
Cônes et pinces pour l'usinage
PREAMBULE
Parmi les questions qui me sont souvent posées et qui reviennent régulièrement sur les forums d'usinage, celles qui concernent l'identification d'un cône de broche ou d'une pince de serrage destinée à l'usinage sont assez fréquentes.
Les cônes de broche ou de fourreaux de poupée mobiles sont majoritairement des cônes normalisés, mais il existe des exceptions.
Les cônes extérieurs de nez de broches de tours ont déjà été présentés à la fin de l'article intitulé l'ablocage au tour. Nous ne reviendrons pas sur ce type de cône. Les lecteurs intéressés par ce sujet pourront se reporter à l'article cité en référence avec le lien suivant :
L'ablocage au tour (utilisation des mandrins)
Les pinces de serrage ont deux vocations principales :
- maintenir un outil ;
- maintenir la pièce ou la matière travaillée, on les appelle par défaut pinces de serrage matière.
La plupart des pinces sont aussi normalisées, mais des pinces hors-norme existent également.
Cet article fait le point sur mes connaissances actuelles en la matière. Il sera mis à jour chaque fois que je découvrirais des modèles aujourd'hui inconnus. Les interventions des lecteurs destinées à enrichir cette page sont les bienvenues.
En raison de la grande diversité des montages, cet article sera rédigé en deux parties. la première partie, sur cette page traitera des cônes de broches ou de machines--outils.
Les pinces de serrage de matière et les pinces de serrage d'outils seront présentées dans une seconde partie.
=================================================================
CÔNES INTERIEURS DE BROCHE OU DE FOURREAUX ET CÔNES DE QUEUES D'OUTILS
Cônes normalisés
Au début de l'ère industrielle, les fabricants de machines ont utilisé des conicités et des dimensions à leurs guises. Certains de ces cônes "propriétaires" ont au fil du temps été utilisés par d'autres fabricants, devenant progressivement des cônes standard. Certains ont été normalisés ce qui a encore renforcé leurs parts de marché. De nos jours à de rares exceptions près, les cônes normalisés équipent la quasi-totalité du marché.
Cônes Morse
Les cônes Morse sont les plus utilisés à travers le monde.
Morse s'écrit avec une majuscule parce que ces cônes ont été inventés en 1864 par Stephen Morse le fondateur de la société Morse twist drill and machine company. Au départ brevetés, ces cônes sont tombés dans le domaine public.
Lien vers l'histoire de la compagnie Morse
En France, on les appelle CM (Cône Morse) suivi d'un numéro indiquant leur taille.
Dans les pays de langue anglaise on abrège leur appellation en MT (Morse taper) suivi du numéro correspondant à leur taille. Ailleurs, notamment en Allemagne on préfère utiliser l'appellation MK (Morse Kegel) suivie du numéro correspondant à la taille.
Il en existe trois sortes :
- Les cônes à tenons équipent les outils dont l'avance est dans l'axe de la queue, principalement des forets ;
- Les cônes taraudés, sont généralement utilisés pour les outils de fraisage qui peuvent être appelés à travailler avec une avance radiale ou composée ;
- les cônes filetés sont plus rares. En général ce sont des cônes de très faibles dimensions dans lesquels il serait difficile de réaliser un perçage et un taraudage.
Cônes Morse 0 filetés sur de petits alésoirs

Dimensions des cônes Morse et des cônes 5 %

Dans les pays anglo-saxons, les cônes à tenons sont appelés MTA et les cônes taraudés MTB.
La conicité faible des cônes Morse induit des avantages et des inconvénients. Parmi les avantages, la tenue par simple adhérence pour les outils dont l'avance est dans l'axe du cône. Pour ces outils, un tirant n'est pas nécessaire. Le principal inconvénient des cônes Morse est de se coincer très fortement quand on monte un cône mâle froid dans un cône femelle chaud. Une fois les températures homogénéisées, l'assemblage devient très difficilement démontable parce que le cône mâle s'est dilaté et le cône femelle rétracté. Pour faciliter l'extraction des cônes équipés de tirants qui ont été trop serrés ou montés avec des différences de températures, on peut utiliser des douilles réductrices dont le cône mâle est pourvu d'un écrou d'extraction. Ces cônes répondent aux spécifications de la norme NFE 62-526.
Douille NFE 62-526

