
Filetages première partie : ce qu'il faut savoir pour la maintenance
En grève contre la réforme des retraites de Macron, et sa bande de collabos de la dictature en marche. Mais le blog reste consultable.
T'en penses quoi Jean-Pierre des actions de la macronnie ?
Préambule
Quoi de plus bête qu'une simple vis me dira t'on...
Et pourtant, quand on voit le nombre de monoplaces dont les taraudages ou filetages ont été malmenés au cours de leur histoire on devrait quand même se poser quelques questions.
Rien que sur les monoplaces, on dénombre des centaines de types de filetages différents. Certains se ressemblent beaucoup a tel point que des confusions sont parfois possibles. J'entends même assez souvent parler de "compatibilité" entre des filetages différents. Si on appelle compatibilité la possibilité de faire rentrer une vis dans un écrou, en forçant plus ou moins, on peut considérer que cette compatibilité existe parfois. Par contre, si on considère que la compatibilité c'est aussi la conservation de la fiabilité de l'assemblage, disons-le tout de suite : à de très rares exceptions près il n'y a quasiment jamais de compatibilité entre deux filetages de types différents.
Avis à ceux qui pensent le contraire : toute proportion gardée, monter une vis dans un écrou en forçant constitue à nos yeux un viol que nous nous refusons à commettre et que nous condamnons. Et nous allons démontrer plus bas nos motivations.
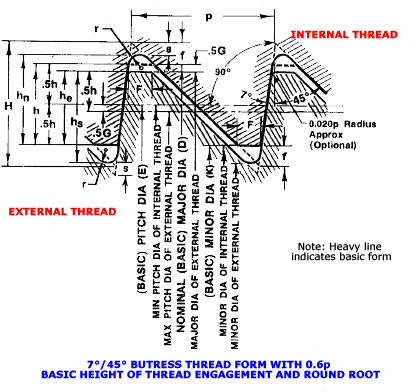
Il existe différents profils : triangulaires symétriques, triangulaires dissymétrique (en dents de scie : Buttress, par exemple, utilisé sur les pinces porte-pièces de tour entre-autres), carré (vis d'étaux), trapézoïdal (vis de tables de machines- outils) ou rond (vis d'attelages de wagons, par exemple).
Pour les curieux, ci-dessous, un profil de filetage en dents de scie de type Buttress, dont l'étude ne sera pas détaillée ici.
Nous bornerons notre étude aux filets à profils triangulaires symétriques qui sont de très loin les plus répandus en mécanique automobile ou motocycliste, même si quelques exceptions existent.
PROFILS DE FILETAGES METRIQUES
Les filetages métriques sont les plus courants
On désigne un filetage métrique par la lettre M suivie du diamètre nominal exprimé en millimètres d'un x et du pas généralement exprimé en centièmes de millimètres (pour les plus petits pas ou en millimètre pour les plus gros. Par exemple : M6 x 100 ; M 24 x 3.) Par défaut, il s'agit désormais d'un filetage dont les caractéristiques sont celles définies par les normes ISO. S'il s'agit d'un filetage ancien (avant 1960), c'est en général un filetage SI défini par des normes plus anciennes et aujourd'hui obsolètes.
ISO
Le profil ISO est le plus répandu à-travers le monde parce que c'est le plus polyvalent de ceux qui sont normalisés par l'International Standard Organization. C'est un profil triangulaire à 60 ° qui a été très utilisé à-travers le monde depuis le second tiers des années 1960 en remplacement du profil SI (Système international.)

Les filetages ISO existent en pas normal, pour la visserie courante et en pas fins. Les pas fins sont souvent utilisés dans l'automobile pour la visserie très sollicitée. On en trouve aussi beaucoup sur les raccords hydrauliques.
Presque tout le monde connaît les filetages ISO normalisés. Cependant bien peu de techniciens savent qu'il n'est pas interdit d'utiliser des profils ISO avec des dimensions nominales non entières. On peut parfaitement définir une vis M 12,5 avec un pas de 125 par exemple. Cette disposition assez rare toutefois a généralement pour but d'empêcher qu'une vis de haute qualité assurant une fonction de sécurité soit remplacée par n'importe quelle vis de qualité inférieure par un opérateur insuffisamment qualifié. En automobile, ce cas peut notamment se rencontrer pour les vis de bielles ou de volant-moteur.
