
L'outillage de perceuse
PREAMBULE
La perceuse est souvent la première machine qu'un mécanicien amateur achète. Souvent au moment d'un premier achat les acquéreurs ne connaissent pas bien les possibilités et les outillages adaptables sur leur machine. C'est dommage parce qu'en fonction des travaux qu'on envisage, on pourrait choisir un modèle ou un autre plus ou moins bien adapté aux outillages qu'on utilisera.
Ce petit article présente d'abord les différents types de machines. La seconde partie est consacrée aux outillages qu'on peut utiliser sur les perceuses.
TYPES DE PERCEUSES
Machines portatives
Modèles simples typés bricolage
Les machines portatives sont généralement plutôt destinées aux travaux de bâtiment. La plupart tournent à des fréquences élevées et n'offrent que peu de couple si on réduit leur vitesse. ça devient rapidement handicapant quand on veut percer des métaux, surtout des aciers à des diamètres supérieurs à 10 mm.
Selon un communiqué du Conseil Federal suisse, la duree totale moyenne d'utilisation d'une perceuse de bricolage serait egale à 11 minutes.
Source : Communiqué du Conseil Fédéral
T'en penses quoi Jean-Pierre ?
Modèles à plusieurs vitesses mécaniques
Cependant, il existe des modèles portatifs assez bien adaptés aux travaux sur métaux. parmi ceux-ci, citons les perceuses équipées d'une boite à vitesses mécanique. Souvent il n'y a que deux vitesses mécaniques. La boite mécanique offre la possibilité d'augmenter le couple disponible à la broche lorsqu'on utilise le rapport court ce que ne permettent pas les variateurs électroniques. Avec ces modèles, on peut envisager de percer des trous un peu plus gros dans l'acier.
Perceuses dites "de charpente"
Les perceuses de charpente sont des machines dont les broches tournent beaucoup plus lentement que les modèles courants. Souvent elles disposent de deux ou trois rapports. Généralement, leur broche a un cône Morse numéro 2, parfois numéro 3. Cela permet d'utiliser des forets de diamètres supérieurs à 20 mm.
Une perceuse de charpente BOSCH

Cette perceuse Bosch dispose d'un cône Morse numéro 3 qui accepte des forets jusqu'à 32 mm de diamètre.
Ces machines développent des couples très importants. Les modèles récents disposent d'un limiteur de couple destiné à prévenir les accidents. C'est rarement le cas des machines qui ont quarante ans. Bien qu'assez dangereuses, ces machines peuvent séduire par leur prix assez modique. Elles sont en général indestructibles, donc l'âge ne constitue pas un handicap en termes de fiabilité.
Perceuse de charpente Val d'or des années 80

On trouve des machines des années 60 en bon état d'usage pour moins de 50 Euros. Il faut surtout vérifier leur tension d'alimentation car certaines sont bobinées pour fonctionner sur une alimentation 110 volts.
Les perceuses de charpente peuvent généralement être montées sur un support vertical. Ainsi, les risques de blessure sont très fortement diminués. Il existe des supports conventionnels et des supports magnétiques.
Perceuses sur support magnétique
Les bonnes perceuses sur support magnétique sont capables de forer des trous de grands diamètres. 50 mm est possible avec une fraise à carotter.
Les supports magnétiques sont assez coûteux, mais très pratiques pour fixer rapidement la machine directement sur les grandes pièces à percer.
A cause de la fixation magnétique, ce type de perceuse a un petit col de cygne qui limite ses possibilités.
Les courses des supports magnétiques sont généralement assez faibles.
Les perceuses sur support magnétique sont très bien adaptées pour effectuer des travaux au milieu de pièces en acier de grandes dimensions : coques de bateaux, citernes, etc.
Une perceuse Fein sur support magnétique

Une perceuse sur support magnétique neuve coûte entre 1000 et 1500 Euros.
Perceuses à colonne
Les perceuses à colonne sont des outils incontournables dès qu'on souhaite faire de la mécanique générale. On en distingue deux types :
- Les perceuses d'établi ;
- Les perceuses sur pied.
Perceuses à col de cygne d'établi
De loin les plus répandues, les perceuses d'établi permettent la majorité des travaux de mécanique générale sur des pièces de petites dimensions. La dimension du col de cygne, la course du fourreau sont des éléments déterminants pour choisir ce type de perceuse. On s'intéressera aussi aux fréquences de rotation en fonction des travaux envisagées.
La rigidité de ce type de machine est directement liée au diamètre de la colonne. Sur ce plan, comme sur beaucoup d'autres à l'exception du prix de vente, les machines anciennes européennes surpassent de loin les productions asiatiques actuelles.
Il existe trois grandes familles de perceuses d'établi :
- Les perceuses simples sont les plus répandues. Souvent équipées d'une broche à cône morse numéro 2, elles peuvent convenir pour percer des trous au forêt jusqu' à 23 mm de diamètre dans l'acier. Le moteur d'une bonne petite perceuse d'établi développe environ trois quart de cheval. Attention aux machines d'entrée de gamme vendues en GSB ou sur Internet (Parkside, Fartool, etc.) Ces appareils ne sont ni rigides, ni endurants, ni puissants. Ils sont très limités tant par leur col de cygne que par leur couple et leur qualité de fabrication. A fuir impérativement si vous voulez pouvoir compter sur votre investissement quoi qu'il arrive. Si par contre vous envisagez l'achat d'un modèle taiwanais ou chinois d'occasion pour du bricolage léger, rendez-vous sur Passion-usinages où j'ai créé un sujet consacré aux modèles à 16 vitesses. C'est là : Lien
- Les perceuses-taraudeuses sont des machines simples qui disposent d'un inverseur de sens de rotation ce qui permet de réaliser des taraudages en plus des opérations de perçage courantes. pour pouvoir inverser le sens de rotation ces machines fonctionnent normalement avec une alimentation triphasée.
- Les perceuses-fraiseuses, sont des machines qui ressemblent aux perceuses mais elles sont nettement plus trapues. Les colonnes, les broches, la puissance des moteurs sont nettement surdimensionnées par rapport aux perceuses simples. Les moteurs développent entre 1 et 1,5 cheval. Pour pouvoir maintenir correctement les fraises ces machines doivent disposer d'un tirant de broche. Les bonnes machines ont des broches équipées de cônes ISO. Les modèles à cône Morse sont à bannir. Les machines européennes sont particulièrement solides, les modèles asiatiques le sont rarement.
Une perceuse-Fraiseuse CINCINNATI PF25

