
Sciage, tronçonnage, cisaillage des métaux
PREAMBULE
ça vous fait scier ? Cette page est faite pour vous !
Cet article est consacré au sciage, tronçonnage et à la découpe des métaux. Il s'adresse aux mécaniciens, serruriers, chaudronniers amateurs et artisans qui doivent couper des métaux de manière occasionnelle ou récurrente. Son principal objectif est de décrire les moyens accessibles, avec des budgets raisonnables mais néanmoins capables de coupes suffisamment précises. La durabilité de ces moyens doit rester suffisante pour envisager des travaux amateurs intensifs ou professionnels intermittents, mais réguliers. Certains moyens peu accessibles en propre à l'amateur sont néanmoins présentés car la sous-traitance peut parfois s'avérer plus économique que la production avec des moyens mal adaptés.
SCIES A MAIN
Bien que peu adaptée à des travaux importants, la scie à main est un outil de chantier par excellence. Elle permet des ajustements en tous lieux, même s'il n'y a pas de source d'énergie disponible sur place.
Encore faut-il savoir choisir les lames et bien l'utiliser. En effet, du choix de la lame et de la posture de l'utilisateur dépendent fortement les résultats obtenus. Tous les débutants croient que le maniement d'une scie à main est évident. Il n'en est rien. Autrefois, on apprenait à scier (et à limer) aux apprentis. Et cette étape d'apprentissage bien que souvent oubliée reste nécessaire.
Comment faut-il scier ?
J'ai vainement cherché une bonne vidéo sur internet et, à ma grande surprise, je n'en ai trouvé aucune qui me satisfasse. Scier un tronçon de tuyau de 20 mm en acier n'est pas trop fatigant, même si on s'y prend mal. Mais venir à bout d'un carré plein de 50 en acier mi-dur demande un peu de méthode si on ne veut pas s'épuiser avant d'avoir terminé son travail. On voit même des scieurs inexpérimentés s'asphyxier derrière leur étau.
Position de la pièce
Il s'agit d'un point essentiel. La pièce doit être correctement maintenue pour résister à la poussée des dents de la lame. Contrairement à ce que j'ai pu voir dans une vidéo sur internet, je conseille de pousser fort sur la scie pour qu'elle morde dans le métal. Surtout si vous voulez scier un acier pré-traité. Dans ce dernier cas, la lame glisserait sur la pièce si on n'exerçait pas une pression suffisante.
Cette poussée, c'est le scieur qui la donne. Pour cela, il faut qu'il dégage une certaine puissance. Evidemment, si l'effort est important, les muscles qui communiquent cet effort ont besoin d'un apport important d'oxygène. Là se trouve le principal "secret " du scieur efficace : pour ne pas rapidement s'asphyxier, celui qui pousse sur la scie doit se tenir droit pour pouvoir bien respirer. En conséquence, la hauteur de l'étau ou du dispositif de maintien de la pièce est un paramètre de première importance. Celui qui travaille couché sur sa scie respire mal. Celui qui travaille trop bas par rapport à sa scie ne bénéficie pas du poids de son corps pour enfoncer les dents dans le métal.
En d'autres termes, vous devez scier quasiment à l'horizontale avec juste une lègère pente vers l'avant du trait de scie. Si votre lame est quasiment verticale, c'est que vous vous y prenez mal. C'est le poids de votre buste qui doit vous aider à pousser sur l'outil et non pas seulement les muscles de vos bras.
Après quelques essais, vous trouverez naturellement la bonne hauteur si vous faites attention aux résultats et à votre respiration.
La capacité de récupération de l'organisme étant limitée, il ne faut pas scier trop vite sous peine de se fatiguer avant la fin de la pièce. 40 coups par minute est une bonne cadence pour un jeune homme en pleine forme. En vieillissant, vous scierez probablement moins vite.
Puisque vous sciez presque à l'horizontale, vous obtiendrez bien plus de précision si vous sciez un fer plat en mettant sa plus grande épaisseur dans la direction horizontale. C'est important.
Position du scieur
Pour scier droit, il faut se tenir droit...
Un droitier se place légèrement à gauche du trait de scie, le pied gauche aligné devant lui, le pied droit à 90 degrés vers la droite. Ainsi il dispose d'une grande stabilité. Le trait de scie se trouve alors à droite de l'étau.
Pour un gaucher, il faut adopter la position inverse.
Lorsque le scieur pousse la scie, il bénéficie du poids de son corps. Lorsqu'il ramène la scie en arrière, il n'exerce plus de pression sur la lame. En reculant, il aspire de l'air dans ses poumons et il expire en poussant. ça permet un bon remplissage naturel des poumons.
Essayez, vous verrez que vous vous fatiguerez moins vite qu'avant et que vous scierez droit. C'est le second "secret" des scieurs.