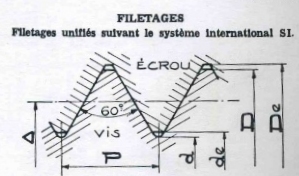
Profil SI
Le profil SI qui est l'ancêtre du précédent se rencontre assez souvent sur les voitures anciennes. La différence est généralement très difficile à faire à l'oeil nu. Il s'agit aussi d'un profil triangulaire à 60 °, mais la troncature du triangle n'est pas au même niveau que pour le profil ISO et surtout, le rayon de raccordement à la base du filet est significativement plus petit. De ce fait, un filetage SI se rompt plus facilement en fatigue qu'un filetage ISO. Il est donc déconseillé d'utiliser des vis SI en remplacement de vis ISO de dimension identique. mais pratiquement, ce cas ne se présente que très rarement parce que les vis SI sont devenues très rares. on n'en trouve plus que dans de vieux stocks retrouvés après près de 50 ans d'oubli.
Le cas inverse : utilisation d'une vis ISO dans un ancien taraudage SI est nettement plus fréquent. Il peut y avoir des problèmes d'interférences entre vis et écrou. Ces interférences sont en général assez limitées et le montage souvent possible par déformation plastique. Cependant, il s'agit d'une pratique risquée lorsqu'on a affaire à un assemblage critique. En effet, en mécanique automobile, et c'est quasiment toujours le cas pour les assemblages d'avant 1985, il est d'usage de serrer les vis à l'aide d'une clé dynamométrique. Une vis présentant une légère interférence nécessitera un couple significativement supérieur à celui nécessaire pour une vis sans interférence pour arriver au même niveau de tension. par conséquent une vis en interférence serrée "au bon couple" ne sera en réalité pas assez serrée...
Dans ce contexte, jouer la carte de la "compatibilité" avec une vis de bielle revient en fait à jouer à la roulette russe avec la bielle...
Ici, on pense qu'il est préférable de refaire les taraudages et de monter des vis neuves. Idéalement, les taraudages devraient être refaits avec une passe de finition par refoulement pour écrouir le filet ce qui renforce considérablement sa tenue en fatigue. Des tarauds à refouler sont disponibles dans le commerce, mais ils sont assez coûteux. Pour y parvenir à moindres frais, on taraude en demi-finition avec un taraud bien usé (- 0,06- 0,1 mm au diamètre) mais parfaitement réaffuté pour qu'il coupe bien sans risquer de casser et on finit le dernier dixième avec un taraud neuf dont on aura préalablement émoussé les tranchants pour qu'il plastifie le dernier dixième soit 0,05 mm au rayon; Ainsi, on obtiendra un taraudage bien écroui qui risquera beaucoup moins d'être à l'origine d'une fissure en service.
Signalons au passage que pour les filetages M4 et M5 se pose en plus un problème de pas puisque les filetages courants SI sont M4 x 75 et M5 x 90 alors que leurs homologues ISO sont M4 x 70 et M5 x 80. Le panachage des deux système se traduit généralement par le foirage dès l'assemblage. En général, ce point précis est assez bien connu par les amateurs de mécanique ancienne alors que le précédent est souvent totalement ignoré. Avec un peu d'expérience, on identifie ainsi les vis M4 et M5 SI au premier coup d'oeil.
PROFILS DE FILETAGES NON METRIQUES
Les filetages non métriques, souvent appelés filetages impériaux ont été développés dans les pays anglo-saxons. Le profil Withworth à 55 °est le premier profil normalisé créé par Joseph Withworth en 1841 pour permettre l'interchangeabilité et la fabrication sur plusieurs sites d'éléments de visserie devant être assemblés. Le profil Sellers, à 60 °, comme le profil métrique, constitue une amélioration du profil Withworth car il est beaucoup plus simple à contrôler puisqu'il dérive d'un triangle équilatéral.
Les filetages impériaux se distinguent des filetages métriques par leur dimensions nominales. les diamètres nominaux sont des fractions de pouce (25,4 mm) et les pas également.
Par exemple, un filetage 5/16-24 a un diamètre de 5/16 de pouce et un pas d'un 1/24 de pouce soit respectivement 7,9375 m de diamètre nominal et un pas de 1,058 mm. On peut donc assez facilement le confondre avec un filetage métrique M8 x 100 si on ne se méfie pas.