La PF 25 de chez Cincinnati dispose d'un volant de descente micrométrique en façade ; grâce à ce volant, on peut gérer la plongée de la fraise très progressivement. C'est aussi un atout pour percer de gros diamètres. La PF 25 dispose d'un variateur mécanique qui permet de faire tourner sa broche à 100 tours par minute avec un couple très important. Ainsi, elle peut percer des trous de 25 mm dans l'acier et fraiser avec des outils de 30 mm. Une PF 25 equipée pèse environ 240 kg.
ll existe aussi des modèles PF16 et PF 32 dans la gamme Cincinnati.
ON NE PEUT PAS FAIRE DU FRAISAGE AVEC UNE PERCEUSE SIMPLE, même si elle est équipée d'une table croisée. En effet ces machines ne disposent pas d'une broche creuse qui permet le passage d'un tirant. Il est donc impossible de faire du fraisage en passant sans risquer de voir la fraise quitter la broche. Seuls les travaux de fraisage en plongée en pleine matière sont possibles. Ces travaux sont en fait des perçages.
Perceuses à col de cygne sur pied
Les perceuses sur pied ont généralement des capacités (col de cygne, rigidité générale) et des puissances très supérieures aux perceuses d'établi. Les puissances des moteurs peuvent atteindre plusieurs chevaux.
La majorité dispose d'une broche CM3, parfois CM4 (Alzmetall, Rey Saut du Tarn RC40, GSP44, Ibarmia) exceptionnellement CM5 (GSP.)
Une GSP CM5

Une GSP pèse environ une tonne, une Rey RC40 700 kg. Ce sont des machines très rigides disposant d'une gamme de fréquences de rotation bien adaptée pour les perçages de forts diamètres.
Souvent, leur table est nettement plus grande que celles des perceuses d'établi. Certaines disposent d'un inverseur de sens pour tarauder. Beaucoup (les moins chères) on des transmissions à courroies, comme les perceuses d'établi, mais d'autres ont des transmissions par boite à vitesses qui suppriment tout patinage.
Les machines à transmission par boite à vitesses sont bien plus performantes que les machines à transmission par courroie, mais elle sont nettement plus dangereuses.
Les machines à boite à vitesses disposent souvent d'une avance automatique. L'opérateur n'a plus besoin de fournir de force musculaire pour percer le trou, la machine gère automatiquement l'avance et l'arrêt de l'outil.
Lorsqu'on n'utilise pas l'avance automatique, on parle d'avance sensitive : l'opérateur "sent" le comportement de son outil et adapte a pression sur le levier ou le cabestan en conséquence.
Les perceuses d'établi (qui n'ont pas d'avance automatique) sont souvent appelées "perceuses sensitives".
Lien vers la description de ma perceuse RC40
Perceuses col de cygne à tourelle
Parfaitement adaptees pour les travaux en petites séries, ces machines fonctionnent comme les tours semi-automatiques. Une tourelle permet d'utiliser plusieurs outils sans démontage. Ici une machine italienne OMZ 32 qui peut accueillir six outils.
Perceuses radiales
En exceptant les modèles à support magnétique, les perceuses radiales sont les machines qui disposent des plus grandes capacités en termes de dimensions des pièces. On en distingue plusieurs types :
- les perceuses radiales d'établi

Perceuse Sydéric SEP 30
Photo RETEC
Ces machines offrent la possibilité de travailler loin de la colonne, mais c'est souvent avec une moindre rigidité.
- Les grosses radiales