On scie en poussant
A l'exception de certaines scies à bois japonaises, les scies manuelles sont conçues pour scier en poussant. Il faut donc monter la lame dans le bon sens. Avec une scie à archet la lame doit être fortement tendue. Par conséquent, les montures de scies en tube doivent être évitées pour privilégier les montures en acier forgé plein qui même si elles sont nettement moins jolies sont bien plus rigides.
Après avoir testé au moins une vingtaine de scies différentes, dont plusieurs modèles de chez Ultra (Demurger), de chez Facom, de chez Peugeot, je suis revenu à une vieille monture, sans marque, ramassée dans une décharge publique en 1970 ! Pourquoi ? Parce qu'elle scie parfaitement droit ! Notamment parce qu'une lame fortement tendue le reste aussi longtemps qu'elle reste sur la monture parce que cette monture est d'une rigidité inimaginable pour qui n'a toujours utilisé que des montures modernes. Sur ma vieille scie, la tension de la lame ne peut être assurée par un simple écrou papillon. Il faut une clé de 17. Mais quand la lame est tendue, elle aussi inflexible qu'un tribunal révolutionnaire.
Une scie Facom (actuelle, mais moyennement rigide) à archet forgé en métal plein.

Je présente le modèle ci-dessus parce qu'il est facile à trouver, en neuf comme d'occasion. J'en ai une aussi de ce modèle. Son avantage par rapport à ma vieille monture très rigide est qu'on peut tourner la lame à 90 degrés, ce qui n'est pas possible sur ma monture "de forgeron." mais si j'attribuais la note de 20 à ma vieille monture, celle-ci n'écoperait que de 15.
Loin des modèles "tape--à-l'oeil" de la marque, cette scie simple manque un peu de rigidité par rapport aux modèles des années 50-60 mais elle gardera assez longtemps ses performances.
Quand au modèle ci-dessous, pour autant qu'il soit vendu sous la marque Facom, je ne lui donnerais que la moyenne. 10/20.

D'abord, je n'aime pas les poignées révolver. Je trouve qu'elles sont beaucoup moins ergonomiques que les bonne vieilles poignées en bois style manche de lime.J'ai beaucoup plus de mal à diriger ma scie de manière précise. Que ce soient des scies Ultra ou Facom n'y change pas grand chose. Et ensuite, malgré un prix nettement plus élevé que celui de la précédente, cette monture me semble moins rigide. Enfin, il n'y a pas de possibilité de remplacer le système de tension par un écrou tout simple mais tellement plus efficace.
Quand à "çà" :

2,50 Euros chez Leroy-Merlin, ça vaut le prix qu'on paye. Et rien de plus... Vous ne pourrez jamais tendre la lame correctement; plus vous serrerez le papillon, plus le tube pliera et une fois arrivé au bout du filetage, il ne restera plus qu'à jeter "ça", même pas à la ferraille puisqu'il y a beaucoup de plastique. 2/20.
Finalement, le youtubeur qui disait qu'il ne fallait pas appuyer fort sur la scie n'a peut-être pas complètement tort. Avec ce genre de monture, le simple fait de pousser fort va détendre la lame et elle cassera.
A décharge pour Leroy-Merlin : 2,50 euros, c'est moins que le prix d'une lame correcte au détail. Justement à propos de décharge, c'est là qu'il faudrait mettre ce genre de jouet.
Choix de la lame
Du choix de la lame vont dépendre fortement la précision de la coupe et le temps nécessaire. Oubliez tout de suite les lames premier prix qui ne coupent que la guimauve et choisissez de préférence des lames de très bonne facture. La marque ne veut pas tout dire.
Les lames bi-matière avec des dents en M42 (HSSCo 8) sont très nettement supérieures aux lames ordinaires. Les lames Ultra jaunes et bleues sont aussi des lames de première qualité. Par contre, j'ai essayé des lames Ultra rouges et bleues et elle m'ont fortement déçu. Elles ne se brisent pas facilement, mais elles ne coupent pas bien les aciers prétraités. Et si vous voulez scier des vis CHc, surtout des 12.9, il vous faudra obligatoirement des lames de très haute qualité. Troisième "secret" du scieur...
Comme on ne vit pas dans un monde parfait et que votre monture de scie n'est peut-être pas très rigide, je vous conseille d'éviter les lames Ultra jaunes et bleues et de plutôt utiliser des lames bi-matière qui se brisent moins vite. Mais seulement si vous avez un mauvaise scie. Avec une bonne scie, choisissez les meilleures lames du marché : celles en HSS molybdène trempées dans la masse. Par exemple Ultra Record. Ou celles en HSS cobalt double trempe, comme les Ultra Bi-hard.