On notera que la conicité dépend de la dimension des cônes Morse, mais elle est toujours voisine de 3 degrés.
Autrefois souvent employés pour les broches des fraiseuses universelles, ils ont quasiment été abandonnés sur les machines professionnelles en raison de leur propension à rester coincés dans les broches à tirants.
Ils sont toujours utilisés pour la plupart des broches de perceuses, broches et fourreaux de tours.
Il existe des cônes fendus, avec ou sans tenon. Ils comportent un alésage cylindrique. Ils fonctionnent comme les pinces de serrage outil. Ils répondent à la norme DIN 6328. Certains ont un fond de cône de section carrée. Ces derniers sont utilisés sur des taraudeuses industrielles.

Cônes 5%
Souvent confondus avec les Morse, les cônes 5% sont nettement moins courants. 5% correspondent à environ 2° 48' d'angle.
Cônes 5 % métriques
Leurs dimensions figurent dans le tableau ci-dessus à côté de celles des cônes Morse. On les rencontre sur des machines anciennes, comme les premiers tours Crouzet. L'outillage à queue 5 % est difficile à trouver.
Cônes JARNO
Ce sont des cônes 5% dont les plans de jauge sont côtés en dimensions impériales. On en trouve notamment sur les tours Monarch 10.

Cônes 10%
Cônes métriques qu'on rencontre à l'intérieur des broches de certains tours des marques Cazeneuve, H Ernault-Somua, Ramo, etc., mais pas tous. Les cônes 10% se coincent moins facilement que les cônes Morse ou 5 % et assurent une meilleure localisation axiale. C'est pour cette dernière raison qu'ils sont souvent préférés pour les butées de broche de tours.
Cones 7/24
Aussi appelés ISO, SA, SK, BT, CAT suivis d'un numéro à deux chiffres qui indique leur taille, ces cônes ont tous la même conicité : 7 mm sur le diamètre pour 24 mm de longueur. ça correspond à environ 16,5° de conicité.
Grâce à cette conicité, les cônes 7/24 ont très nettement moins tendance à se coincer. On est donc obligé de les maintenir avec des tirants ou des tirettes. Ils sont principalement utilisés sur les fraiseuses, les grosses défonceuses.
Cônes SA (Standard Américain ou SAE suivant les auteurs)
Le cône SA a été inventé en 1927.
Ce sont des cônes 7/24 réalisés suivant la norme DIN 2080. Autrefois très courants ils sont de plus en plus souvent remplacés par les cônes SK et BT qui sont plus adaptés aux changeurs d'outils automatiques.
Une broche SA (DIN 2080) peut accueillir des cônes mâles SK ou BT de dimensions identiques. Sur certaines broches, il est nécessaire de modifier l'un des lardons car les SA sont symétriques à ce niveau alors que les SK ne le sont pas.
Les dimensions les plus utilisées sont 30-40 et 50.
Cônes SK
Les cônes SK et BT (voir ci-dessous) sont des déclinaisons du cône 7/24 permettant le changement automatique d'outils. Ce sont des cônes 7/24 réalisés suivant les normes ISO 7388-1 et DIN 69871