Une grosse perceuse radiale
Ces machines qui pèsent plusieurs tonnes sont généralement équipées de cônes Morse numéros 4, 5 ou 6 et capables de percer au forêt hélicoïdal des trous de 100 mm dans l'acier.
Ce sont des machines que tout passionné d'usinage aimerait utiliser tant elles sont puissantes. Mais attention ! Elles peuvent tuer instantanément à la moindre inattention.
Attention âmes sensibles vidéo d'un accident extrêmement grave. Ne regardez pas si vous craignez de voir des images assez crues.
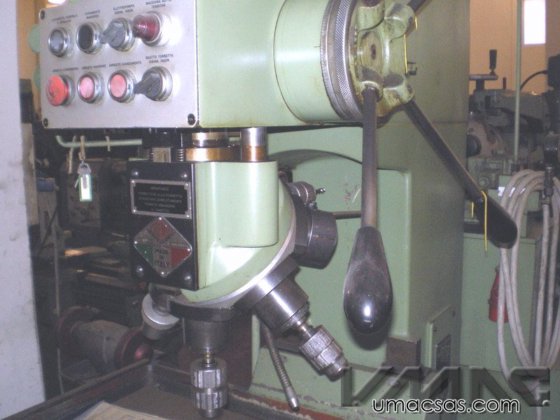
Fraiseuses à tourelle
Bien que ce ne soit pas leur vocation première, il est fréquent d'utiliser les fraiseuses-tourelles pour des travaux de perçage. Je ne suis pas un fanatique de ces machines, loin de là. Mais je dois leur reconnaître une qualité. Elles percent facilement des trous obliques que seules les petites radiales font avec facilité. Les meilleurs modèles peuvent percer obliquement en avance automatique. Quelques marques incontournables : Bridgeport, Kondia, Lagun.
Ne pas confondre, les perceuses à tourelle qui sont des perceuses à broche fixe équipées d'une tourelle de changement d'outils et les fraiseuses à tourelle qui sont des machines dont la broche montée sur une tourelle peut pivoter.
LES OUTILLAGES ADAPTABLES SUR UNE PERCEUSE
Forets hélicoïdaux
Forets hélicoïdaux en acier rapide
A tout seigneur tout honneur, je me devais de commencer par les forets hélicoïdaux que tout le monde croit connaitre. Et pourtant, je pense que nombre d'entre mes lecteurs vont acquérir de nouvelles connaissances en regardant cette vieille, mais excellente vidéo de Cleveland.
Diamètre
Le perçage d'un avant-trou a pour but d'éliminer la matière de la pièce qui se trouve en face de l'âme du forêt pour en faciliter la pénétration. En conséquence cet avant-trou devrait rester petit par rapport au diamètre final. Or, on constate que souvent les perceurs agrandissent plusieurs fois de suite les trous. Par exemple, en perçant à 5-10-15-20-25 puis 30 mm. D'abord c'est inutile (sauf si on a une perceuse nettement sous-motorisée.) Mais le plus embêtant, c'est que cette pratique réduit considérablement la tenue du foret entre deux affutages. Vous en doutez ? Alors, faites des essais comparatifs et tirez-en vous même les conclusions.
Pour revenir aux perceuses sous-motorisées, en général, si une perceuse manque de puissance, elle tourne aussi trop vite et manque également de rigidité pour un gros forêt. La meilleure solution reste de changer de machine.
Longueur
Les forets hélicoïdaux ordinaires existent en série normale, en série utra-courte (nettement plus rigides), en série courte, en série longue, en série extra-longue, en série ultra longue. Evidemment, il faut disposer d'un machine capable d'utiliser les forets ultra-longs.
Les forets de série ultra-courte sont ceux qu'on devrait utiliser pour retirer des rivets pop. Ce sont souvent les plus solides.
Angle d'hélice
L'angle d'hélice est souvent adapté au matériau à percer. Pour les matériaux à copeaux longs (alliages d'aluminium, aciers très doux), on choisit des pas d'hélice courts, pour les matériaux friables (laitons, fontes GL), le contraire est de règle.
Angle de pointe
L'angle de pointe doit être plus grand pour percer des matériaux durs que pour percer des matériaux tendres. 118 degrés pour le tout venant, 140 degrés pour les aciers prétraités, seulement 90 degrés pour certaines matières thermoplastiques, 180 degrés pour les outils à lamer, 60 degrés pour certaines fraises (notamment pour les chanfreins de montages de joints toriques ou composites.) Pour les matériaux les plus durs, on a intérêt à utiliser des forets à double angle de pointe (voir la vidéo de Cleveland.)
Angle de dépouille
L'angle de dépouille doit être adapté au matériau usiné (et implicitement à l'avance de l'outil quand on perce en automatique.) Cet angle peut être obtenu de différentes manières :
- dépouille tronconique ;
- 4 pentes ;
- avec ou sans amincissement de l'âme.
J'ai déjà présenté ces types d'affutage dans l'article consacré aux outils coupants, mais pour ceux qui ne l'auraient pas consulté, voici l'essentiel :

Document 4 Mepro
Plus d'infos sur l'usure et l'affutage des outils coupants avec ce lien : Usinage à l'outil. Cinquième partie : l'usure des outils
Angle de coupe
Pour le perçage de certains alliages cuivreux, notamment les bronzes, on doit utiliser des forets à angle de coupe neutre ou légèrement négatif.
Forets à centrer
Les forets à centrer sont des outils dont la pointe de la partie active est de faible diamètre pour facilement pénétrer la matière et le corps de fort diamètre pour leur donner une grande rigidité.