Aperçu de la gamme Ultra

Plus d'infos sur la gamme Ultra : https://www.ultratools.fr/hacksaw-blades.php
Taille des dents
On a coutume de dire que les lames 10 dents / cm ou 24 T (24 dents au pouce) sont "universelles." Disons que ce sont les plus polyvalentes.
En réalité, on conseille trois dents en contact avec la pièce. Par conséquent, les lames 12 dents conviennent un peu mieux pour couper des pièces fines. Mais là où je voulais en venir c'est que pour couper de fortes sections, par exemple notre carré plein de 50 x 50, vous irez beaucoup plus vite et vous vous fatiguerez beaucoup moins avec des lames 8 dents / cm ou 6 dents / cm. Pourquoi ? Simplement parce que le copeau coupé par chaque dent doit pouvoir se loger dans le creux de dent qui précède la dent qui coupe. Si ce creux est trop petit, la lame roulera sur les copeaux et par conséquent ne coupera plus. C'est le quatrième "secret " du scieur manuel.
Si vous appliquez ces conseils à la lettre, vous aurez toutes les clés pour scier manuellement vite et droit. Et nous ne casserez pas de lame.
Mais bien sûr le sciage à la main reste limité à des opérations très occasionnelles. Si vous devez débiter beaucoup, il faudra tôt ou tard envisager des moyens mécaniques.
Autres scies à main
En dehors des scies à archet, les plus courantes, il existe aussi des scies égoïnes à métaux et des porte-lames qui peuvent s'avérer utiles dans les endroits peu accessibles. N'en attendez pas une grande précision. Comme la lame n'est pas tendue, elle à tendance à louvoyer.
Une scie égoïne vendue sous plusieurs marques : Bahco, Ultra, etc., qu'on peut équiper de lames à métaux ou à bois.

A cause de l'impossibilité de tendre la lame, les lames à métaux sont très épaisses. et par conséquent, on scie beaucoup moins vite avec ce genre de scie. Et aussi beaucoup moins droit.
MEULEUSES PORTATIVES
Dès qu'on commence à entreprendre des travaux de quelque importance, on se trouve dans la quasi-obligation d'utiliser une machine pour réaliser des coupes de métaux. La meuleuse d'angle est une machine polyvalente qui peut notamment réaliser des coupes de métaux. Son terrain de prédilection est les métaux durs, notamment les aciers trempés. Les métaux tendres comme les alliages d'aluminium et les alliages cuivreux ont très fortement tendance à encrasser les disques. Il existe des disques plus adaptés pour la coupe des non-ferreux, mais ça reste bien moins performant qu'un vrai sciage.
Les meuleuses portatives sont plutôt des outils adaptés aux travaux de serrurerie ou tôlerie. Ce sont des machines bruyantes. La dextérité de l'opérateur impacte fortement la précision de coupe.
Quel diamètre choisir ?
230
Croire qu'une meuleuse de 230 sera plus polyvalente qu'une meuleuse de plus petite taille est une erreur. D'une part ces machines sont bien moins maniables (lourdes...) mais en plus le choix de disques à tronçonner est bien plus limité.
125
Le meilleur choix est sans conteste la meuleuse de 125. Par sa polyvalence, sa maniabilité et la diversité des meules adaptables, c'est la reine des machines électroportatives. L'impératrice restant la perceuse qui constitue la plupart du temps le premier achat du bricoleur débutant.
Pour découper des tôles, d'acier ou d'inox, les meules d'épaisseur un millimètre donnent les meilleurs résultats. Loin devant celles de 1,6 mm. Les autres (2, ou 2,5) surchauffent le métal et donnent des résultats décevants. De surcroit, les disques épais exigent des machines très puissantes. A mon goût on lit énormément de bêtises sur les forums où certains disent que les meules d'un millimètre éclatent. Elles n'éclatent que si on s'en sert comme des bourrins. La meule doit pénétrer la matière sous l'effet du poids de la machine. L'opérateur doit tenir la machine bien dans l'axe du trait de coupe sans appuyer dessus. la coupe sera rapide et l'usure du disque faible. Plus faible que celle d'un disque plus épais de qualité comparable. J'ai testé différentes qualité de disques. Les prémiums sont plus chers à l'achat. mais ils durent nettement plus longtemps. On gagne à acheter de bons disques, même si une boite de 25 coûte environ 100 Euros.
Une meuleuse de 125 coupe facilement des tôles et profilés d'acier jusqu'à 8 mm d'épaisseur. En dépannage, elle peut aussi couper des fers jusqu'aux alentours de 20 mm d'épaisseur.
115
L'offre en 115 se réduit comme peau de chagrin au fil des années. Le choix de disques de qualité est assez limité.