Le grand diamètre du porte-outil comporte une gorge qui ressemble à celle d'une courroie trapézoïdale. Les rainures qui servent à loger les tenons coupent totalement la gorge.
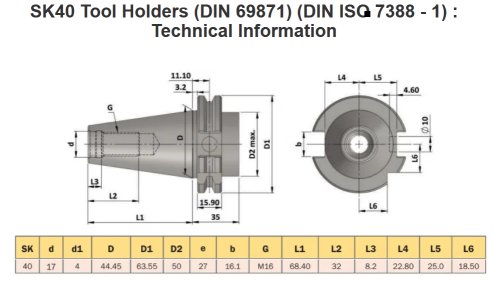
On remarquera que les rainures accueillant les lardons de la broche ne sont pas symétriques. une entaille se trouve aussi du côté de la rainure la moins profonde (cotes L6.)
Les dimensions les plus courantes sont 30-40 et 50. pPlus rarement, on rencontre des 20, 25 ou 45. Les machines de l'Education Nationale française ont fréquemment des broches SK 25 ou SK 45.
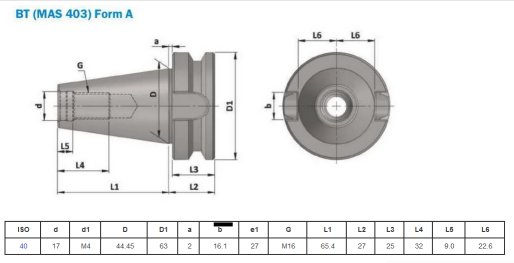
Cônes BT
Aussi connus sous l'appellation JMTBA.
Ce sont des cônes 7/24 réalisés suivant les normes MAS 403 ou ISO 7388-2. Ils équipent désormais la plupart des machines allemandes et beaucoup d'autres.
Ces cônes ont aussi une gorge trapézoïdale. les rainures qui accueillent les tenons de la broche ne coupent que partiellement la gorge.
Cônes CAT et NT
Cônes 7/24 conformes à la norme ISO 7388-1 mais légèrement différents des SK. L'encoche qui sert à orienter angulairement l'outil sur les cônes SK n'existe pas sur les cônes CAT. Cette encoche n'étant normalement pas utilisée sur les machines à broche SA, les CAT peuvent se monter sur ces broches sans modification.
Les cônes CAT ont été développés par la société Caterpillar. c'est une société américaine; ainsi, leur taraudage arrière a un filetage impérial, alors que les SK ont un filetage métrique.
Les cônes NT, NMT ou NMTB (National Machine Tool Builders) ont une conicité de 3,5" par pied soit 7/24. Ils se réfèrent à la norme ANSI B5.18.
Cônes DECKEL
De nombreuses fraiseuses Deckel, Maho, DMG (peut-être) utilisent des cônes 7/24 à queue filetée. Certains sont fendus à la manière des pinces de serrage matière pour serrer directement l'outil dans le cône sans adjonction de pince.
Cônes 7/24 à démontage rapide pour broche SA
Les cônes SK et BT équipés d'une tirette se démontent quasi-instantanément de la broche sur laquelle ils ont été montés. Ce n'est pas possible avec les cônes SA qui nécessitent normalement le dévissage du tirant. Mais il y a eu des montages permettant un échange rapide.
j'ai dans mon atelier un mandrin à pinces OZ d'origine inconnue. sa collerette comporte deux plats non parallèles. On le monte dans un adaptateur qui permet de le retenir en tournant une bague de 180 degrés.
En haut le mandrin avec ses plats non parallèles sur la collerette. En-dessous un réceptacle dont "JF62"m'a envoyé la photo

En tournant la bague, les plats se trouvent emprisonnés dans l'adaptateur.
Comme je n'ai pas l'adaptateur, j'utilise ce mandrin comme un mandrin SA40 ordinaire.
Cônes JACOBS (JT = Jacobs taper)
Il s'agit d'un type de cônes qu'on rencontre sur les mandrins porte-foret et leurs arbres de montage. Quelques machines peuvent avoir une broche à cône jacobs. j'en ai déjà rencontré sur certaines perceuses Précis.
Dimensions des cônes JACOBS