Pour obtenir une bonne localisation d'un perçage, on commence généralement par un centrage avec ce type de foret. C'est souvent le cas avec les perceuses stationnaires (d'établi ou sur pied.) Ça l'est beaucoup moins avec les perceuses portatives. Et c'est un tort. Pour amorcer un trou à la perceuse portative sur une piece de fonderie assez grossiere en le localisant precisément, le pointage au pointeau suivi d'un centrage au foret à centrer est une technique quasi imparable.
Il en existe plusieurs types. Notamment des modèles à deux pentes qui permettent de protéger le cône de centrage d'éventuelles déformations dues à des chocs. ça n'a de réel intérêt que lorsque le centrage n'est pas suivi d'un perçage,c'est-à-dire généralement sur des pièces de révolution qui doivent être reprises par le centrage.
Foret à pointer
Le forêt à pointer est une alternative au forêt à centrer. Il s'agit d'un foret hélicoïdal dont les goujures sont ultra-courtes l'angle de pointe est souvent plus aigu que celui des forets à centrer, mais pas obligatoirement.

Le risque de casse de la pointe est moindre que dans le cas des forets à centrer. C'est très interessant pour les forets carbure dont la pointe est tres fragile lorsqu'elle est tres petite. Si la broche ou le mandrin de la machine a du faux-rond, l'esperance de vie d'un foret à centrer carbure est tres courte, alors qu'un foret à pointer à grand angle de pointe résiste beaucoup mieux parce qu'il n'est pas fragilisé par une réduction de section brutale.
L'affutage du forêt à pointer est aussi un peu plus simple que celui des forêts à centrer.
Mais affuter proprement ce type de foret ou un foret à centrer n'est pas si simple qu'on ne pourrait le croire puisque si vous avez regardé la vidéo de Cleveland, vous savez que les arêtes doivent être absolument identiques pour obtenir des trous de qualité.
Le foret à dépointer
Le foret à dépointer est un outil utilisé par les carrossiers et serruriers pour désassembler des pièces en tôle soudées par points en résistance.

Il s'agit d'un foret hélicoidal court, dont l'angle de pointe est égal à 180 degrés à l'exception d'une toute petite protubérance au centre destinée à centrer l'outil sur le point de soudure pendant l'opération de dépointage. Avec ce type de foret un perce le point sur la première tôle en limitant au maximum l'endommagement de la seconde. La plupart du temps, ces forets sont utilisés avec des machines pneumatiques et toujours dans des zones trempées par le refroidissement rapide après soudage. Il convient donc de choisir des modèles revêtus, de préférence en acier rapide supérieur ou en carbure de tungstène si l'absence de choc peut être garantie. C'est rarement le cas.
La mêche à bois
La mêche à bois (pour perceuse électrique) est un outil qui ressemble un peu au foret à dépointer. La différence se situe au niveau de la présence de traceurs en périphérie à la pointe. Ce foret a donc trois pointes

Si foret à métaux pénètre sans difficulté dans le bois ou ses dérivés, il arrive fréquemment qu'il provoque des éclats en débouchant. Les traceurs de la mèche à bois évitent une très grande partie de ces éclats. La plupart du temps les mèches à bois ne sont pas en acier rapide, mais souvent (les bonnes) en acier au chrome. Parfois en acier au carbone trempé (les moins chères.) On ne peut donc pas espérer percer longtemps des métaux en les réaffutant.
Le réaffutage de ces outils, conformément à leur géométrie d'origine est quasiment impossible pour un amateur. Une fois usés, ces outils peuvent être réaffutés en pointe ordinaire pour percer des trous borgnes dans le bois.
La fraise à lamer ou foret à lamer
Il s'agit d'un outil destiné à réaliser des poches cylindriques pour noyer les têtes de vis.

Il dispose d'un pilote qui permet de centrer l'outil sur un trou déjà foré. Certains outils disposent d'un pilote interchangeable qui permet une adaptation au diamètre exact du trou originel. Il est déconseillé d'utiliser ce genre d'outil avec une machine portative. Surtout si le pilote est mal ajusté dans l'avant-trou.
La transformation d'un foret presque complètement usé en fraise à lamer est souvent un moyen de l'utiliser jusqu'au bout.
Le foret à fond plat
Il s'agit d'une variante particulière du foret hélicoidal classique. Son angle de pointe mesure 180 degrés.

Cet outil permet de réaliser des usinages ressemblant un peu à ceux obtenus avec les fraises à lamer, mais nettement plus profonds. Le foret à fond plat se guide sur un diamètre obtenu avec un foret normal et ne vient enlever que la matière laissée au fond du perçage. Comme il n'a pas de pilote le fond du trou réalisé est parfaitement plat sans épaulement vers un trou plus petit.
Les forets à fond plat sont souvent des forets ordinaires affutés spécialement pour un travail précis.
Foret 3/4
Le foret 3/4 est un outil qui permet de percer des trous très profonds avec une très bonne rectitude. En se guidant sur la partie du trou qu'il a déjà realisée, il dévie beaucoup moins qu'un foret hélicoidal.
Forets 3/4

Extrémité d'un foret 3/4

Les trous servent à envoyer du liquide sous forte pression pour évacuer les copeaux
La fraise à chanfreiner
La fraise à chanfreiner réalise des chanfreins aux entrées de trous. Elle sert aussi à noyer des têtes de vis à tête fraisées.

