
Filetages seconde partie : réalisation des taraudages
Dans la première partie de cet article, Filetages première partie : ce qu'il faut savoir pour la maintenance nous avons présenté les filetages triangulaires les plus courants : ISO, SI, BSP, BSW, BSF, NPT, UNC, UNF.
Souvent les vis utilisés sont des vis du commerce, par contre dans de très nombreux cas en mécanique automobile, la fonction écrou est réalisée par un taraudage (filetage femelle) dans un carter ou une pièce constitutive.
Il existe quelques exceptions dont nous ne detaillerons pas la realisation ici : filetages interieurs réalisés au tour ou à la fraiseuse à commande numérique.
Le mécanicien amateur ou professionnel est donc souvent confronté aux problèmes concernant la réalisation de taraudages ou à leur réparation. Dans cette seconde partie nous allons aborder quelques points concernant la réalisation des taraudages et notamment les aspects concernant les outillages.
TECHNOLOGIES DE TARAUDAGE
Dans la majorité des cas, les taraudages sont réalisés avec des tarauds. Il existe des tarauds à main, commercialisés en jeux de deux (ébaucheur et finisseur) ou de trois (ébaucheur, demi-finisseur et finisseur.) et des tarauds-machine dont un seul suffit pour obtenir le taraudage souhaité. sauf cas particulier (taraudage jusqu'au fond d'un trou borgne, fortement déconseillé) ou taraudage de gros diamètres dans des matériaux durs, il n'y a pas beaucoup de raisons de privilégier les tarauds à main lorsqu'on procède manuellement. En effet, si les tarauds-machine sont généralement plus chers, on n'en utilise qu'un seul ce qui rend souvent le coût global d'outillage moindre.
L'amateur qui ne possède pas de taraudeuse peut tout de même réaliser des taraudages de petits diamètre, surtout dans les alliages d'aluminium, en utilisant une perceuse-visseuse sans fil dont le limiteur de couple aura été réglé à la valeur minimale nécessaire à la pénétration du taraud dans la pièce. C'est très intéressant pour la réalisation de séries de pièces.
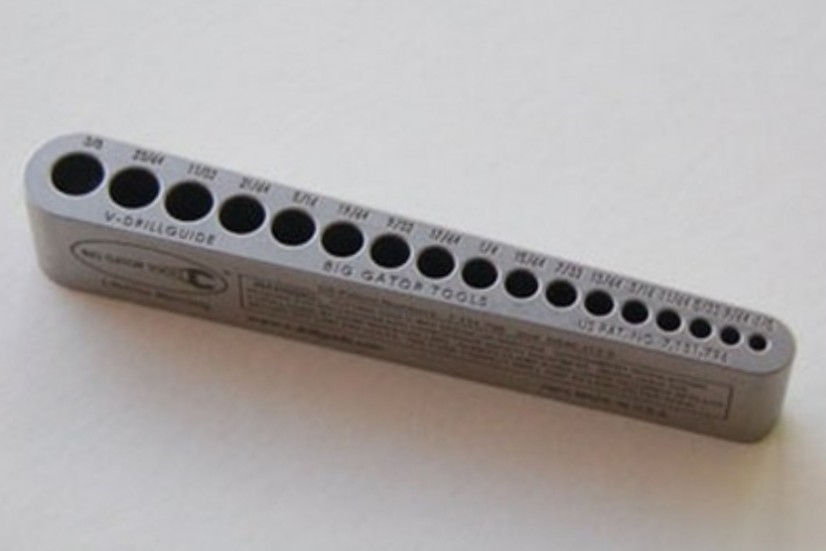
L'alignement parfait de l'axe du taraud avec celui du trou est un gage de reussite et une quasi-assurance contre la rupture d'un taraud (bien choisi et en bon état.) Sans taraudeuse, il existe plusieurs astuces pour y parvenir :
- utilisation d'un bloc metallique percé d'un trou lisse du diametre du taraud pour le maintenir perpendiculaire à la surface lors de l'amorçage du filet.
Guide de taraudage
- pour tarauder à la main sur machine (perceuse, fraiseuse, tour) on peut monter une pointe à ressort dans la broche ou la poupee mobile pour maintenir le taraud dans l'axe et suivre son avance dans la matiere. Pour les tous petits tarauds dont la queue se termine par un cône mâle, la pointe doit parfois être remplacée par un trou conique à ressort.
Il existe différents types de tarauds-machine. Pour tous les travaux courants, l'amateur a intérêt à privilégier les tarauds à goujures droites plutôt que les tarauds à goujures hélicoîdales parce qu'il est possible de les réaffuter manuellement lorsqu'ils commencent à être usés, ce qui est quasiment impossible avec un taraud hélicoïdal. On affute un taraud en rafraichissant la face de coupe selon les méthodes enseignées ci-dessous. Les tarauds hélicoîdaux sont intéressants pour le taraudage à la machine de trous borgnes profonds parce qu'ils évacuent mieux les copeaux ce qui réduit le risque de casse de taraud, souvent au dévissage. Il est possible de réaliser ce type de taraudage avec un taraud à goujures droites à condition de faire de fréquents débourrages. ça prend un peu plus de temps, mais la productivité n'est pas primordiale pour le mécanicien amateur.
On trouve dans le commerce des tarauds-machine à coupe GUN. La face de coupe de ces tarauds est oblique du côté de leur extrémité ce qui repousse les copeaux vers l'avant des tarauds et réduit considérablement le risque de bourrage. Ces tarauds sont à privilégier pour les trous débouchants, par contre leur usage n'est pas recommandé pour les trous borgnes.