Pour corser le tout, certains outillages destinés a produire des filitages imperiaux sont reperés par une indication decimale approchee au lieu de fractionnaire. Ainsi, un filetage "19-32" est en fait un filetage de 0,19 pouce de diametre (4,826 mm) à 32 filets au pouce et un filetage "164-32" a un diametre de 0,164 pouce soit 4,166 mm. Nos amis anglais et americains nous donnent parfois l'impression de rechercher la difficulté...
PROFIL WITHWORTH

Le profil Withworth est décliné en différentes versions de filetages : le plus utilisé en France est le BSP. Cependant sur de nombreuses productions anglaises ont trouve des filetages BSW et BSF.
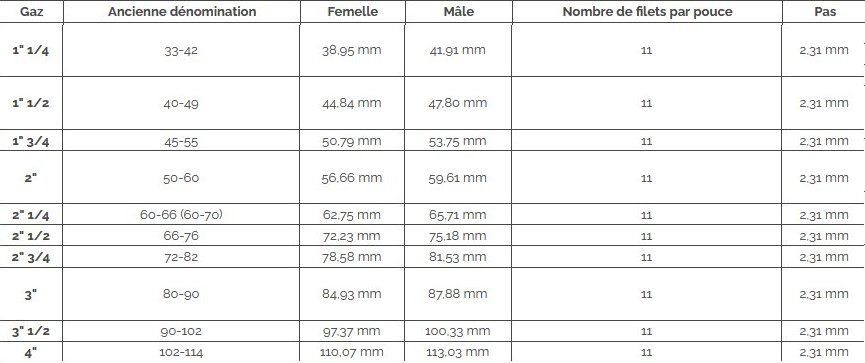
Filetage BSP
BSP signifie British Stanadrd Pipe. c'est un filetage de tuyauterie. En France on l'appelle souvent "Pas du gaz." La désignation des filetages BSP est assez particulière puisque le diamètre nominal est le diamètre de passage intérieur du tuyau NOMINAL. Cette dimension est exprimée en fraction de pouce.
Or, les tuyaux sont filetés à l'extérieur... C'est extrêmement déroutant au début puisque pour un filetage BSP donné il n'existe qu'un diamètre extérieur de tuyau possible mais que l'épaisseur du tuyau est susceptible de varier en fonction des besoins. Donc, en pratique la désignation NOMINALE ne correspond pas forcément au diamètre de passage REEL....
Un autre point particulièrement déroutant est que l'épaisseur d'un tuyau n'est pas proportionnelle à son diamètre extérieur. Implicitement, le diamètre intérieur n'est pas proportionnel au diamètre extérieur.
En conséquence, un filetage 1/2 BSP n'est pas deux fois plus gros qu'un filetage 1/4 BSP. Les diamètres approximatifs extérieurs sont respectivement : 21 mm et 13,2 mm. Il n'y a donc pas proportionnalité. C'est ainsi, et on n'a pas d'autre solution que de connaître par cœur les diamètres ou de disposer d'un tableau de référence.
Pour corser le problème, les filetages BSP existent en version cylindrique et en version conique. Les filetages BSP coniques ont un diamètre extérieur réel variable qui permet d'obtenir l'étanchéité sans joint alors que les BSP cylindriques ne sont pas naturellement étanches.
En BSP, il n'existe qu'un pas possible par diamètre; il n'est donc pas nécessaire de le préciser. Mais dans certains cas, on désigne toutefois les filetages BSP sous la forme diametre- nombre de filets au pouce. L'intérêt est principalement d'éviter des confusions avec les filetages NPT (voir plus bas) qui ont parfois le même diamètre mais pas le même pas, et jamais le même profil.

Il existe des filetage BSP plus gros qui n'ont pas beaucoup d'intérêt pour les voitures de compétition. néanmoins, devant le succès de cette page auprès d'utilisateurs de filetages pour d'autres applications (déjà près de 40 000 visites), nous ajoutons les dimensions supérieures.