100
Il existe des machines chinoises en 100 mm. Elles sont plus destinées au meulage et au ponçage qu'à la coupe, notamment à cause d'une offre plus limitée en disques à tronçonner.
75
Les meuleuses de 75 mm sont généralement des machines pneumatiques. Ce sont des outils très utilisés en carrosserie automobile parce que les petits disques sont nettement plus maniables que les autres. Ces disques existent en épaisseur de 0,8 mm. Ils permettent des coupes très fines indispensables pour un parfait ajustement des tôles en carrosserie.
Meuleuse de 75 mm

Les disques de 75 mm ont un alésage de 10 mm.
A l'usage, on s'aperçoit rapidement que tous les disques s'usent lentement au début puis de plus en plus vite au fur et à mesure qu'ils s'usent. C'est dû à la conjonction de deux phénomènes. d'abord plus le disque est petit, plus sa circonférence diminue; Il y a donc moins de matière à user. Ensuite, la réduction du diamètre du disque réduit sa vitesse circonférentielle. Et plus cette vitesse diminue, plus le disque s'use vite par rapport à la quantité de matière qu'il coupe.
D'autre part, les disques ne peuvent pas être usés jusqu'au bout sur une meuleuse d'angle parce que le carter qui contient les engrenages gêne.
En fabriquant au tour un moyeu de 22 mm adaptable sur une meuleuse de 75 mm, on peut finir les disques de 125 à -moitié usés en bénéficiant d'une part d'un encombrement moindre des petites meuleuses et d'autre part de leur vitesse en général deux fois plus grande que celle des meuleuses de 125 (20-22 000 RPM contre 10-12 000 RPM.)
Il doit probablement aussi être possible de finir les disques de 75 mm à moitié usés sur des meuleuses-crayon qui tournent à plus de 50 000 tours par minute. Mais je n'ai jamais essayé.
CISAILLE A MAIN
Les cisailles à main sont des outils destinées à découper des tôles fines et peu résistantes. On distingue les cisailles proprement dites, qui sont conçues pour réaliser des coupes courbes et les passe-franc qui sont faits pour les coupes rectilignes. Les cisailles existent en version coupe à droite et coupe à gauche. Leur utilisation demande souvent des efforts importants. Il existe des modèles démultipliés qui facilitent le travail.
Cisaille démultipliée

Au-délà de 0,8 mm dans l'acier doux, les cisailles à main ne sont plus utilisables. Même démultipliées, ça reste surtout un outil de ferblantier.
CISAILLE A LEVIER
Les cisailles à levier développent des efforts nettement plus importants que les cisailles à main. Les meilleures peuvent couper des tôles d'acier doux jusqu'à 3 mm d'épaisseur.
Une cisaille à levier ancienne de marque Vernet

En achetant une cisaille ancienne, il faut vérifier le jeu de l'axe d'articulation. Les lames ne doivent pas pouvoir s'écarter. Pour refaire des lames de très haute qualité, utiliser un Z160CDV12, le tremper à 1030 degrés à l'air et faire au moins deux revenus à 550 degrés. c'est inusable. Bien manipulée, une cisaille à levier arrive à faire certaines coupes courbes, mais ces cisailles réalisent surtout très facilement des coupes droites.
CISAILLE GUILLOTINE
Les guillotines sont des cisailles qui ne peuvent réaliser que des coupes droites. Les plus vieilles sont mécaniques à volant d'inertie, les plus récentes hydrauliques. Certaines sont capables de couper des tôles de plusieurs mètres. en fonction du modèle, on peut couper des tôles relativement épaisses. 20mm d'épaisseur sur quatre mètres est possible dans l'acier avec une machine puissante.
Une guillotine Haco capable de couper 12 mm dans l'acier

La plupart des guillotines ont des butées réglables à l'arrière qui permettent un positionnement précis des tôles sous la lame.
Une vieille machine en fonte à volant d'inertie dans le genre Forges de Vulcain (2 mm sur 2 mètres) à rénover ne se vend guère plus que le prix de la ferraille. Mais ce sont des machines très dangereuses à cause des énormes pièces non cartérisées en mouvement et souvent en très mauvais état. Et leur utilisation est interdite à cause de leur dangerosité.
CISAILLE GRIGNOTEUSE
Généralement pneumatiques, les grignoteuses sont de petites machines qui découpent les tôles en enlevant de petits copeaux en forme de demi-lune. Leur capacité en épaisseur est très limitée. Elles peuvent réaliser des découpes droites ou chantournées de longueur illimitée dans des pièces de longueur illimitées.
Vidéo DUMATOS
COUPE-BOULONS
Outil de chantier par excellence, le coupe-boulon est particulièrement adapté pour sectionner les fers à béton. Les coupes sont rapides et grossières. Son usage pour de la visserie est fortement déconseillé en raison de la dureté des vis.