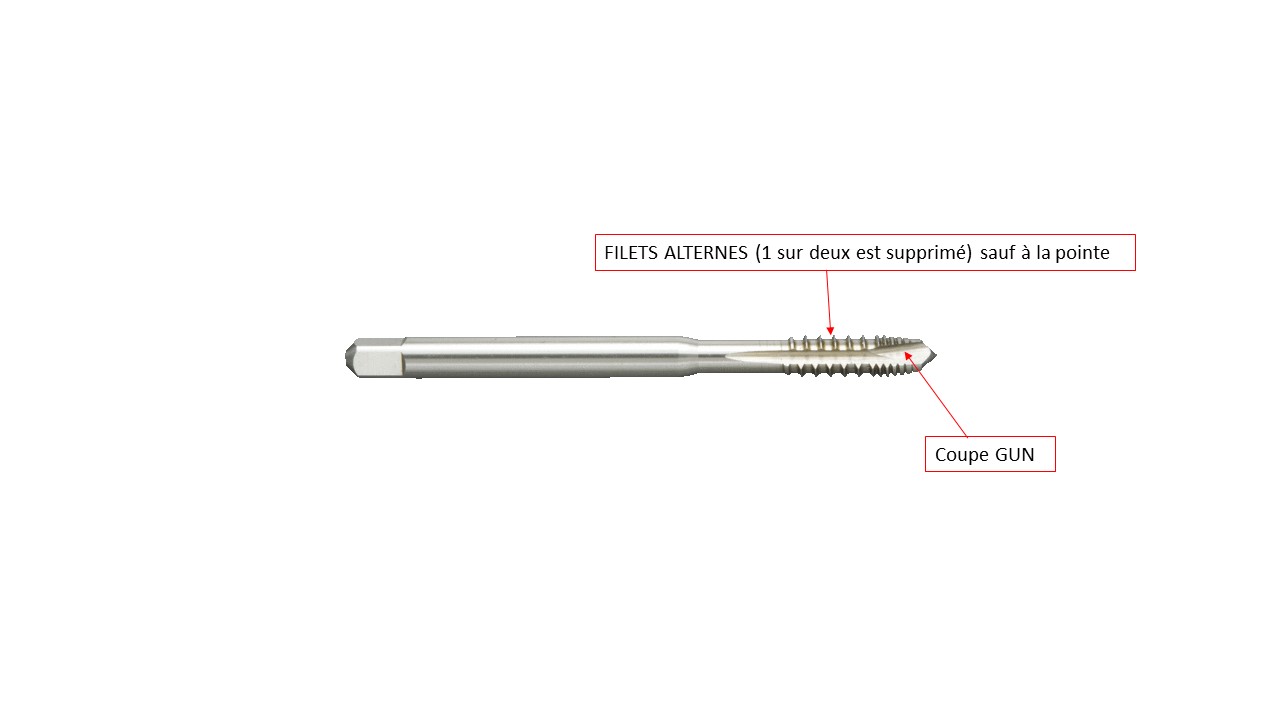
Pour les matières tendres, l'usage de tarauds à filets alternés est très fortement conseillé car il réduit aussi le risque de bourrage. En principe les tarauds à filets alternés sont à coupe GUN. En contrepartie, les tarauds à filets alternés s'usent plus vite que les autres. Il faut vraiment se méfier des matières tendres, car contrairement à ce qu'on croit généralement, c'est dans les matériaux tendres qu'on casse le plus de tarauds à cause des bourrages. Ces tarauds ne conviennent pas pour le façonnage de taraudages jusqu'au fond dans des trous borgnes.
Les tarauds helicöidaux sont les plus performants pour les trous borgnes. Leur affutage necessite une affuteuse performante dont très peu d'amateurs disposent
Ci-dessous, une très bonne vidéo de Haas en anglais, sous-titrée en Français.
Matériaux des tarauds
En théorie, on peut tarauder facilement des matériaux jusqu'à une résistance à la traction de 1100 MPa, mais au-delà de 800MPa, il faut utiliser des tarauds de très bonne qualité, si possible au cobalt qu'on trouve souvent sous la désignation HSSE (les tarauds ordinaires de qualité professionnelle ou semi professionnelle étant des tarauds HSS.) Entre 1100 et 1400 MPa, le taraudage est encore possible, mais il est nécessaire d'utiliser des tarauds HSSEV qui contiennent en plus du vanadium, sont assez coûteux et de toute façons s'useront rapidement.
Aux USA, les tarauds HSSE sont souvent vendus sous la désignation "M42".
Le taraudage avec des outils en carbure (tarauds ou fraises à fileter) n'est pas à la portée de l'amateur car il faut disposer de machines avec des broches particulièrement stables, des dispositifs de compensation axiale et si possible radiale (taraud), des asservissements précis (fraise à fileter) et des broches dont la fréquence de rotation est importante. Le respect des paramètres de coupe est un aspect primordial de la réussite avec l'outillage carbure. On a toujours intérêt à contacter le fabricant d'un taraud carbure et à respecter à la lettre ses prescriptions. Sinon, on s'expose à de coûteux déboires.
Pour être tout à fait complet, il est possible (en prévoyant un bon budget...) de faire tarauder des pièces très dures par électro-érosion avec de bons asservissements. Mais un taraudage trempé sera toujours très fragile, surtout s'il a été réalisé en électro-érosion,ce qui rend son utilisation fortement déconseillée.