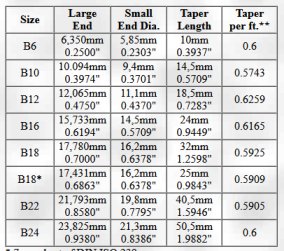
Cônes B
Cônes de mandrins porte-forets et arbres porte-mandrins. Suivant DIN 239. Directement concurrents des cônes JACOBS.
HSK
Porte-outil modulaire développé par Sandvik Coromant.
A l'instar du 7/24, le cône HSK existe en plusieurs déclinaisons suivant que le changement d'outil se fait manuellement ou automatiquement.
Les tailles courantes sont 50 - 63 - 100.
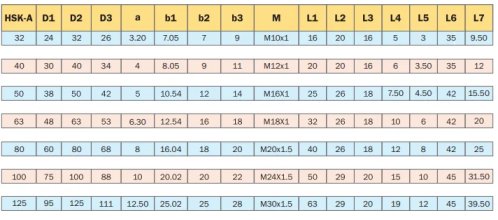
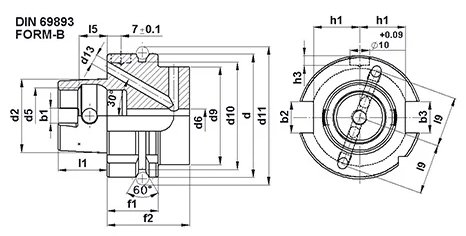
HSK A
Tous usages, changement d'outil automatisé. Selon DIN 69893.
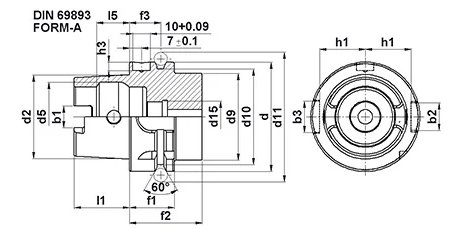
Cotes des HSK A
HSK B
Seulement pour outils fixes, changement d'outil automatisé.
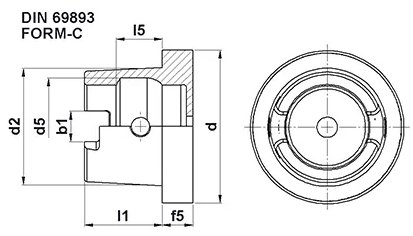
HSK C
Tous usages changement d'outil manuel.
HSK D
Seulement pour outils fixes changement d'outils manuel.
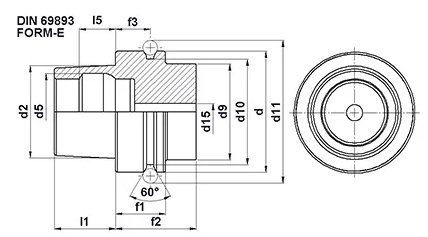
HSK E et F
Usinage à grande vitesse, changement automatisé, sans encoche.
KM
Cône Kennametal qui de loin ressemble aux HSK.
Existe en tailles 32-40-50-63

Cône intérieurs B&S
Voir B&S au chapitre cônes extérieurs de broche.
Cônes non normalisés
Cône SDT (REY Saut Du Tarn)
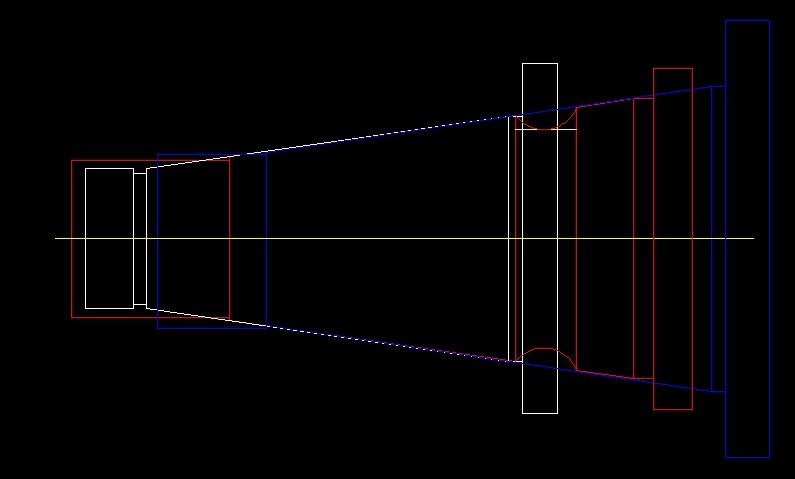
Le cône SDT équipe la broche de la perceuse RC40. Souvent confondu avec un SA45 par les revendeurs de machines. C'est un cône 7/24. Mais du SA45, il n'a ni les côtes, ni le mode de fixation. Il est retenu dans la broche par des billes. En tournant une bague moletée, on engage ou on dégage les billes de retenue. Le démontage rapide de ce cône est un avantage. Son inconvénient est de ne pas être normalisé.
Sur le plan ci-dessous, j'ai représenté en noir un SA45, en rouge un SDT et en bleu un SA50.
Cône Monarch

R8
Cône typique des machines Bridgeport qui est aussi utilisé par d'autres fabricants.
Dimensions impériales.