En théorie, on pourrait réaliser des chanfreins avec un foret spécialement affuté. En pratique, on ne le fait pas. Avec seulement deux lèvres l'outil vibre beaucoup et laisse une surface de mauvaise qualité. Plus l'outil est long, plus il vibre facilement.
Il existe une technique qui fonctionne assez bien pour minimiser les vibrations. Elle consiste à déposer un chiffon épais sur le trou et à appliquer la fraise sur le chiffon. Le chiffon amortit les vibrations et la qualité de la surface est meilleure.
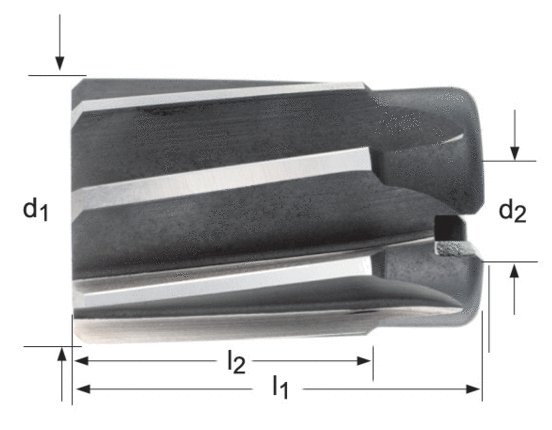
La fraise à carotter
C'est une fraise creuse qui découpe des rondelles dans les pièces peu épaisses. L'avantage de ce type d'outil est qu'une grande partie de la matière enlevée n'est pas coupée. Il faut tout de même une machine assez lente et disposant d'un fort couple pour entrainer la fraise. L'entrainement cylindrique de type Weldon n'est pas courant sur les machines de faible puissance. Il l'est par contre sur les perceuses à support magnétique et reste possible sur la majorité des perceuses-fraiseuses.

La profondeur d'usinage avec une fraise à carotter est limitée par la longueur de la fraise.
La scie-cloche
La scie-cloche est une alternative intéressante à la fraise à carotter. Généralement moins chère, elle réclame aussi moins de puissance puisque son épaisseur est plus faible. pour découper des métaux, il est conseillé de choisir des scies bimétal avec des dents en acier au cobalt et évidemment d'adapter la vitesse de coupe. Ce genre d'outil n'est utilisable dans les métaux que sur des machines lentes qui disposent de gros couples. Par conséquent fortement déconseillé sur des machines à variateur électronique. il n'est généralement pas nécessaire d'utiliser un mandrin spécifique. Mais les ruptures d'arbres d'entrainement sont fréquentes.
La dimension des trous obtenus est nettement moins précise qu'avec une fraise à carotter.
La fraise deux-tailles
Certaines fraises deux tailles peuvent être utilisées pour des travaux de perçage sur les perceuses, même ordinaires. Il faut pour cela choisir une fraise qui coupe au centre (toutes ne le font pas) et s'assurer de la rigidité du montage de la pièce sur la machine.

Une fraise trois dents dont l'une coupe au centre.
La réalisation d'une portée plane avec ce type de fraise est quasiment obligatoire avant tous les perçages qui démarrent obliquement par rapport à une surface.
Une alternative consiste à utiliser un canon de perçage pour guider parfaitement le foret.
Pour percer de très grands trous avec une perceuse-fraiseuse, on peut utiliser ce type de fraise en faisant tourner la pièce sur un plateau circulaire. Encore faut-il que la machine soit assez grosse pour accueillir le plateau circulaire et la pièce.
Définition du plateau circulaire, voir l'article l'ablocage en fraisage. Lien
Forets étagés
Les forets étagés étaient à l'origine des outils à usage plutôt industriel et réservés à la grande série.
Foret étagé industriel

Ce type de foret réalise en une seule opération le trou de passage de vis et son lamage ou son fraisurage.
Depuis une trentaine d'années, on trouve dans le commerce des forets multi étages qui permettent de percer des trous de diamètres importants dans des tôles en agrandissant progressivement le diamètre. Bien connus des électriciens pour percer les armoires avec des machines portatives, on peut aussi les utiliser sur des perceuses fixes. Leur morphologie permet de percer de grands diamètres avec des machines de faible puissance.
Foret multi-etagé

Alésoirs
Les alésoirs permettent d'obtenir des trous de bien meilleure qualité géométrique que les forets. la cylindricité, la rugosité, le diamètre sont améliorés. Il faut évidemment utiliser des alésoirs-machine. Les vitesses de coupe utilisées en perçage doivent être divisées par quatre lors de l'alésage. La lubrification à l'huile entière est préférable.
Pour obtenir les meilleurs résultats, le trou demi fini doit avoir un diamètre de 98% du diamètre à aléser.
Alésoirs taille Gammon
Ce sont des alésoirs hélicoidaux. ils sont indispensables lorsque la pièce comporte des trous sécants pour éviter la déviation de l'outil.