Il est possible de tarauder certaines pièces cémentées moyennant certaines précautions. Il faut d'abord s'inquiéter de la dureté a cœur de l'acier pour savoir s'il est taraudable. Si c'est le cas, on réalise un lamage de deux millimètres de profondeur pour éliminer la couche cémentée avec une fraise carbure-martyr (elle va très vite se dégrader) puis on ne taraude que la sous-couche avec un taraud d'excellente facture, typiquement en acier rapide surcarburé genre ASP et assimilé. La durée de vie du taraud sera courte, mais il peut tout de même réaliser quelques pièces.
Les outils vendus dans les magasins de bricolage sous l'appellation "tungstène" (pas HSS) et généralement noirs sont en général de piètre qualité et devraient être réservés à des travaux de nettoyage de taraudages sales car leur aptitude de coupe est très limitée. Il suffit de les observer avec une simple loupe pour en être convaincu. Par contre, ces tarauds peuvent en général être utilisés pour enlever des traces d'adhésif dans un taraudage devant être recollé. c'est toujours mieux que de coller sur des polluants. Mais attention à ne pas les casser dans le taraudage...
Les tarauds avec un revêtement violet TiAlN sont généralement des produits de bonne qualité utilisés par les professionnels parce qu'ils durent très longtemps. Mais leur coût est souvent rédhibitoire pour l'amateur.
Les tarauds de grande marque avec un revêtement doré TiN ont dans une moindre mesure les mêmes qualités et défauts. Nous déconseillons l'achat de tarauds TiN sans marque, souvent de qualité déplorable et vendus en magasins de bricolage.
Il existe des tarauds bagués en couleur (voir photos ci-dessous)
Bague jaune : taraud adapté pour matériaux tendres (aluminium)
Bague bleue : taraud adapté pour matériaux intermédiaires (aciers jusqu'à 800 MPa)
Bague rouge : taraud adapté pour matériaux les plus durs (aciers pré-traités)
Bague verte : tarauds adaptés pour matériaux inoxydables ou exotiques (Inconel et autres alliages de nickel)
Bague blanche : tarauds adaptés pour l'usinage des fontes (conçus pour travailler à sec, ils évacuent mal les copeaux longs.
Ces produits généralement assez chers, sont à conseiller pour des travaux de série ou sur des matériaux difficiles à travailler (inox réfractaires, inconel, etc.)
Enfin, quand on n'a pas de taraud pour un pas spécial, on peut toujours en fabriquer un. Par exemple avec du Z160CDV12 trempé à 1030 °C et revenu impérativement deux fois à 500 °C. Cet acier a la particularité de peu se déformer à la trempe ce qui garantit une géométrie qui peut être acceptable pour des taraudages grossiers. Sans rectification des filets, on obtiendra un outil de qualité à peine supérieure à celle des tarauds "tungsten" des magasins de bricolage. Les filets n'étant ni détalonnés, ni rectifiés, ce taraud ne pourra pas être utilisé pour usiner des matières dures. Ce sera juste un moyen de dépannage.
On peut aussi faire un taraud pour les alliages très tendres aluminium-magnésium (5457, AG3, par exemple) en affutant (voir ci dessous) une vis de qualité 12.9 ou supérieure. Mais il sera encore pire que le précédent car ni détalonné, ni vraiment dur.
Lubrification et affutage des tarauds
Que la matière soit dure ou tendre, un taraud doit être abondamment lubrifié à l'huile entière. On trouve de très bons produits spéciaux en bombe aérosol ou en flacons. L'effort de coupe doit être faible et le taraud NE DOIT JAMAIS GRINCER.
Un taraud qui grince ne coupe plus correctement et risque de casser rapidement. Il faut le remplacer ou éventuellement le réaffuter.
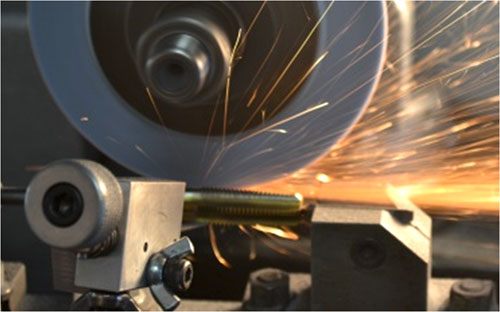
Si on ne dispose pas d'une affuteuse, on peut toujours essayer d'affuter un taraud à main levée sur une meule étroite. Il faut que ce soit un taraud à goujures droites, sinon, l'affutage n'est pas facile pour un amateur. A minima, on peut réaliser des faces de coupe à l'entrée du taraud façon GUN ce qui permet de "sauver" pas mal de tarauds. C'est particulièrement intéressant pour les gros tarauds qu'on n'utilise que très rarement pour éviter d'immobiliser un budget qui serait mieux employé ailleurs. Les gros tarauds sont d'ailleurs assez faciles à affuter à main levée, alors que ça peut être très difficile, voire impossible pour les petits diamètres.
Méthode d'affutage à main levée avec une meuleuse pneumatique et une fraise diamantée ou une petite meule. ici, il s'agit d'un gros taraud pour qu'on voie bien la méthode, mais on peut affuter des tarauds beaucoup plus petits ainsi.
Méthode de rénovation avec une meule plate fine (applicable seulement sur les tarauds à goujures droites
Et résultat obtenu sur un taraud revêtu TiN ce qui permet de bien voir la zone réaffutée

IMPORTANT : pour l'acier, l'angle de coupe (angle entre la face réalisée et un plan radial) doit être environ 8°, mettre un angle de coupe nul pour les laitons, sinon les tarauds bourrent et cassent.
