de 8 degrés.
Les pinces E existent en dimensions métriques et impériales.
Familles de pinces de type E
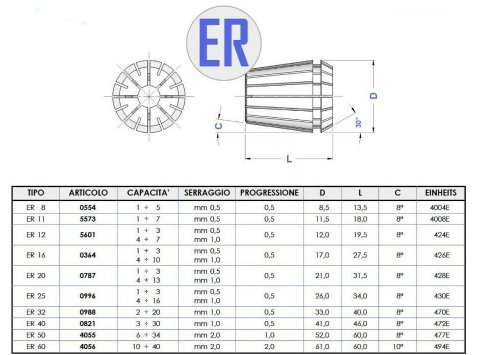
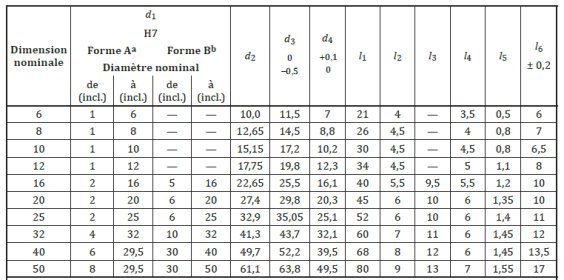
Pinces ER
Les pinces ER sont les plus répandues. Elles comportent une gorge d'extraction dans laquelle une rondelle élastique de l'écrou de serrage vient se loger de manière à en faciliter l'extraction du cône du porte-pinces.
Il en existe plusieurs tailles.
La taille la plus employée sur des machines de fraisage professionnelles de taille courante est ER32. Les tailles supérieures sont beaucoup plus coûteuses. Les tailles inférieures quoique assez employées sont plus limitées en capacité.
Il existe plusieurs classes de qualité de pinces ER.
Classe 2 : concentricité 20 microns
Classe 1 : concentricité 10 microns
Classe 0 : concentricité 5 microns.
Que valent réellement les produits chinois vendus au grand-public ? Beaucoup de mécaniciens se posent la question. Voici un test realisé par un amateur qui apporte quelques éléments de réponse. Vidéo en anglais. Traduction disponible en français approximatif.
La plage de serrage d'une pince ER est égale à 1 millimètre. Quand on hésite entre deux pinces (par exemple 7-8 ou 8-9 pour serrer un outil de 8 mm), il faut choisir celle qui sera utilisée au maximum de sa capacité (donc dans cet exemple, la pince 7-8.) Le non-respect de cette règle conduit à des glissements de fraise dans la pince.
ATTENTION : contrairement à ce que la plupart des débutants imaginent, une fraise mal serrée ne s'enfonce pas forcément dans la pince. il arrive fréquemment que la fraise tirée par l'hélice des goujures "se visse" dans la pièce, ce qui conduit généralement à la destruction de la fraise et de la pièce.
Pinces ES et ESX
De cotes identiques aux ER, les pinces ES et ESX comportent moins de fentes ce qui leur confère une moins grande plage de serrage. Elles se montent en lieu et place des pinces ER mais il en faut plus pour couvrir l'ensemble des dimensions. Il est donc plus intéressant de s'équiper de pinces ER, même si on dispose d'un porte-pinces ESX.
Pinces E
Les pinces E (sans suffixe) sont les premières pinces à 8 degrés mises sur le marché. Elles ne comportent pas la gorge d'extraction. On ne peut les retirer du porte-pinces qu'en les repoussant par l'arrière. L'écrou du porte-pinces E ne comporte pas de rondelle élastique d'extraction. On ne peut panacher les montages qu'à condition d'utiliser l'écrou adapté au type de pince utilisé.
Montage des pinces ER, ES et ESX
Les pinces doivent d'abord être montées dans l'écrou, de telle manière que la rondelle élastique puisse les retirer au démontage. Je n'ai pas trouvé de vidéo en français qui me satisfasse. Des vidéos françaises existent, mais elles contiennent des informations inexactes. Je préfère vous présenter celle-ci en anglais qui est bien plus pertinente. Vous pouvez utiliser le traducteur de Youtube (langage approximatif), mais les images et le buzzer suffiront à discriminer les bonnes pratiques des mauvaises.
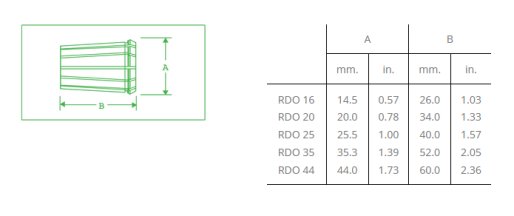
Pinces OZ
Parfois appelées GRS ou RDO (aux USA), aussi EOC, ces pinces sont couramment utilisées en Europe et notamment en Allemagne où elles sont probablement les plus répandues. Elles sont définies par les normes DIN 6388 , ISO 10897.