TOUR
Pour les ébauches de pièces de révolution et pour certaines pièces qu'on peut serrer en quatre-mors, il peut-être possible de tronçonner au tour.
C'est une solution alternative qui ne peut être utilisée qu'à plusieurs conditions :
- il faut que la barre passe sur le tour (alésage de la broche compatible, longueur du brut compatible)
- il faut disposer d'un outil capable de couper jusqu'au coeur de la pièce ;
- le tour doit être rigide et puissant (difficile avec une machine d'établi) ;
- le tourneur doit avoir l'expérience du tronçonnage qui l'une des opérations les plus difficiles à réaliser au tour, surtout avec une machine de qualité médiocre ;
- le tour doit disposer d'un bon dispositif d'arrosage ;
- l'outil doit être de bonne qualité ;
- il faut pouvoir retenir la pièce une fois tronçonnée. Ce n'est pas toujours possible.
COUPE-TUBE A MOLETTE
Le coupe-tube à molette permet de couper des tubes en cuivre ou en acier doux sans faire de copeau. Le tube coupé doit ensuite être ébavuré à l'intérieur.
Cet outil fonctionne sans énergie autre que la force de son utilisateur. On peut facilement l'utiliser partout, y compris en haut d'une échelle (mais c'est interdit en France, dans un cadre professionnel.)
Coupe d'un tube en acier inoxydable austénitique
Gamme de coupe-tubes VIRAX
TRONCONNEUSES A MEULES FIXES
Pour tronçonner à la meule en poste fixe, on a deux solutions : soit acheter un support pour une meuleuse de 230 mm, soit acheter une vraie tronçonneuse fixe utilisant des disques jusqu'à 400 mm de diamètre.
Quel que soit le choix, ces machines surchauffent fortement le métal et font beaucoup de poussières dans l'atelier où elles se trouvent.
Tronçonneuse à disque Sidamo
Les tronçonneuses à poste fixe sont plutôt des machines utilisées en serrurerie pour découper des profilés ou des fers. Elles peuvent réaliser des coupes angulaires de faible précision. Ce sont des machines très bruyantes. Elles sont quasiment réservées à la coupe d'aciers. Trempés ou pas.
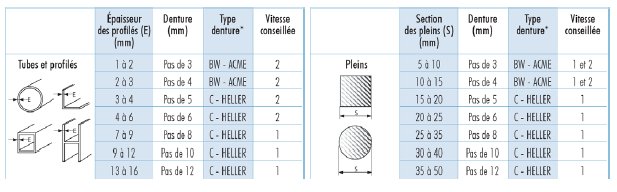
TRONCONNEUSES A FRAISE-SCIE
Les tronçonneuses à fraises-scies ressemblent un peu aux tronçonneuses à disques mais n'en ont pas certains inconvénients.
Elles ne font quasiment pas de poussière. Elles échauffent peu les matériaux coupés. leur domaine de prédilection est la coupe de profilés, mais elles conviennent bien pour couper des sections importantes pleines.
La majorité de ces machines est à avance manuelle, mais il existe aussi des machines à avance automatique.
Avant de rentrer dans les détails, rappelons que les dents de la scie doivent pousser la piece contre le mors fixe. Et par conséquent, l'arbre porte-scie tourner dans le sens adapté.
Tronçonneuses lentes
Les tronçonneuses à fraise scie lentes utilisent des lames en acier rapide, la plupart du temps en acier rapide supérieur. Elles disposent d'un dispositif d'arrosage. Elles peuvent couper tous les métaux à l'exception des aciers trempés. La coupe occasionnelle d'aciers prétraités jusqu'à 1300 MPa est possible.
Tronçonneuse à fraise-scie Sidamo (identique à Protechnic et d'autres marques)

Tronçonneuse à fraise-scie RGA Comète (document FCMO)
La longueur coupée est illimitée. la longueur et la profondeur de la coupe sont limitées par la machine. La capacité dépend de la taille des fraises. Les modèles les plus courants utilisent des fraises de 250-275-315 et 350 mm. Un modèle à fraise de 315 mm peut couper des sections de 160 x 70 mm ou des ronds de 105 mm de diamètre. En retournant les pièces, on arrive à couper un peu plus gros.
Le choix du nombre de dents des lames impacte fortement leur durée de vie.
Un embrayage protège la mécanique et la fraise en cas de blocage de fraise. La majorité des blocages a pour origine un mauvais choix de lame.
Les coupes, droites ou angulaires sont assez précises et propres.
Ces machines sont assez silencieuses. Elles fonctionnent généralement avec une alimentation triphasée.