Intérêt des tarauds hélicoïdanx
Taraud hélicoïdal bagué rouge

Outre l'évacuation des copeaux vers l'arrière lors de taraudages profonds et borgnes, les tarauds hélicoïdaux s'avèrent très utiles lorsqu'on doit tarauder des trous sécants et surtout comportant des lumières radiales. En effet, dans ce cas, un taraud à goujures droites a de fortes chances de dévier de l'axe du trou, ce qui conduit souvent à sa rupture. En contrepartie, ces tarauds sont en général assez difficiles à positionner en face du trou lorsqu'on taraude à la main parce qu'ils sont généralement des entrées courtes. On a donc souvent intérêt a ébaucher ou amorcer le taraudage avec un taraud à main et à finir avec ce type de taraud.
La remise en état des tarauds hélicoidaux est assez compliquée pour un amateur. On peut ré-affuter correctement ce type d'outil avec une affiteuse à came. Mais peu d'ateliers en sont equipés, même chez les professionnels.
Affutage d'un taraud helicoïdal avec machine à came Cuoghi à la fin de la vidéo (2'44".)
Outre l'italien Cuoghi, l'anglais Bierley vend des affuteuses de ce type. Ces petites machines sont tres faciles d'utilisation et realisent des affutages corrects. Mais hélas, elles sont assez coûteuses. Même d'occasion. Et les pieces detachées et outillages spécifiques (cames) sont aussi très chers. L'investissement n'est rentable que pour les gros utilisateurs.
Tolérances sur les filetages et taraudages
De la même manière que pour les ajustements dimensionnels de pièces, on a défini des classes de qualité et de dimensions pour les filetages. Le cas général est supposé ici connu. ceux qui ne connaissent pas le principe de tolérancement des ajustements ISO dans le cadre général pourront se reporter à l'article que Matthieu Barreau a publié sur Internet : http://barreau.matthieu.free.fr/cours/ajustements/
La visserie courante est réalisée en classe 6. Plus le chiffre indiquant la classe est petit, plus la tolérance est restreinte, plus les dimensions sont précises. Comme pour les ajustements généraux la tolérance est divisée par deux chaque fois qu'on diminue la classe de qualité de 2 points. Autrement formulé : une vis que classe 4 est deux fois plus précise qu'une vis de classe 6.
Le diamètre nominal est aussi régi par les mêmes règles que les ajustements généraux. On utilise des lettres pour indiquer l'écart entre le diamètre nominal et la valeur indiquée dans la désignation du filetage. La lettre H est utilisée pour toute la visserie courante.
En conséquence, sauf cas particulier, on utilise des tarauds de qualité 6H. L'indication 6H sur un taraud peut être considérée comme un gage de qualité dimensionnelle par le mécanicien amateur. En effet, les tarauds les plus mauvais ne peuvent pas prétendre à cette indication. Attention cependant 6H ne concerne que le dimensionnel et ne préjuge pas de la qualité métallurgique de l'outil.
Un taraud GUN GUEHRING (Excellente qualité métallurgique HSSE, mais prix en rapport....) bagué jaune : optimisé pour les matériaux tendres qui font de longs copeaux (risque de bourrage important) de qualité 6H.

Tarauds enfilade
Les tarauds enfilade sont conçus pour usiner des paquets de pièces empilées : tôles, écrous, etc. leurs queues sont particulièrement longues. Il n'est pas rare de trouver des tarauds enfilades dont la longueur de queue est égale à 40 fois leur diamètre. peuvent être très utiles pour usiner des taraudages au fond de pièces profondes, des cloches d'embrayage par exemple.
QUE SIGNIFIENT LES INDICATIONS PORTEES SUR UN TARAUD ?
Matières des outils
Tungsten : généralement tarauds de magasin de bricolage et piètre qualité.
Fondu = Acier Fondu Nuance d'acier utilisée avant l'apparition des HSS. peut être très dure, mais ne convient pas pour taraudage à la machine car perd facilement sa dureté en chauffant.
R = AR= HSS = High Speed Steel = Acier rapide = qualité courante ne supporte pas bien les surchauffes
ARS = HSSE = HSSCo = HSSCo 5 = Acier rapide au cobalt = M35 (USA) = qualité supérieure qui résiste bien aux hautes températures
HSSCo8 = M42 (USA) = acier rapide à 8 % de cobalt résiste mieux aux surchauffes que HSSCo5
HSSEV = Acier rapide au cobalt et vanadium = qualité premium
ASP : acier fritté surcarburé (normes américaines) particulièrement résistant pour usinage dans les matières dures ou abrasives.
Normes de filetages
W : Withtwoth
NC : UNC
NF : UNF
Briggs :NPT
SW : BSW
SF : BSF
BSP : Pas du GAZ
"G signifie souvent pas du GAZ, mais G seul peut indiquer un pas à gauche
LH = Left Hand = pas à gauche
RH Right Hand =) pas à droite, mais par défaut n'est pas indiqué
2F : signale les outillages pour doubles filets.