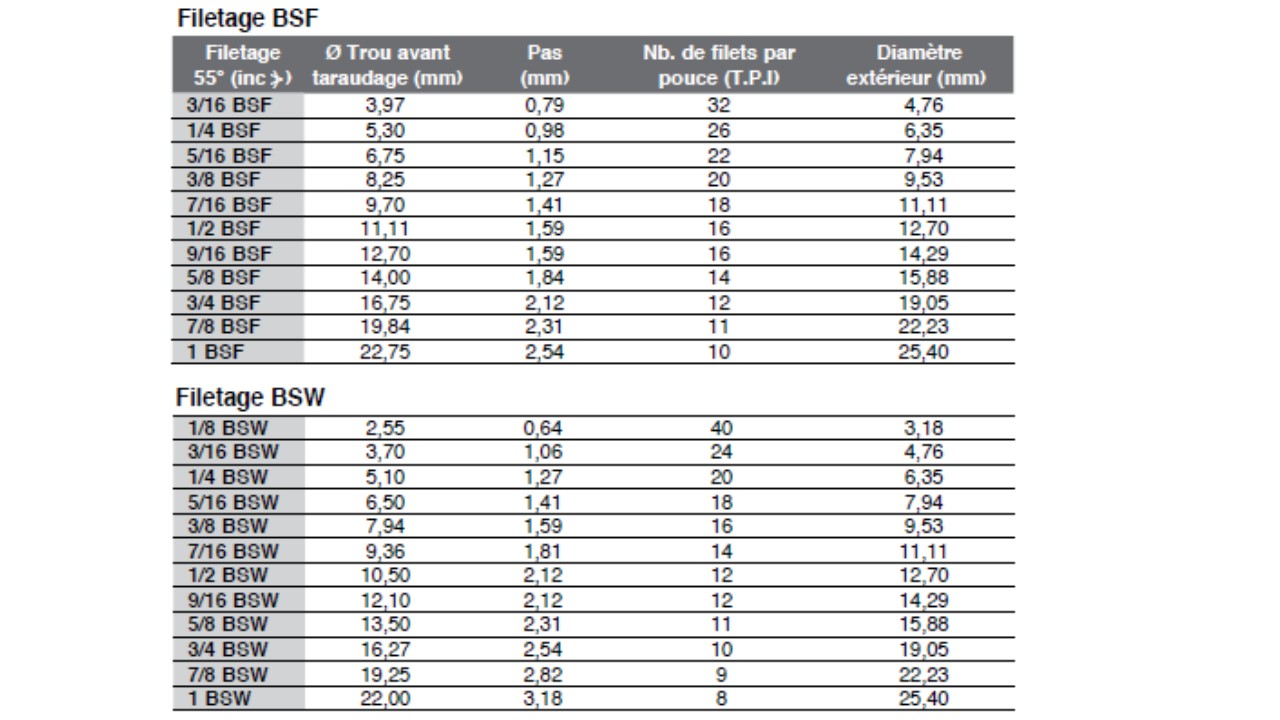
Filetage BSW
BSW signifie British Standard Withworth. Très souvent appelé simplement "filetage Withworth", c'est le filetage le plus courant en Grande-Bretagne et dans la plupart des pays du Commonwealth. Il s'agit d'un filetage de visserie à pas gros. C'est le filetage le plus répandu sur les anciennes Austin Mini, par example. On en trouve aussi dans les moteurs Ford anglais et notamment dans les Ford Cosworth, très utilisés en compétition. Ce filetage est également employé dans lcertains carters de boites Hewland. (Hélas, pas toutes...)
Filetage BSF
BSF signifie British Standard Fine. Il s'agit d'un filetage de visserie au profil Withworth à pas fin. On le trouve également très souvent dans les productions anglaises, mais il est plutôt utilisé pour des applications chargées. Sur les Austin Mini, il n'est utilisé que dans 25 % des cas, sur les Ford Cosworth, on le rencontre dans 75 % des cas. Dans les boites Hewland, ce type de filetage est utilisé pour les organes internes.
FILETAGE BSC et BSA
Le filetage BSC, aussi appelé BSCY et BSA (Birmingham Small Arms) est un filetage Withworth à pas fin destiné à l'industrie du cycle.
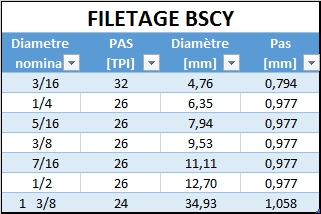
N.B. Le filetage BSCY 1-3/8 est devenu le standard international des boitiers de pédaliers de vélos (Norme ISO 6696), mais de nombreux vélos anciens et quelques velos récents ont des boitiers à filetages métriques, avec souvent (mais pas toujours) un pas à gauche du côté droit et un pas à droite du côté gauche.