Les lames se réaffutent tant qu'il reste de la matière. L'affurage d'une lame usée mais en bon état ne coute pas cher. Lorsqu'une dent est cassee, la remise en etat est possible, mais coûte deux fois plus cher. Après de nombreux affutages, les lames peuvent etre utilisees sur une machine plus petite ou sur une fraiseise. Le cout d'exploitation d'une lame bien choisie est faible.
La tronçonneuse à fraise-scie lente est plutôt une machine de serrurier, mais elle convient très bien à un mécanicien usineur qui ne travaille pas de grosses sections. La majorité des machines de cet type ne peuvent fonctionner que sous la surveillance constante de l'opérateur qui exerce la pression de coupe manuellement.
Tronçonneuses rapides, aussi appelées scies à onglet
Ces machines ressemblent un peu aux précédentes, mais elles n'ont pas de réducteur. les fraises tournent bien plus vite et les dents avec des angles de coupe négatifs sont en carbure brasé. Il n'y a pas de dispositif d'arrosage. Il n'y a pas de dispositif de sécurité en cas de blocage. La construction nettement plus légère que celle des modèles lents en fait des machines peu coûteuses.
Scie à onglet Dewalt

Ces scies peuvent couper des alliages d'aluminium, de cuivre, mais pas d'aciers, sauf des profilés d'épaisseur très limitée. Ces machines sont faciles à transporter. Elles fonctionnent avec du courant monophasé. Souvent, leur demarrage assez brutal necessite qu'on les utilise sur des supports très stables.
La coupe ne peut être que rectiligne. Sa longueur est limitée par la machine. La longueur des pièces est illimitée.
Les scies à onglet sont très bruyantes.
Il existe des modèles appelés radiaux qui permettent un deplacement radial de la lame pour augmenter la capacité de coupe en largeur. La plupart sont surtout faites pour couper des bois et dérivés.
Les lames de qualité se réaffutent et se reparent quand une dent est brisée. Les lames de magasin de bricolage se jettent.
FRAISEUSE
Une fraiseuse universelle équipée d'une fraise scie peur réaliser des coupes bien plus longues qu'une tronçonneuse à fraise scie. ici découpe sur une fraiseuse vernier FV3 S. cette machine peut réaliser des "délignages" sur un mètre.
En contrepartie, la largeur de la partie scie est limitée par la taille de la machine.
Les coupes peuvent être très précises.
SCIES SAUTEUSES
On peut découper des tôles ou des profilés avec une scie sauteuse équipée d'une lame pour métaux. Alliages d'aluminium, cuivreux et même aciers peu durs peuvent être coupés. Les coupes sont peu précises et limitées à de faibles épaisseurs en raison de la puissance réduite des machines. C'est un moyen de dépannage.
La profondeur coupée est limitée par celle de la lame. La longueur de la coupe est illimitée. La coupe peut être rectiligne ou chantournée.
SCIES-SABRES
Il existe des scies-sabres de bricolage dont nous ne parleront pas plus ici parce que je ne sais pas ce que ça vaut (mais j'ai quand même un doute sur leurs capacités dans l'acier) et des modèles professionnels plutôt utilisés par les charpentiers metalliques, tuyauteurs et plombiers. La mienne est une Virax.
Scie-sabre Virax

Ces machines portatives sont intéressantes pour effectuer des coupes de tuyaux ou profilés sur site. Par exemple couper des tuyaux d'air comprimé en acier au plafond d'un atelier. Elles sont équipées d'un étau qui permet de les agripper sur le tuyau qu'elles coupent. C'est indispensable pour la sécurité de l'opérateur. En termes de sécurité, on appréciera également le fait que la coupe ne produit pas de gerbe d'étincelles comme le coupe à la meuleuse ou au chalumeau.
La longueur de la coupe est limitée par la taille de la lame. la longueur coupée est illimitée. On peut couper des pièces d'une centaine de millimètres avec ces scies. Il n'y a pas de dispositif d'arrosage, mais on peut pulvériser de l'huile en bombe aérosol.
SCIES ALTERNATIVES
La scie alternative est une machine qui travaille d'une manière voisine à celle d'une scie à main à archet. Mais tout le travail est fait mécaniquement. Même la pression de coupe est donnée par la machine ce qui permet de la laisser travailler seule pendant qu'on fait autre chose.
La différence fondamentale avec le sciage manuel réside dans le fait que sur la majorité des machines, le sciage se fait en tirant. Ce n'est pas le cas des Kasto qui travaillent comme un scieur manuel.
Une Kasto VBS 242
Les scies alternatives sont des machines très intéressantes pour les mécaniciens amateurs parce qu'elles sont peu chères d'occasion. En effet, elles sont de moins en moins appréciées par les industriels pour deux raisons. D'une part, elles travaillent moins vite que les modèles à ruban, puisque la moitié du temps est consacré au recul de la lame, d'autre part, en termes de sécurité les machines à ruban horizontaux sont nettement plus au goût du jour. Pourtant avec une machine alternative on a normalement toujours les mains très loin de la lame.