Normes de forme de tarauds
Tarauds à main
une bague sur queue = ébaucheur,
deux bagues sur queue = 1/2 finisseur,
pas de bague sur queue = finisseur
Tarauds-machine
DIN352 = queue dégagée
DIN 357 = queue longue ou tarauds enfilade
DIN 371 = queue pleine
DIN 374 = queue dégagée
DIN 376 = queue dégagée
ISO R529 = queue pleine
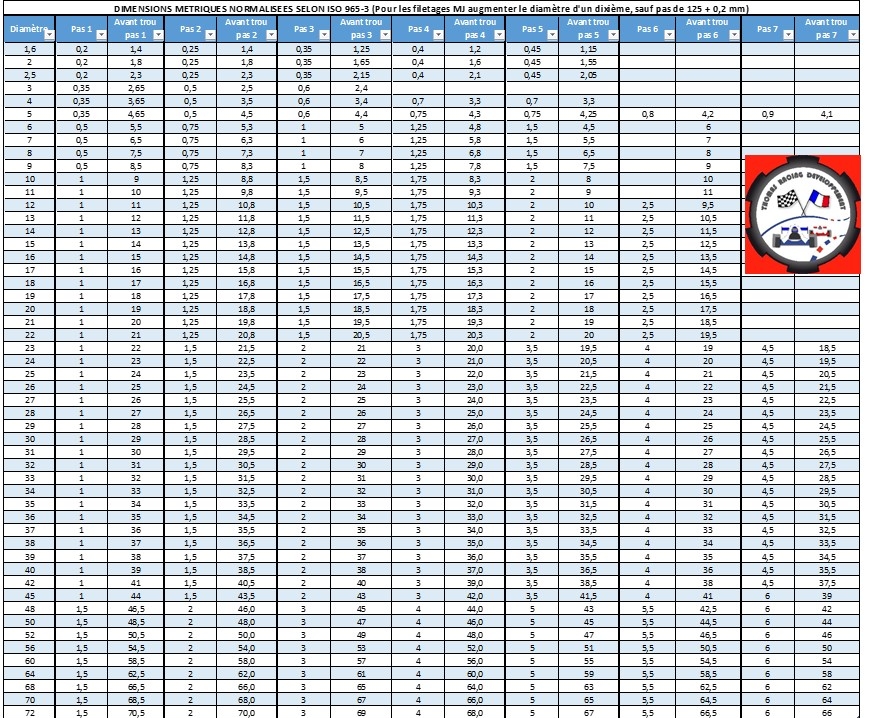
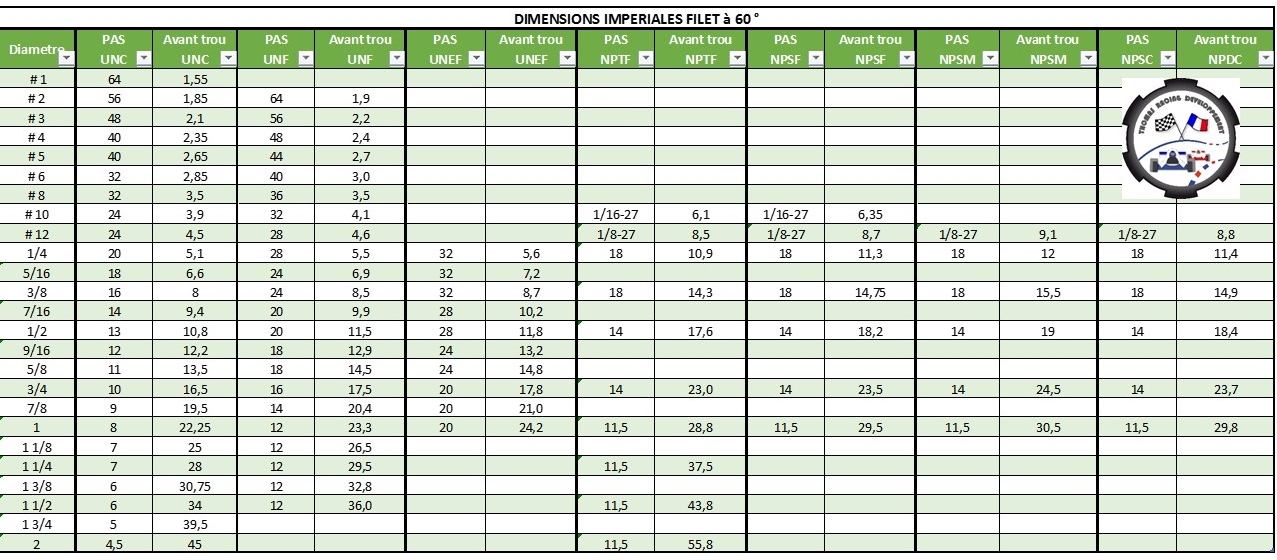
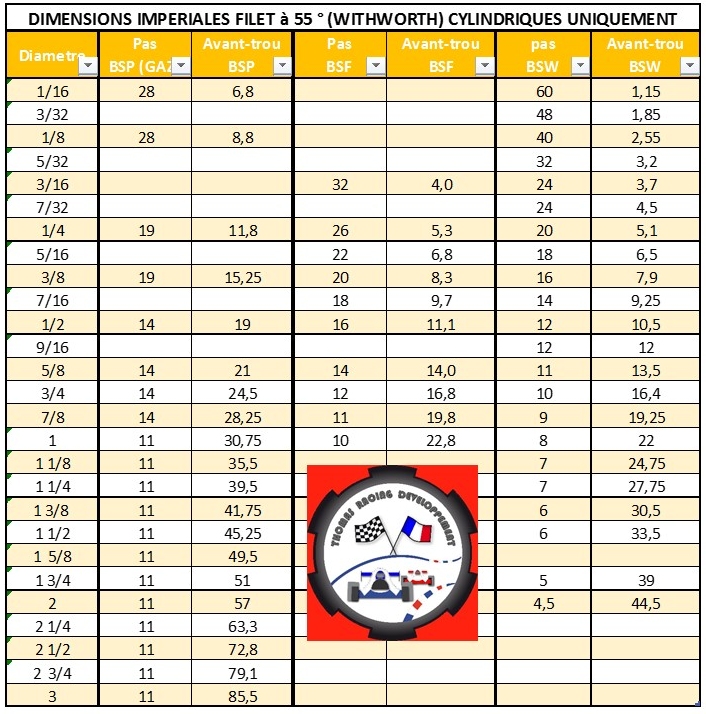
DIAMETRES DE PERCAGE DES AVANT TROUS
Cliquer dans les tableaux pour les voir agrandis.