Cônes à démontage rapide LAIP
Il s'agit de dispositifs adaptables sur une broche qui permettent un changement rapide d'outillage. Leur fonctionnement s'apparente à celui des Saut Du Tarn, mais les douilles sont nettement plus petites.

Douilles de réduction spéciales pour poupée mobile Cazeneuve à cabestan
Ce sont des douilles réductrices cône Morse sans tenon équipées d'une goupille anti-rotation.

Ces douilles ont un cône exterieur Morse numéro 5. On peut les utiliser sur d'autres machines dont le fourreau n'a pas de logement de tenon en modifiant legerement le fourreau. Pour les tours dont le cône de fourreau est plus petit, on peut fabriquer des douilles plus petites. A ma connaissance ça n'existe pas dans le commerce. Sinon, on empeche la rotation des gros forêts en les retenant avec un toc. Ce n'est pas toujours très pratique si on ne dispose pas d'un toc coudé.
====================================================================
CÔNES EXTERIEURS DE BROCHES POUR MONTAGE D'OUTILLAGES
Les cônes équipant les nez de broches de tours sont présentés dà la fin de l'article L'ablocage au tour. Cliquer sur le lien pour consulter l'article L'ablocage au tour (utilisation des mandrins)
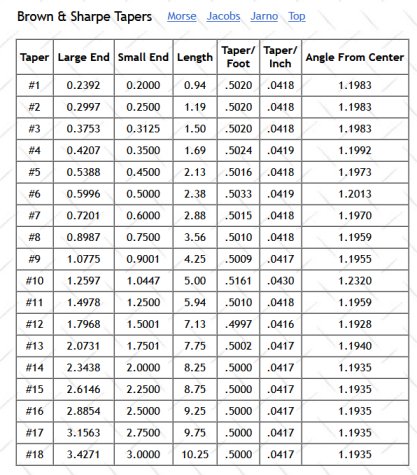
Cônes B&S (Brown et Sharpe)
Ces cônes qu'on rencontre souvent sur les broches de rectifieuses peuvent parfois être utilisés sur d'autres machines.
Il a existé des fraiseuses équipées de cônes B&S dans leurs broches. les Huré 33, par exemple ont une broche B&S #10.
Les cônes B&S ont pour la plupart une conicité de 1/24, mais il y a des exceptions (voir tableau ci-dessous.
Cônes B&S
Cônes Cincinnati
Cônes de broche des affuteuses Cincinnati. A connaitre pour fabriquer des porte-meules.
Les cônes Cincinnati ont une conicité de 4,5" TPF (Taper per foot = conicité par pied)
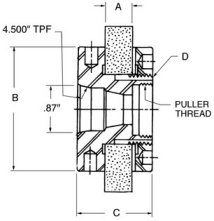
Leur conicité est donc de 4,5 pouces par pied de longueur.1 pied = 12 pouces. Donc conicité 9/24.
Le diamètre d'entrée est égal à 0,87 pouce.
Cones des arbres de montage d'alésoirs creuc selon DIN 219

Les alésoirs creux selon DIN 219 ont une conicité intérieure égale à 1/30.
Cones Dufour et Huré
Certaines fraiseuses Dufour et Huré très anciennes ont des cônes Dufour ou Huré. On ne trouve plus d'outillage adapté depuis longtemps dans le commerce. En cas de besoin il faut realiser soi-même un adaptateur.
CONCLUSION
Nous avons présenté les cônes les plus utilisés dans les broches et fourreaux de machines-outils. Cette page s'enrichira progressivement au fil du temps.
Suite
Pinces de serrage utilisées pour l'usinage. Lien ci-dessous.
Mise à jour 10/12/2024
A découvrir aussi
- De nouvelles soupapes pour les très hauts régimes
- Arrivée d'une nouvelle fraiseuse (guide d'achat fraiseuse intégré)
- Métrologie dimensionnelle. Seconde partie : capabilité des instruments de mesure des dimensions

Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 132 autres membres