Elles ont une conicité de 10 %.
Les dimensions les plus employées sont OZ 25 sur machines moyennes et OZ32 sur machines de forte puissance (souvent broche ISO 50.)
Dans les pays utilisant le système impérial, on trouve aussi des pinces RDO 35 et 44.
Il existe des pinces fendues d'un seul côté à six fentes (DIN 6388 a) et d'autres des deux côtés (type "accordéon" à 12 fentes, DIN 6388 b)
Les pinces OZ n'existent pas dans toutes les dimensions. Neuves, elles sont généralement plus chères que les pinces E.
Je ne sais pas s'il existe officiellement plusieurs classes de qualité de pinces OZ. Les miennes ont une très bonne coaxialité, mais on trouve aussi des pinces en classe 2 dans le commerce.
Ceratizit revendique une précision de 3 microns pour les pinces WNT dites de précision, sans préciser ce qu'elle concerne... 6 microns ou 10 microns pour des pinces WNT. Fahrion indique 3 microns de tolérance de concentricité.
Evidemment, en achetant à prix cassé sur internet chez des vendeurs à la sauvette, il ne faut pas s'attendre à recevoir des pinces Fahrion 3 microns. C'est juste une question de bon sens, n'en déplaise aux mécaniciens qui achètent d'abord un prix avant de se demander ce qu'ils vont acquérir.
Si 90 % des opérations de fraisage s'accommodent de pinces de classe 2, ce n'est pas le cas lorsqu'on souhaite réaliser de petits alésages H7. Dans ce cas, le mandrin à pinces de précision OZ (ou ER) est un moyen assez économique pour parvenir à ses fins.
==> Pour ne pas user prématurément mes pinces et mandrin de précision, j'ai aussi du matériel de classe 2 (à pinces ER) qui convient très bien pour les travaux grossiers.
Pinces 404 E = OZ 10
Pinces TG
TG signifie Tremendous Grip. il s'agit de pinces plus longues que les pinces ER qui permettent un bien meilleur maintien de l'outil. On les appelle aussi RDG. Ces pinces sont bien adaptées pour les travaux avec des fraises carbure.
Elles sont proposées en version étanche (comme beaucoup d'autres pinces) pour l'arrosage par le centre ou non.
Elles existent aussi avec carré d'entrainement pour le taraudage.

Existent en TG75 (DE 26 mm), TG100 (DE 35 mm), TG 150 (DE 50,8 mm)
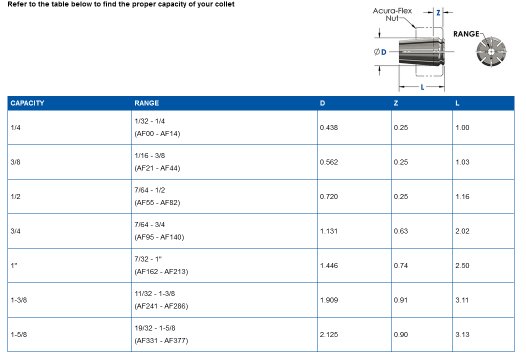
Pinces AF
AF signifie Acura Flex.
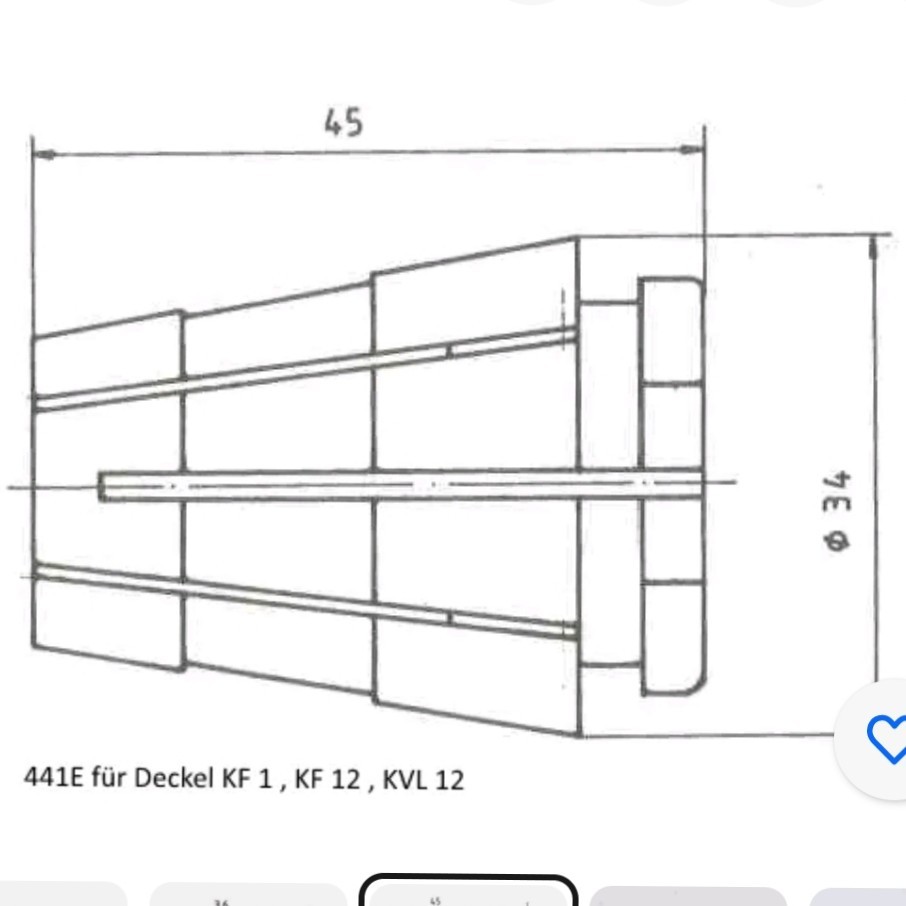
Pinces DECKEL
Pinces Deckel ISO 40
Les broches de fraiseuses DECKEL utilisent souvent des pinces permettant de serrer directement l'outil dans la broche SK40 sans pièce intermédiaire.