Les scies alternatives peuvent faire des coupes angulaires, elles sont équipées d'un dispositif d'arrosage, d'une descente et remontée automatiques.
La longueur de la coupe est limitée par la taille de la machine. La longueur coupée est illimitée.
Une machine compacte comme la VBS 242 sur la vidéo ci-dessus peut couper des ronds d'acier pleins de 240 mm. Le rapport encombrement / capacité de ces machines est particulièrement intéressant. Et sa puissance n'est que d'un cheval et demi ce qui permet de l'utiliser même dans de petits ateliers ne disposant pas d'une installation électrique très dimensionnée.
La VBS 242 dispose de 4 vitesses de coupe allant de 55 coups / minute à 155 coups par minute. A 55 coups par minute elle peut couper des aciers traités jusqu'à 1400 MPa.
Il existe de très grosses machines alternatives.
Une KASTO EBS 560 (document RETEC machines)
Choix des lames
Le terrain de prédilection de ces lachines reste la coupe de pieces massives. Néanmoins, on peut choisir la lame de la manière suivante.
Pour tous matériaux peu durs pleins dans la section desquels on peut inscrire un disque de 20 mm, on peut utiliser des lames à quatre dents au pouce.
Pour les profilés et les matériaux pleins minces, on applique la règle suivante :
- épaisseur sciée superieure à 13 mm, 6 dents au pouce
- épaisseur sciée comprise entre 10 et 13 mm, 8 dents au pouce
- épaisseur comprise entre 6 et 10 mm, 10 dents au pouce.
- épaisseur comprise entre 4 et 6 mm, 16 dents au pouce.
Aciers durs : choisir des lames avec des dents 50 % plus serrées. Donc pour du plein de forte section choisir 6 dents au pouce.
SCIES A RUBAN
Scies à ruban pour métaux verticales
Les scies à ruban verticales à métaux ressemblent beaucoup aux scies à ruban à bois. Les différences se situent au niveau de la rigidité des machines et des vitesses de coupe. La plupart des machines dispose d'une vitesse de coupe réglable pour s'adapter au matériau scié. Certaines machines sont même capables de couper aussi des bois et dérivées grâce à un variateur couplé à un harnais-volée. C'est notamment le cas de la Syderic SRF 25-40 qui équipe mon atelier.
Syderic SRF 25-40

La Syderic SRF 25-40 peut couper de 22 à 920 mètres par minute.
Les scies à ruban verticales s'utilisent normalement comme les scies à bois.
Découpe d'une platine en aluminium
Comme avec les scies à bois, on peut réaliser des coupes chantournées en utilisant des lames étroites. la table de la Syderic SRF 25-40 peut s'incliner suivant deux axes.
La règle des trois dents en prise avec la pièce est également applicable aux scies à ruban.
Certaines scies à ruban disposent d'une avance automatique, mais elle est limitée aux coupes rectilignes.
La plupart des machines dispose d'une soudeuse de lame intégrée. On peut ainsi réaliser des découpes intérieures en passant la lame par un petit trou et en la soudant ensuite.
La syderic SRF 25-40 est une petite machine, mais j'ai déjà utilisé une Guinot plus grosse que la majorité des sciesà ruban à bois.
Les scies à ruban verticales sont limitées en largeur de coupe par la taille de leur col de cygne. La longueur de la coupe est illimitée.
Le principal inconvénient des scies à ruban verticales est de ne pas être compatibles avec les dispositifs d'arrosage. Les copeaux sont évacués par une soufflette d'air.
Scies à ruban pour métaux horizontales
Les scies à ruban horizontales sont les machines les plus rapides capables de couper de fortes sections. Elles disposent généralement de plusieurs vitesses et d'un dispositif d'arrosage. Elles peuvent faire des coupes obliques, mais pas de chantournage. Les vraies machines professionnelles sont à avance automatique. On n'est donc pas obligé de les surveiller.
Les meilleures machines sont pilotées hydrauliquement.
Une scie Ultra RH360 (document RETEC Machines)
Une coupe au ruban horizontale est limitée en longueur par la machine, par contre la longueur de la pièce sciée est illimitée.
Une bonne machine représente un budget conséquent. Même un modèle d'occasion en mauvais état se négocie à des prix élevés.
On trouve de petites machines fabriquées en Asie à des prix nettement plus abordables, mais les propriétaires qui les utilisent régulièrement n'en sont généralement pas très satisfaits. Les dispositifs de guidage de lame s'usent très vite et ne semblent pas réparables. Ces produits n'auraient rien d'industriel, mais semblent plus du niveau de qualité de l'outillage électroportatif. Or ce niveau ne cesse de baisser depuis une vingtaine d'années. Pour le même usage, et la même marque j'ai constaté une réduction de la durée de vie des machines de 75 % en trente ans.