FILETAGE INTERIEUR AU TOUR
Pour les gros diametres on peut realiser des filetages interieurs sur un tour. La methode est identique à celle enseignee dans la troisième partie de cet article pour les filetages males. Lien vers la troisieme partie
EXTRACTION D'UN TARAUD CASSE
Même en faisant attention, il arrive hélas qu'on casse un taraud dans une pièce. Lorsque la pièce a de la valeur, on cherche à extraire le taraud, quitte à y passer du temps. L'extraction d'un taraud peut s'avérer difficile et longue si la rupture s'est produite dans le trou parce qu'en raison de la dureté du taraud il est quasiment impossible de le percer.
Avant de procéder, il est important d'essayer de déterminer la raison de la rupture :
- taraud très usé nécessitant un couple d'entraînement trop important ;
- interférence d'un taraud avec le fond d'un trou borgne ;
- bourrage de copeaux (souvent au dévissage) ;
- fausse-manœuvre de l'opérateur (poussée radiale sur un petit taraud dans un endroit peu accessible).
Lorsque le taraud s'est rompu à la suite d'une interférence avec le fond d'un trou borgne, l'extrémité du taraud est comprimée et provoque une poussée vers l'extérieur de la pièce qui entraîne des frottements intenses dans le filetage. Il faut essayer d'enfoncer un peu plus le taraud en tapant dessus avec un jet métallique pour décoller les filets. Ensuite, on arrive généralement à extraire le taraud en le dévissant avec un vieux tournevis dont on aura meulé le plat pour qu'il pénètre dans les goujures du taraud.
En cas de bourrage de copeaux, il faut essayer de faire tourner le taraud en sens inverse de celui où il tournait quand il a cassé. Comme les casses par bourrage au dévissage sont fréquentes, il faut alors revisser un peu avant d'essayer de dévisser. Cette manoeuvre doit aussi être pratiquée quand un taraud coince au dévissage ainsi on évite bien souvent d'en casser. Il faut être patient et ne pas hésiter a refaire plusieurs vissages-dévissages pour permettre au copeau de se fragmente et de tomber au fond du trou.
En cas de fausse manœuvre de l'opérateur, le taraud est rarement coincé et on parvient souvent à le dévisser avec un tournevis modifié. Si le taraud ne vient pas facilement, essayer de décoller les filets avec un jet.
Pour les petits tarauds, j'ai lu qu'on peut essayer de les faire tourner avec des morceaux de corde à piano enfoncés dans les goujures. Je n'ai jamais essayé.
Le cas du taraud usé est le plus critique. Les tarauds usés ont tendance à coincer et souvent plus encore au dévissage qu'au vissage. De plus, ils frottent pendant toute l'extraction, alors qu'u taraud qui est entré en interférence avec le fond ne frotte plus dès qu'il est décollé du fond. En général, on ne parvient pas à l'extraire sans le détruire. On peut cependant essayer la technique suivante qui marche... parfois. 0n chauffe au rouge le taraud avec un chalumeau oxy-acétylénique. Le taraud va se dilater et faire gonfler le taraudage. Une fois l'ensemble refroidi, il arrive que le taraud soit libre. Certains tarauds peuvent aussi perdre une partie de leur dureté et être plus facile à percer ensuite. Utiliser un forêt carbure. De notre expérience, les forets de maçonnerie correctement affutés s'avèrent souvent plus performants que les forêts de mécanicien parce qu'ils sont conçus pour supporter les chocs des machines à percussion. L'objectif est d'enlever l'âme du taraud au foret. On enlève ensuite les levres avec un petit crochet réalisé avec de la corde à piano.
Si la piece est transportable, j'ai déjà utilisé une queue de fraise carbure cassée affutée en forme de foret à fond plat ou quasi-plat sans goujure pour percer un taraud cassé dans un trou debouchant. Les copeaux s'evacuent à travers les goujures du taraud par gravité. On procède sur une fraiseuse en tournant assez vite mais avec de tres faibles avances : 2 mm par minute par exemple. Les copeaux sous forme de poussieres tombent facilement. Cet outil bricolé est donc un cylindre dont l'extrémité comporte deux pentes avec une faible depouille. Avec une faible avance, il n'est pas nécessaire d'avoir une forte depouille. Une faible depouille limite les risques de rupture d'arêtes. On peut aussi se bricoler un foret 3/4 dans une queue de fraise carbure cassée.