PROFIL SELLERS
Le profil SELLERS à 60° a été développé peu après le filetage Withworth aux Etats-Unis. Dès 1880, il supplante son prédécesseur et s'impose comme le standard américain.
Très utilisé pour les applications aéronautiques, il est devenu incontournable dans les applications automobiles de compétition qui font souvent appel à des technologies développées à l'origine pour la conquête du ciel ou de l'espace.
Filetage NP
Le filetage NPT (National Pipe Thread) est aux productions américaines ce que le BSP est à leurs homologues européennes : un filetage pour tuyauteries. Le principe de cotation est d'ailleurs identique à celui du BSP : le premier chiffre désigne le diamètre extérieur, mais il se réfère en réalité au diamètre intérieur du tuyau et le second chiffre, lorsqu'il est précisé correspond au nombre de filets au pouce.
Comme le BSP, le filetage NP peut être conique (NPT) ou cylindrique (NPS). En général, on utilise le filetage conique pour les filetages mâles.
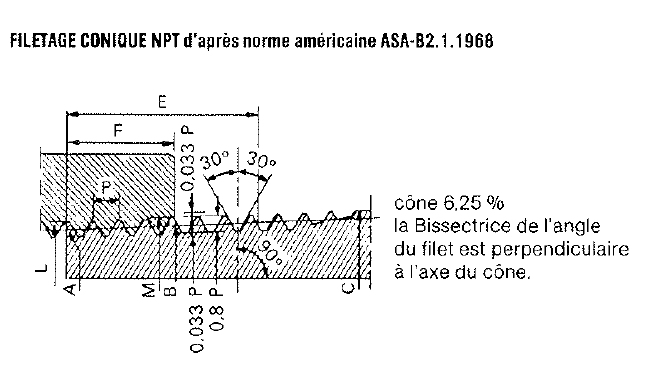

Le filetage NPT est aussi appelé filetage BRIGGS
Filetages NP spécifiques
NPSC : filetage NPS pour raccords (National Pipe Strait for Couplings)
NPSF : filetage NPS pour carburant (National pipe Strait for Fuel)
NPSH : filetage pour raccords de tuyaux (National Pipe Strait for Hose)
NPSI : filetage pour étanchéité sans produit (National Pipe Strait Intermédiate)
NPSL : filetage pour contre-écrou (National Pipe Strait for Locknut)
NPSM : filetage pour usage mécanique (National Pipe Strait Mechanical)
NPTF : filetage conique pour carburants (National Pipe Taper Fuel)
NPTR : filetage conique pour raccords de balustrade (National Pipe Taper for Railing)
PTF SAE SHORT : filetage NPTF dont le cône estplus court d'un tour. Pour l'automobile.
Contrairement à ce qu'on lit très souvent BSP et NPT ne sont pas compatibles, même lorsqu'ils ont le même pas (ce qui n'est pas toujours le cas) parce que l'angle du filet est à 55° en BSP et 60 ° en NPT.
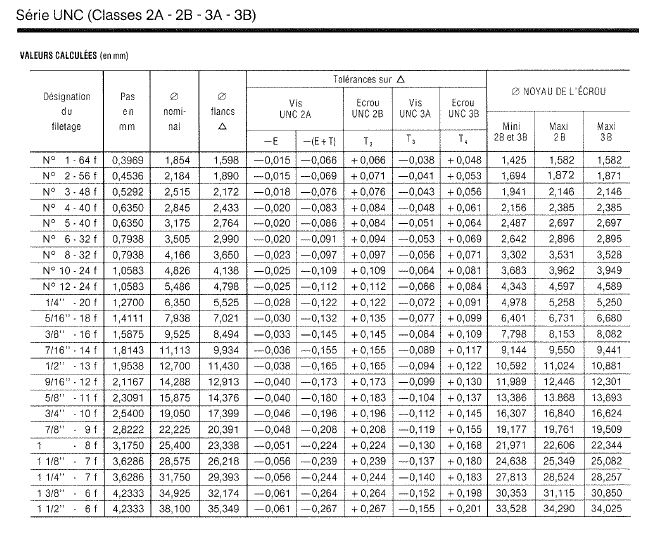
Filetage UNC
UNC signifie Unified National Coarse. il s'agit d'un filetage de visserie à pas gros d'origine américaine. Il utilise le profil Sellers à 60 °.