Ce montage pour autant séduisant qu'il puisse être doit être réservé à des travaux nécessitant une très grande précision car ces pinces sont très coûteuses.
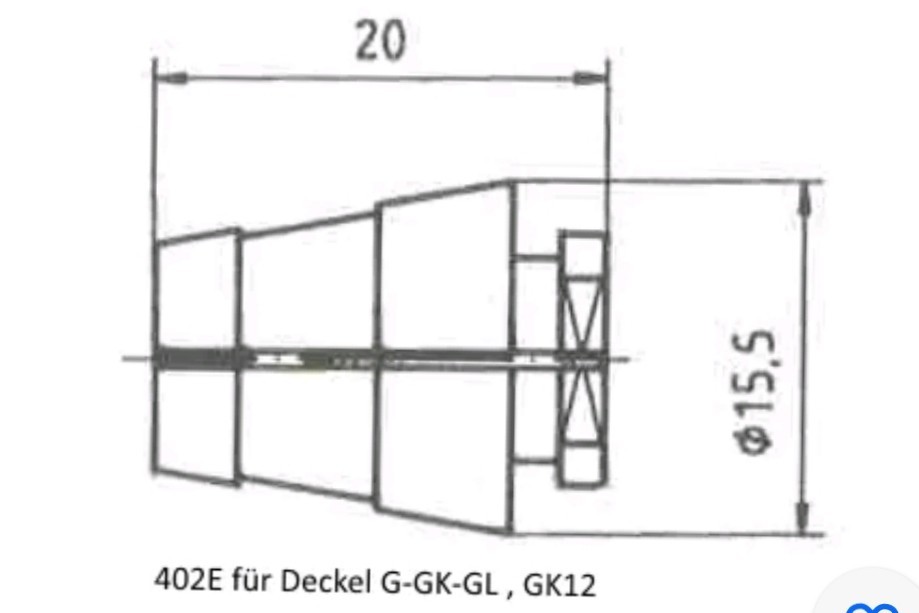
Pinces 402E
Parfois appelée GK21
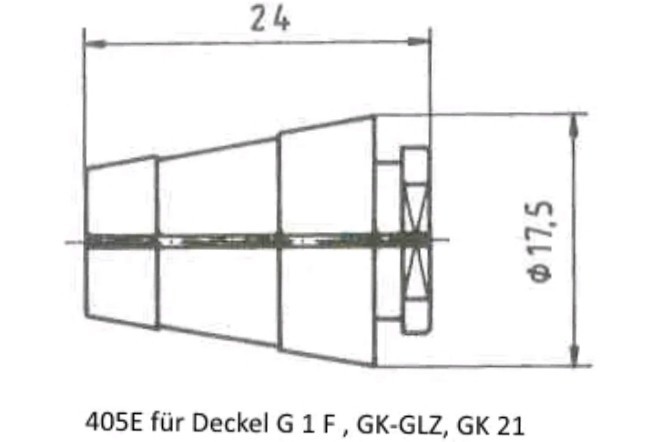
Conicité : 20 degrés (pente 10°- 402-405-408-411 E.)
Pinces 405E
Pinces 408E
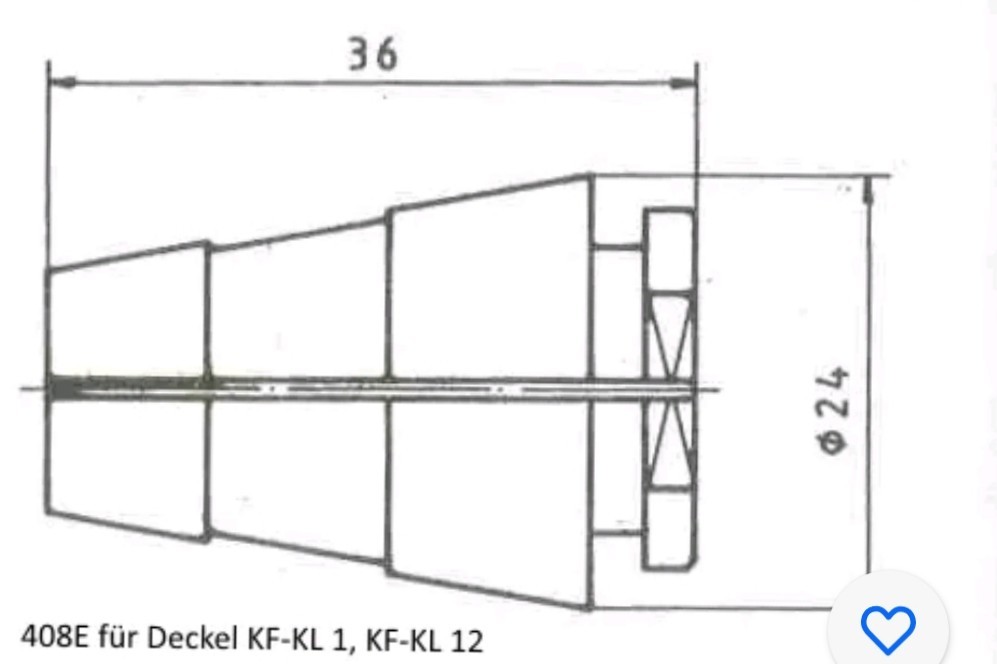
Pièces 411E
PINCES DUFOUR
Les pinces DUFOUR ont un cône 7/24. Ce cône a les dimensions des cônes SA30.
Elles comportent un nez muni d'une gorge qui dépasse de la pince. Pour les extraire, on place une fourchette en tôle dans la gorge et on desserre l'écrou.