Ces alésoirs éliminent aussi bien mieux les copeaux lorsqu'ils travaillent dans des trous borgnes.
Alésoirs creux DIN 219
Les alésoirs creux suivant DIN 219 sont des outils sans queue. On les monte sur des mandrins coniques qui peuvent accueillir plusieurs tailles d'alésoirs.
Ces outils sont bien pratiques sur les machines qui ont un petit col de cygne puisqu'on peut monter de gros alésoirs sur des queues très courtes. Aussi très intéressants pour aléser le fond d'un trou profond en utilisant une queue très longue.
Généralement, la précision des broches des perceuses et celle des mandrins est très insuffisante pour garantir la coaxialité de l'outil avec l'axe de rotation de la machine; Il s'ensuit que l'alésage réalisé est plus grand que l'alésoir. Avec une perceuse-fraiseuse de qualité, on peut améliorer considérablement la situation en montant des alésoirs à queue conique ou des alésoirs à queue cylindrique dans des mandrins à pinces. Si ça ne suffit pas, l'utilisation d'un mandrin flottant devient indispensable. Grâce au mandrin flottant, l'alésoir se centre automatiquement sur le trou demi-fini puis sur le début de l'alésage.

Hélas, l'encombrement du mandrin flottant est parfois incompatible avec les machines de petite taille.
Alésoirs chaudronniers (forets aléseurs)
Les alésoirs chaudronniers sont des outils plus particulièrement destinés à aligner des trous, notamment dans des tôles empilées. Ils ressemblent à des alésoirs de précision, mais ont une longue entrée conique qui permet une mise à la cote progressive.
Alésoir chaudronnier

Les alésoirs chaudronniers ne sont pas des outils de précision.
Alésoir conique
L'alésoir conique réalise des alésages coniques précis. Ils servent principalement pour la finition des trous de goupilles coniques très utilisées dans le domaine de la machine-outil.
Les plus courants ont une pente à 2%.
On doit aléser les deux pièces ensemble. Pour cette raison l'opération de finition et souvent réalisée manuellement, mais on pourrait très bien le faire avec une perceuse.
L'alésoir conique est un outil de précision.
Mèches à canon
Les mèches à canon sont des outils simples qui sont généralement réalisés dans l'atelier utilisateur. Ils servent à aléser des trous déjà ébauchés et demi-finis.
Il s'agit d'un barreau cylindrique (souvent un poinçon d'outil de découpe) en acier trempé (généralement de l'acier rapide) rectifié au diamètre au bout duquel on vient réaliser un plat à la meule (en général à la rectifieuse.)
Mèches à canon

La pointe n'est pas indispensable. Un simple cylindre avec un plat sur la moitié de sa section fonctionne très bien.
La lubrification doit être importante pour éviter les grippages car cet outil frotte beaucoup dans l'alésage qu'il réalise.
C'est à la fois "l'alésoir du pauvre" et " l'alésoir d'urgence". Le principal défaut de cet outil est d'évacuer très mal les copeaux. On l'utilise souvent pour rénover un alésage malmené en le portant à une cote à peine supérieure.
Tête à aléser
Les têtes à aléser ne sont utilisables que sur les perceuses-fraiseuses puisqu'on doit les retenir avec un tirant. Hélas, la majorité des perceuses-fraiseuses ne dispose pas d'un col de cygne assez haut pour accueillir ce genre d'outils.
Usinage à la tête à aléser (ici sur fraiseuse universelle)
Pour qu'un trou réalisé à la tête à aléser soit géométriquement correct, il convient de bien immobiliser la pièce. Si la table bouge pendant l'usinage, on obtiendra un trou elliptique, quadrilobé ou de forme indéfinie. Pour cette raison, il est préférable de brider la pièce sur la machine plutôt que sur une table croisée.
Bête à corne
On trouve dans le commerce des appareils à decouper de grosses rondelles dans des tôles ou des plaques de matieres plastiques ou d'elastomeres.