Un filetage UNC est désigné par son diamètre extérieur en fraction de pouce et son pas exprimé en filets par pouce par exemple 1/2-13. Pour les petits diamètres (inférieurs à 1/4 ", soit 6,35 mm, on désigne les filetages par un N° de 1 à 12.
Dans certaines dimensions, il est très difficile de faire la différence au premier coup d'oeil entre un filetage métrique gros et un filetage UNC. La plupart des foirages de vis qui n'ont pas été surchargées sont liés à cette confusion. Cependant, il existe des indices qui ne trompent généralement pas : à un filetage UNC est généralement associé un six pans en cotes impériales. Toute vis à pas gros dont la tête a du jeu dans une clé métrique doit être considérée comme susceptible d'être au standard UNC.
Les filetages UNC et BSW ne sont pas compatibles parce que les profils sont différents et aussi dans certains cas les pas.
Filetages UNF
UNF signifie Unified National Fine. il s'agit d'un filetage de visserie à pas fin d'origine américaine. Il utilise le profil Sellers à 60 °.
Un filetage UNF est désigné par son diamètre extérieur en fraction de pouce et son pas exprimé en filets par pouce par exemple 1/2-20. Pour les petits diamètres (inférieurs à 1/4 ", soit 6,35 mm, on désigne les filetages par un N° de 0 à 12.

Les filetages UNF sont très répandus en mécanique de compétition; On en trouve très souvent sur les queues de rotules d'éléments de suspension.
Dans certaines dimensions, il est très difficile de faire la différence au premier coup d'oeil entre un filetage métrique fin et un filetage UNF. La plupart des foirages de vis qui n'ont pas été surchargées sont liés à cette confusion. Cependant, il existe des indices qui ne trompent généralement pas : à un filetage UNF est généralement associé un six pans en cotes impériales. Toute vis à pas fin dont la tête a du jeu dans une clé métrique doit être considérée comme susceptible d'être au standard UNF.
Les filetages UNF et BSF ne sont pas compatibles parce que les profils sont différents et aussi dans certains cas les pas.
Les raccords JIC de circuits hydrauliques avec des cones à 37 ° sont toujours filetés en UNF du côté du cône. l'autre côté peut avoir n'importe quel type de filetage.
Raccord JIC

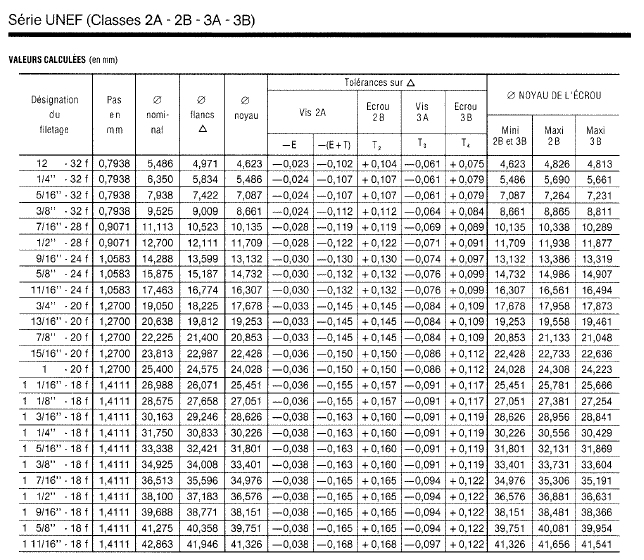
FILETAGE UNEF
UNEF signifie Unified National Extra Fine. il s'agit d'un filetage de visserie à pas très fin d'origine américaine. Il utilise le profil Sellers à 60 °.
Un filetage UNEF est désigné par son diamètre extérieur en fraction de pouce et son pas exprimé en filets par pouce par exemple 1/2-28.
Les filetages UNEf n'existent pas pour les petits diamètres.
FILETAGE UNS
Filetage de type UN (Sellers) dont le pas n'est pas standard.
Rare, mais à connaître.
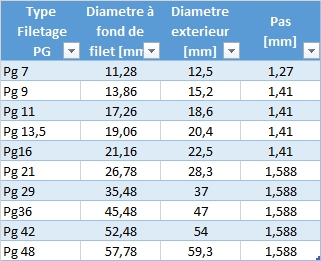
FILETAGE PG
Le filetage PG est un filetage qu'on ne trouve normalement pas sur les voitures de compétition.
Il s'agit d'un filet triangulaire à 80 ° utilisé pour fileter les tubes d'électriciens. Exceptionnellement, on peut le trouver sur des presse-étoupe.