Les pinces Dufour ne sont plus commercialisées à ma connaissance.
Pinces BRIDGEPORT R8
Pinces pour montage direct dans les cônes de broches des machines Bridgeport.
Voir définition dans la première partie de cet article.
Pinces AUTOLOCK
Pinces développées par Clarkson pour leurs fameuses fraises filetées. Technologie à mon avis dépassée, mais qui est encore utilisée.
Pinces RUBBERFLEX
Les pinces Rubberflex sont des pinces en composite acier-caoutchouc qui leur confère une souplesse nécessaire pour éviter les ruptures de tarauds. Elles sont utilisées sur les appareils à tarauder Tapmatic.

Les pinces Rubberflex ont les dimensions suivantes :
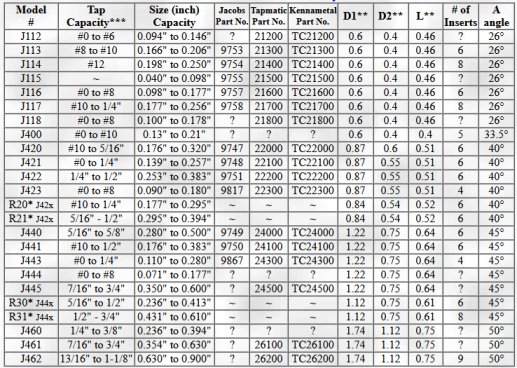
Si vous avez des J460, J461 ou J462 à vendre, merci de me contacter SVP.
=========================================================
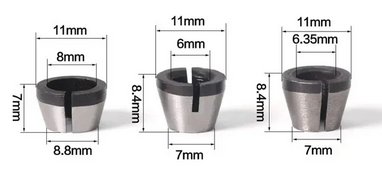
PINCES POUR DEFONCEUSES ET MEULEUSES PORTATIVES
Meuleuses Bosch droites

Défonceuses POF 400-500-600 et meuleuses GGS 27 BOSCH

Défonceuses Bosch

Défonceuses chinoises


Défonceuses Triton et CMT

Défonceuse Métabo

Défonceuses CMT 1 et 2 E

Défonceuses et affleureuses Makita

Makita

Défonceuses Dewalt

MAFFEL LO65

=========================================================
Merci de votre visite.
Vous pouvez signaler en commentaire des modèles que j'aurais pu oublier.
Bons copeaux !
Mise à jour : 18 mars 2025
A découvrir aussi
- Barquette électrique
- Le soudage troisième partie : Procédés MIG, MAG et fil fourré
- La fatigue mécanique. Troisième partie : Comment améliorer la tenue en fatigue d'une pièce ?

Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 132 autres membres