Par leur mode d'action, ils ressemblent à une tête à aléser. Mais ils sont nettement moins chers et surtout moins rigides.
Je trouve ces outils particulierement dangereux. Surtout si on les utilise sur une perceuse non fraiseuse. Dans ce cas, il n'est pas rare que le cone Morse (sans tirant) se déboite ce qui provoque l'engagement de l'outil dans la piece. Si la machine ne cale pas, la piece vole dans l'atelier ou l'outil se tord ou se brise.
La piece doit imperativement être fortement maintenue (bridage et si possible butée par obstacle) sur la machine. Ne jamais essayer de la tenir à la main.
Outre la dangerosité, il a quelques modeles un peu plus serieux que les autres, notamment ceux qu'on pourrait fabriquer soi-même, mais la plupart des modèles à faible coût ne sont même pas capables de faire un seul trou de grand diametre. Pour les diametres importants, dans les métaux, les outils en acier brulent et ceux en carbure cassent à cause des vibrations.
Pour les petits diametres, il faut que l'outil presente une tres forte depouille tangentielle pour ne pas talonner. Même si le risque de vibrations est moindre que pour un grand diametre, la depouille importante convient tres mal aux outils en carbure. Mieux vaut tailler l'outil dans un poinçon cylindrique en acier rapide. Il doit être aussi court que possible pour reduire les vibrations. Ne pas hesiter à lubrifier à l'huile ou au petrole pour refroidir l'outil et limiter au maximum la vitesse de coupe.
Ce type d'outil doit n'être envisagé que comme derniere chance pour realiser une pièce impossible à obtenir par un autre moyen.
Une technique pour découper des matériaux tendres, présentée par Patrick Doireau
C'est bien moins dangereux que les bêtes à corne. Et très efficace.
Fluoperçage
Le fluoperçage est une technique utilisée pour augmenter l'épaisseur locale des tubes minces à l'emplacement des taraudages.
L'outil en carbure monté sur une perceuse (puissante) ne coupe pas. Il echauffe le metal pour l'emmener dans des tempetaturrs où il prend un comportement plastique, ensuite le metal est forgé par l'outil. Il n'y a aucun copeau. La matiere enlevée au niveau du trou est refoulée en peripherie ce qui augmente l'épaisseur locale.
Tarauds
Pour tarauder avec une perceuse, on doit utiliser un taraud-machine. Plus encore que pour tarauder à la main, il importe de choisir le bon type de taraud parce que sauf exception, les perceuses ou perceuses-taraudeuses ne sont pas capables de réaliser automatiquement des débourrages
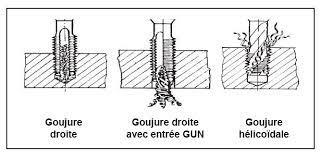
Tarauds à coupe GUN
Les tarauds à coupe GUN forment des copeaux qui sont repoussés vers l'avant. On ne peut les utiliser que pour les trous débouchants.
Tarauds hélicoïdaux
Les tarauds hélicoïdaux évacuent les copeaux vers l'arrière. Ce sont les plus adaptés pour le taraudage à la machine de trous borgnes.
Document 4MePro
Tarauds à refouler
Les tarauds à refouler aussi appelés "par déformation" sont une alternative intéressante pour tarauder des matières tendres. En écrouissant fortement le métal, ils augmentent la résistance du filet taraudé. De surcroît, ils ne produisent pas de copeau ce qui simplifie le nettoyage des pièces. Les industriels apprécient ce dernier point. Les tarauds à refouler n'ont pas de goujure.
Taraud à refouler

Le taraudage par déformation n'obéit pas aux règles du taraudage par usinage. Les diamètres des avant-trous sont différents de ceux qu'on utilise en usinage. En effet, le taraud refoule la matière qu'il enlève pour former le fond de filet vers la zone où se forme le sommet de filet. L'égalité des volumes enlevés pour former le fond de filet et ceux apportés pour former le sommet de filet est obligatoire (avec une petite tolérance, mais dans tous les cas toute la matière retirée doit pouvoir être accueillie dans la zone où se formera le sommet de filet. Les fabricants de tarauds à refouler indiquent les valeurs d'avant-trous adaptées à leurs tarauds.
Montage des tarauds
Pour éviter les ruptures de tarauds, il est conseillé d'utiliser des mandrins flottants lorsque la pièce est débridée entre le perçage et le taraudage. Il en existe différents types.
- les mandrins flottants à compensation radiale permettent de travailler avec un défaut de localisation de l'axe de la broche par rapport à l'axe du trou ;
- les mandrins flottants à compensation angulaire rattrapent les défauts de verticalité des broches ou avant-trous ;
- les mandrins avec compensation axiale sont surtout utilisés sur les machines à commande numérique pour compenser les écarts d'avance de l'outil avec le pas réel du taraud ;
- les mandrins à limiteur de couple évitent les bris de tarauds par patinage de l'entrainement.
Certains mandrins flottants combinent plusieurs types de compensation ou limitation.
Mandrin de taraudage à compensation axiale

Ce type de mandrin utilise des douilles qui limitent le couple transmissible au taraud. Il évite le bris du taraud en butée dans un trou borgne, mais n'assure ni le centrage du taraud, ni son extraction. Ne peut être utilisé que sur une perceuse-taraudeuse.
Prix : 50-150 Euros
Taraudage avec une perceuse simple (non taraudeuse)
Il est possible de tarauder avec une perceuse non réversible en utilisant un appareil à tarauder réversible. L'appareil inverse automatiquement le sens de rotation du taraud lorsqu'on remonte la broche. Pour pouvoir inverser le sens de rotation l'appareil a besoin d'un appui fixe.
Il existe plusieurs cinématiques. Certains modèles n'ont aucun limiteur de couple. D'autres ont un limiteur de couple à friction qu'il faut prérégler en fonction du couple outil-matiere. Le plus connu est le Tapmatic X.
Enfin, certains modèles sont sensitifs. C'est l'opérateur qui en fonction de la force qu'il exerce sur le cabestan de la machine va gérer le couple transmis au taraud. Cette solution évite d'avoir à régler l'appareil. Mais elle demande une petite accoutumance qui dans les faits est assez rapide. Les appareils Servex fonctionnent comme ça. Ils sont très bien adaptés aux perceuses sensitives.
Le mécanisme a embrayage préréglé et compensation axiale double (avance et recul) est plus polyvalent puisqu'utilisable également aussi sur tour ou fraiseuse. Une fois l'embrayage déclenché, sur tour ou fraiseuse, on inverse le sens de rotation de la broche. Sur tour, il faut monter la tête à tarauder sur la tourelle pour réaliser des taraudages dont la longueur dépasse la course de compliance axiale. Et dans ce cas, on utilise l'avance automatique sans se servir du dispositif d'inversion de sens. Sur les tours dont la poupée mobile possède une avance automatique (HBX, HBY) on peut monter la taraudeuse directement sur la poupée.
Sur fraiseuse, il faut régler une avance proche du pas à réaliser. Ce n'est pas toujours possible.
Les appareils à tarauder dans leur ensemble réduisent la capacité des cols de cygnes des machines. En pratique, ils sont parfois difficiles à utiliser avec les petites perceuses d'établi.
Appareil à tarauder réversible à limiteur de couple Tapmatic