FILETAGE JAPY
Il y a fort à parier que vous ne rencontrerez jamais un filetage Japy dans une voiture de course. Néanmoins, le succès de cette page web a dépassé nos espérances. Elle est maintenant assez bien référencée dans les moteurs de recherches et de nombreux internautes, pas forcément intéressés par les monoplaces la visitent chaque jour. On ne pouvait donc plus passer sous silence ces fameux filetages Japy que vous pouvez encore trouver dans l'horlogerie ancienne (Japy était fabriquant d'instruments à mesurer le temps, entre autres) et plus couramment dans l'ameublement. Les fameux boulons de lit à tête "de scaphandrier" ont généralement des filetages Japy.
le filetage Japy est un hybride entre les filetages métriques et les filetages impériaux. les diamètres sont métriques, mais les pas sont des fractions de pouces. De plus le filet a un angle de 55 ° comme les filetages Withworth. Le tableau ci-dessous présente ces vilains petits canards qui posent tant de problèmes à ceux qui tombent dessus sans savoir de quoi il s'agit.
| FILETAGE JAPY | |||
| N° JAPY | Diamètre [mm] |
Pas [filets /pouce] |
Pas [mm] |
| 16 | 2,4 | 48 | 0,52916667 |
| 17 | 2,7 | 40 | 0,635 |
| 18 | 3 | 40 | 0,635 |
| 19 | 3,5 | 32 | 0,79375 |
| 20 | 4 | 26 | 0,97692308 |
| 21 | 4,6 | 26 | 0,97692308 |
| 22 | 5,2 | 24 | 1,05833333 |
| 23 | 5,9 | 20 | 1,27 |
| 24 | 6,6 | 20 | 1,27 |
| 25 | 7,3 | 20 | 1,27 |
| 26 | 8 | 18 | 1,41111111 |
| 27 | 8,7 | 18 | 1,41111111 |
| 28 | 9,4 | 16 | 1,5875 |
| 29 | 10 | 16 | 1,5875 |
| 30 | 10,5 | 14 | 1,81428571 |
| 32 | 12 | 14 | 1,81428571 |
Il existe des filetages Japy plus petits que ceux qui sont dans ce tableau. Mais il faut bien avouer que nous ne les connaissons pas. L'horlogerie n'est pas notre spécialité.
FILETAGE LOEWENHERZ
Le profil Lowenherz n'est pas utilisé sur les voitures de compétition. Il s'agit d'un filetage allemand ancien utilisé pour les instruments de mesure. Le filet métrique est triangulaire symétrique à 53,8 degrés.
Plus d'informations avec ce lien : Filetage Lôwenherz
FILETAGES DES BOUTEILLES DE GAZ INDUSTRIELS
Les filetages des raccords des bouteilles de gaz industriels sont spécifiques. Ils combinent souvent des critères des filetages métriques et d'autres des filetages imperiaux. De plus les profils sont souvent assez surprenants. En fonction du gaz contenu dans la bouteille, on trouve :
Gaz inertes (Argon, CO2, Hélium et leurs mélanges)
Filetage au profil SI diamètre 21,7 mm à 14 filets au pouce à droite.
Mâle côté bouteille. Appelé type C.
Gaz combustibles dissous (Acétylène, Tetrene, etc.)
Filetage au profil Withworth diamètre 22,91 à 14 filets au pouce à gauche.
Femelle côté bouteille. Appelé type H.
Gaz combustibles non corrosifs (GPL, propane, éthylène, méthane, etc.)
Filetage au profil SI diametre 21,7 à 14 filets au pouce à gauche.
Mâle côté bouteille. appelé type E.
Gaz comburants (oxygène)
Filetage au profil SI diametre 22,91, 14 filets au pouce, à droite.
Femelle côté bouteille. Appelé type F.
Autres gaz comburants (protoxydes , emioxydes)
Filetage SI M26 x 150 à droite
Mâle côté bouteille. Appelé type G.
Air comprimé
M30 x 175 à droite.
Mâle côté bouteille. Appelé type B.
Air comprimé respirable
Profil Withworth diamètre 24 pas 200
Mâle côté bouteille. Appelé type D.
A noter : si les bouteilles ont des filetages quelque peu "exotiques" ceux des raccords des cadres de bouteilles sont des filetages à pas fins conventionnels M35 x 2, M38 x 2, M41 x 2. Tous sont au profil SI.