Dans le cas où le taraud ne peut être percé, il reste deux moyens envisageables : l'électro-érosion ou le meulage avec une fraise diamantée (pour les petits tarauds, on trouve des fraises de 1 mm de diamètre, l'idéal étant d'avoir un copain dentiste qui en général change fréquemment ses fraises pour qu'elles ne chauffent pas exagérément les dents des patients. Dans les deux cas, on enlève l'âme du taraud et on extrait ensuite les lèvres avec un crochet. Nous avons déjà extrait un taraud M5 d'une coque carbone qu'on ne pouvait pas chauffer (sans la faire brûler) avec une fraise d'un millimètre. L'opération peut être très longue (plusieurs heures) mais une coque carbone neuve vaut 12000 Euros...
La vidéo suivante fera de vous un expert en tarauds. Si vous comprenez l'anglais, evidemment. Le commentateur parle lentement. Cette vidéo est donc comprehensible même si vous n'avez qu'une faible maitrise de la langue de Shakespeare.
REMISE EN ETAT D'UN TARAUDAGE FOIRE
Il existe plusieurs façons de réparer un taraudage foiré. Il est bon de les connaître toutes afin de choisir la plus judicieuse pour chaque cas
Taraudage au diamètre supérieur
Souvent possible, c'est la solution la plus économique. Mais parfois, il n'y a pas assez de matière (dans les pièces de fonderie, c'est souvent le cas.) Penser alors aux filetages impériaux. Par exemple, pour remplacer un filetage M10 x150 foiré, un 7/16 x 24 (UNF) ne nécessite que 11 mm alors que le filetage métrique courant M12 x 175 nécessiterait 12 mm.
Avant de choisir cette solution, il faut se demander si le taraudage agrandi risquera de foirer à son tour. On peut rarement l'utiliser plus de deux fois de suite. Alors qu'il est généralement possible de remplacer un filet rapporté ou une douille rapportée foirés.
Filet rapporté
Le filet rapporté est une sorte de ressort hélicoidal à section en forme de losange qu'on visse dans un taraudage plus gros que celui d'origine, mais de pas identique. Dans la plupart des alliages d'aluminium la pièce réparée est plus solide que l'origine. On trouve des filets rapportés pour la plupart des filetages, même ceux en côtes impériales. Il faut acheter un taraud spécial par type de filetage. Les pièces en alliage de magnésium sont montées d'origine en filets rapportés.
Les filets rapportés sont aussi très souvent montés d'origine dans les pièces de suralimentation par turbocompresseur car ils facilitent les démontages.
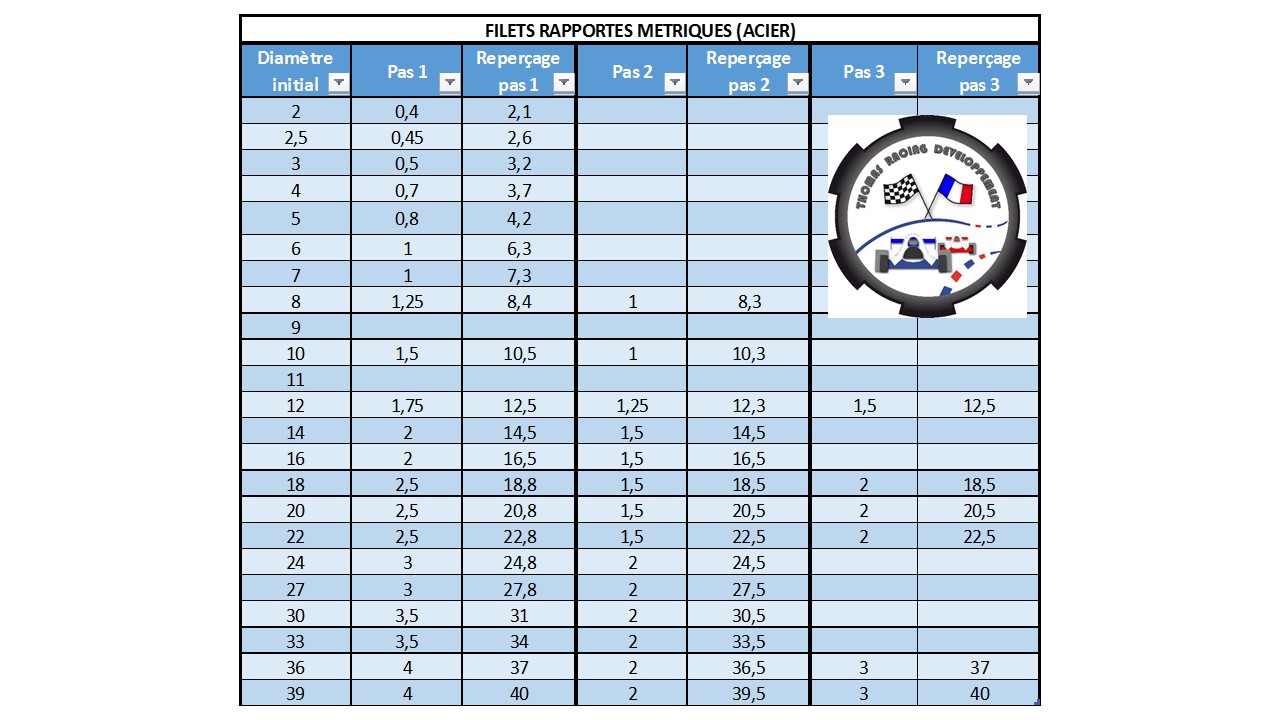
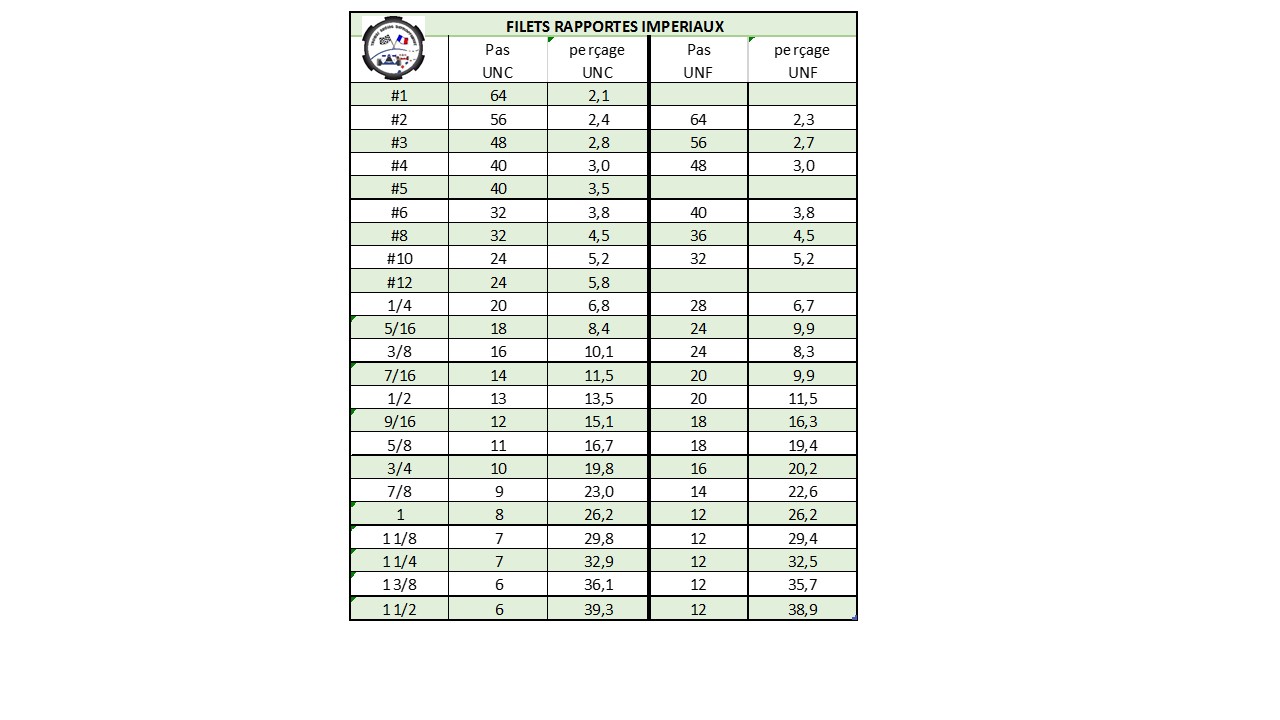
Diamètres de perçage pour filets rapportés
Douille rapportée