Prix : 1000 à 2000 Euros
Pour tarauder avec de gros tarauds, la machine doit fournir un couple important. En conséquence, le couple disponible à la broche des machines de faible puissance limite la taille des taraudages réalisables, surtout dans les aciers. Evidemment, les perceuses sans réduction de vitesse mécanique disposant seulement d'un variateur électronique sont très mal adaptées pour réaliser des taraudages de diamètre conséquent.
De toutes façons, pour moi, ces machines ne sont pas bonnes à grand-chose. Sauf peut-être à attraper des gogos...
Taraudage à la perceuse sans fil
La plupart des perceuses-visseuses sans fil réversibles conviennent bien pour réaliser de petits taraudages (jusqu'à 6 ou 8 mm au maximum) à condition de bien régler leur limiteur de couple.
Taraudage à la perceuse portative pneumatique.
On peut tarauder avec une perceuse manuelle pneumatique puissante equipée d'une tête a tarauder adaptée.
Taraudage manuel sur perceuse d'établi ou à colonne
Même si on ne dispose pas de l'outillage nécessaire à l'entraînement d'un taraud-machine par la broche d'une perceuse, il peut être intéressant de tarauder manuellement sur la machine juste après avoir foré et chanfreiné l'avant-trou. Si on ne déplace pas la piece, on peut guider le taraud avec une pointe à ressort montée dans la broche. Le taraud maintenu parfaitement dans l'axe du trou pourra être entraîné avec un tourne à gauche ou même une clé plate. L'un des avantages de cette méthode est de faciliter l'utilisation manuelle de tarauds-machines. Ces tarauds, lorsqu'ils sont hélicoidaux limitent fortement les risques de bourrage de copeaux dans les trous borgnes par rapport aux tarauds à main. Il est également beaucoup plus facile de se procurer des tarauds-machines adaptés à des matériaux durs (aciers pré-traités) ou à copeaux longs (alliages d'aluminiums de la série 5) que des tarauds à main. À ma connaissance, ces outils manuels specifiques n'existent pas sur catalogue. Enfin, le taraud-machine utilisé manuellement agit beaucoup plus rapidement que les trois tarauds manuels. En contrepartie il est beaucoup plus difficile à positionner sans l'aide d'un guide.
POUR ALLER PLUS LOIN
Pour en savoir plus sur les outils, leurs matériaux et leurs revêtements consultez les pages de ce blog consacrées aux matériaux pour outils :
Usinage à l'outil. Première partie : les matériaux des outils
Et les suivantes (liens en fin de pages)
Pour en savoir plus sur le taraudage :
Filetages seconde partie : réalisation des taraudages
Regles de sécurité
On ne travaille jamais avec des gants sur une machine-outil.
Les porteurs de cheveux longs doivent les attacher pour eviter qu'ils se fassent happer par les outillages tournants
Ne jamais tenir une piece à la main. Les pieces doivent être solidement fixées sur la machine. Les etaux aussi. Quand ce n'est pas possible, par exemple en cas de travail sur des pieces de tres grandes dimensions, on peut orienter une piece pour qu'elle vienne buter contre la colonne ou le col de cygne si l'outil se bloque dans la piece.
Attention aux pieces en alliages cuivreux. Avec de tres nombreuses nuances, les angles de coupe des outils ne doivent jamais être positifs. Dans le cas contraire la piece "avale " l'outil. Quand ça vous arrivera, vous comprendrez vite. Mais il sera peut-être trop tard. Au mieux, le cabestan de la machine echappera à votre contrôle. Au pire, la piece et l'étau s'il n'est pas boulonné "grimperont" sur le foret. Le foret se bloquera et l'etau échappant à votre contrôle se mettra à tourner. Un foret de 6mm peut faire décoller un étau de 10 kg. Si les courroies ne patinent pas, l'outil se brise et pièce et etau sont projetés dans l'atelier.
Tout le monde se fait avoir un jour ou l'autre. Même quand on le sait....
Pour les perceuses à fixation magnétique, ne pas hesiter à ajouter un ou deux serre-joints quand c'est possible. Quand les outils s'emoussent on est obligé d'appuyer plus fort sur le cabestan. Et parfois, on arrive à décoller la machine de son support. Mais le moteur ne s'arrete pas pour autant.
Bons copeaux et merci de votre visite.
Dernière mise à jour : avril 2025.
A découvrir aussi
- Le soudage, sixième partie : métallurgie du soudage aciers alliés.
- La peinture. Première partie : Choix de la laque et préparation
- Métrologie dimensionnelle. Seconde partie : capabilité des instruments de mesure des dimensions

Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 132 autres membres