OXYCOUPAGE
L'oxycoupage consiste à découper des pièces au chalumeau. On créé un point rouge avec un chalumeau oxy-acétylénique puis on envoie de l'oxygène pur. L'acier brûle dans l'oxygène ce qui permet de découper des pièces. Ce procédé très accessible à l'amateur ou au petit atelier de mécanique professionnel présente cependant plusieurs inconvénients :
- les coupes sont très grossières ;
- la zone coupée est très fortement trempée et oxydée, donc très difficile à usiner ensuite. Elle présente des porosités ;
- la découpe peut provoquer un incendie si elle n'est pas faite à l'extérieur.
DECOUPE PLASMA
Un découpeur plasma ressemble à un poste à souder TIG équipé d'une arrivée d'air comprimé. Il travaille un peu comme un chalumeau découpeur, mais la coupe est nettement plus fine. Ce procédé excelle dans la découpe de tôles. Il est de plus en plus accessible aux amateurs.
Vidéo de l'AFPA
La coupe au plasma est plus fine que la coupe oxy-acétylénique. Néanmoins les conséquences métallurgiques sont du même type.
DECOUPE AU FIL
A proprement parler la découpe au fil n'est pas un moyen intégré accessible au mécanicien amateur ou à l'entrepreneur débutant. Néanmoins cette solution peut s'avérer ponctuellement compétitive en faisant appel à la sous-traitance. En fait, il s'agit d'électroérosion à fil. En quelque sorte il s'agit de découpe à l'arc électrique.
C'est un procédé qui présente deux avantages par rapport à tous les autres. D'abord il permet de découper très précisément des pièces en acier trempé. Ensuite la coupe peut être si fine qu'on arrive souvent à réaliser dans un seul lopin une pièce extérieure et une pièce intérieure avec un très faible jeu entre les deux pièces.
La découpe au fil présente deux inconvénients majeurs : c'est un procédé lent, donc cher et c'est un procédé qui provoque une microfissuration en surface. Les microfissures résiduelles sont invisibles, mais elles peuvent avoir de graves impacts sur le tenue en fatigue des pièces. Néanmoins ce procédé peut résoudre certains problèmes particuliers de manière économique. Il est bon d'en connaître l'existence.
DECOUPE AU JET D'EAU
Comme la découpe au fil, la découpe au jet d'eau n'est pas un procédé que l'amateur peut intégrer dans son atelier. Il peut néanmoins sous-traiter certains travaux réalisés par ce procédé. Un jet d'eau contenant une poudre abrasive est envoyé sur la tôle sous très forte pression (2000 bars) par une buse déplacée par une commande numérique.
Ce procédé a l'avantage de ne pas provoquer les transformations métallurgiques qu'on constate avec l'oxycoupage, le plasma,le L.A.S.E.R. et l'électroérosion à fil. Les coupes sont fines. En contrepartie, il est un peu plus limité en termes d'épaisseur de pièces. Pour des pièces très épaisses, la découpe au fil n'est limitée que par la taille de la machine.
Ci-dessous découpe d'une tole de 80 mm.
DECOUPE L.A.S.E.R.
L.A.S.E.R. : Light Amplification by Stimulated Emission of Radiation. En théorie, on ne devrait pas écrire laser puisque ce sont des initiales.
Souvent comparé à la découpe jet d'eau, la découpe par faisceau L.A.S.E.R. est un procédé un peu plus répandu mais qui tend à céder des parts de marché au profit du jet d'eau. Le L.A.S.E.R. pénètre moins profondément la matière. Le L.A.S.E.R. induit des modifications métallurgiques. Le L.A.S.E.R. s'adapte moins bien aux matériaux très brillants (aluminium.)
Vidéo : du matériel un peu démodé, mais de très bonnes explications.
CONCLUSION
Les moyens pour découper ou tronçonner des pièces sont divers et variés. Aucun moyen n'est universel parce qu'aucun n'est exempt de défaut. Dans l'atelier idéal, on disposerait de tous ces moyens. Dans la pratique, on fait avec ce qu'on a, ce qu'on peut louer et quand on n'en a pas la possibilité ou pas les compétences nécessaires à la mise en oeuvre de certains procédés, on peut faire appel à la sous-traitance.
Bons copeaux à tous.
A découvrir aussi
- Fabrication de poussoirs de suspension
- Le Soudage. Première partie : présentation des procédés de soudage
- La fatigue mécanique. Seconde partie : les méthodes de calcul de résistance des matériaux

Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 132 autres membres