Pour ne pas devoir acheter un taraud spécial pour filet rapporté, on peut réaliser une douille rapportée. On choisit une vis au moins deux diamètres au-dessus de celui d'origine et on perce et taraude la partie filetée au diamètre désiré. On taraude la pièce au diamètre de la vis et on la monte collée. Il suffit ensuite de la couper à ras de la pièce.
On trouve des douilles toutes faites dans le commerce, notamment sous la marque E-Z LOCK.
Ce montage n'est pas possible dans les pièces de fonderie très fines.
Insert "Time sert" (Wurth)
Intermédiaire entre le filet rapporté classique et la douille rapportée, l'insert Time Sert offre l'avantage d'être étanche puisqu'il se sertit dans la piece lorsqu'on le pose. Son taraudage imcomplet l'oblige à gonfler à la maniere d'un river pop lorsqu'on finit de le visser.
Soudure, reperçage et re-taraudage
Tout est dans le titre. Le matériau doit être soudable et la pièce ne pas craindre les déformations. Généralement plus compliqué pour une pièce d'aspect car nécessite un réusinage local.
REMISE EN ETAT D'UN FILETAGE INTERIEUR ENCRASSE
Ce cas se présente par exemple lorsqu'un taraudage a reçu des projections de souillures, à rouillé ou comporte des restes de colle utilisée lors d'un précédent montage.
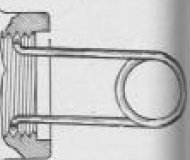
En théorie, il suffit de repasser un taraud dans le trou pour le nettoyer. Mais on ne dispose pas toujours du taraud convenable. Le dessin ci dessous vous montre comment on peut s'en sortir en utilisant un ressort de torsion affuté ou un tronçon de corde à piano mis en forme pour cet usage.
Suite
Dans la troisième partie de ce sujet, nous verrons les problématiques pour réaliser des filetages (mâles.) Lien vers troisième partie : filetages mâles
La quatrième partie accessible prochainement à partir de la troisième partie traitera des problématiques de conception, de dimensionnement et de méthodes de serrage des assemblages filetés.
Mise à jour : octobre 2023
TRD CARS are lubricated by RED LINE

http://www.garage-varinot.fr/red-line-oil-huile-moteur/
Une auto de course ou de prestige à transporter ? Faites comme nous, pensez à XARS.
Besoin de Flight case ? XARS fait du sur-mesure.
XARS, l'expérience de la compétition au plus haut niveau et la souplesse d'une petite entreprise au service de tous, professionnels et particuliers.
A découvrir aussi
- Commandes du Dashboard des FR2000
- Barquette électrique
- Le Soudage; Seconde partie : le soudage à l'arc à l'électrode enrobée et le soudage TIG

Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 132 autres membres