Filetage BA
Filetage British Association. Angle de filet 47 degres 30'. Assez rare. Employé surtout pour le materiel electrique ancien
0 BA diametre 6 pas 1mm
1 BA diametre 5,3 pas 0,9 mm
2 BA diametre 4,7 pas 0,81 mm
3 BA diametre 4,1 pas 0,73 mm
4 BA diametre 3,6 pas 0,66 mm
5 BA diametre 3,2 pas 0,59 mm
6 BA diametre 2,8 pas 0,53 mm
7 BA diametre 2,5 pas 0,48 mm
8 BA diametre 2,2 pas 0,43 mm.
Les filetages pairs (0-2-4-6-8) sont les plus employés.
Filetages speciaux SNCF
La SNCF a utilisé des filetages speciaux pour ses machines de traction. Le profil serait à 55 degrés. Il l'est à coup sûr pour certains diametres. J'ai decouvert par hasard les suivants :
Diametre 20,3 18 filets au pouce
Diametre 22,4 18 filets au pouce
Diametre 28,15 16 filets au pouce
Diametre 37,58 18 filets au pouce
Diametre 39,16 18 filets au pouce

FILETAGES A GAUCHE
Pour clore cette partie plus spécialement destinée à ceux qui font de la maintenance, rappelons que les filetages à gauche sont généralement signalés par des saignées de repérage sur les écrous et les têtes de boulon. Ces filetages à gauche sont parfois employés dans les cas suivants : bout de vilebrequin, dispositifs de réglage de tous types (tirants, poussoirs, triangles, vis de fixations de roues de voitures anglaises ou italiennes anciennes ou modernes (Les Tatuus FR2000 on roues gauches fixées avec des filetages à gauche alors que les roues droites ont des écrous avec des pas à droite.)

Filetages J (MJ- UNJF, UNJC, etc.)
Les filetages J sont des filetages normalisés très légerement differents des filetages courants. La difference se situe au niveau du rayon en fond de filet qui est majoré pour augmenter la tenue en fatigue. Ils sont utilisés pour des applications pointues (Formule un, aeronautique, etc.) Seul un examen sous loupe binoculaire ou au projecteur de profil sur piece coupée peut permettre de les identifier à coup sûr. Si vous travaillez sur de la mécanique courante, vous n'en rencontrerez probablement jamais. Pour ma part, en 47 ans de mecanique, je n'en ai fait realiser qu'une seule fois. C'etait pour des vis de bielles qui malgré un materiau exceptionnel, une finition soignée à l'extrême (congés précis, rectification, grenaillage de precontrainte) et une procédure de serrage très évoluée cassaient encore en fatigue. Quand on en est là, on arrive aux portes de la physique des matériaux. Certains penseront que ce sont les portes du paradis des mécaniciens, d'autres celles de leur enfer. À vous de juger... En ce qui me concerne, j'ai appris que ces portes sont au bout du même couloir et l'une à côté de l'autre. Et il n'y a rien d'écrit dessus. Comment actionner la bonne poignée ?
Fin de cette partie plus spécialement destinée aux mécaniciens de maintenance.
Dans le seconde partie plus destinée aux fabricants et réparateurs on étudiera plus spécialement les problématiques d'usinage de taraudages (filetages femelles) on verra comment choisir utiliser et entretenir les outillages Lien vers la seconde partie
La troisième partie également consacrée aux fabricants et réparateurs sera consacrée à la réalisation de filetages mâles
La cinquième partie sera axée sur les problématiques de bureau d'étude, notamment le dimensionnement des parties filetées.
TRD CARS are lubricated by RED LINE
Derniere mise à jour 09/2023

http://www.garage-varinot.fr/red-line-oil-huile-moteur/
Une auto de course ou de prestige à transporter ? Faites comme nous, pensez à XARS.
Besoin de Flight case ? XARS fait du sur-mesure.
XARS, l'expérience de la compétition au plus haut niveau et la souplesse d'une petite entreprise au service de tous, professionnels et particuliers.
A découvrir aussi
- Actuation de soupape électropneumatique enfin disponible
- Arrivée d'une nouvelle fraiseuse (guide d'achat fraiseuse intégré)
- Enlèvement de matière par abrasion, quatrième partie : minimiser les risques de brûlures de rectification ou affutage

Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 132 autres membres