
Arrivée d'une nouvelle fraiseuse (guide d'achat fraiseuse intégré)
ça faisait longtemps qu'on attendait ça, la nouvelle fraiseuse est arrivée à l'atelier.
La nouvelle venue est une VERNIR FV3S. elle a pris la place de la Huré 52 dont elle a récupéré la bavette inférieure à peine modifiée. La Huré a été vendue la semaine précédente à un jeune rallyeman.

Caractéristiques principales de la fraiseuse VERNIER FV3S
Fraiseuse universelle à deux broches (une horizontale et une verticale orientable.)
Courses 1000 mm x 300 mm x 600 mm
Moteur de broches 7,5 chevaux
Avances et avances rapides sur les trois axes. Moteur d'avances 2,5 chevaux.
Poids 2650 kg à sec.
La FV3S va être équipée prochainement d'un variateur de fréquence électronique qui permettra d'en étendre la plage de régimes.
==========================================================================================================================================
A cette occasion, nous vous proposons un petit historique des fraiseuses utilisées pour fabriquer les pièces de nos autos de course. Les lecteurs qui envisagent d'acheter une fraiseuse pour une utilisation fréquentielle, donc à petit budget, y trouveront probablement quelques repères pour guider leur choix face à une offre assez étoffée, mais où on a du mal à s'y retrouver quand on ne connaît pas les avantages et les inconvénients de chaque marque ou de chaque modèle.
Disons-le tout de suite : la fraiseuse parfaite n'existe pas. Hélas...
Fraiseuses diverses utilisées
Ma première pièce de compétition usinée à la fraiseuse était un piston de 350 Kawasaki S2 en 1978. J'avais demandé à mon professeur l'autorisation de prendre une machine pendant une récréation. Sans montage spécifique, j'ai failli prendre le piston dans la figure quand il a échappé de l'étau de la petite DUFOUR que j'avais empruntée. J'ai réussi surtout à me faire peur...
Plus tard, pendant très longtemps, les pièces de voitures de course ont été fraisées la nuit dans l'entreprise où je travaillais. Mes collègues outilleurs, me laissaient sympathiquement leurs machines, mais c'était toujours compliqué surtout lorsque les usinages étaient longs. Les machines devaient être libérées avant le lendemain. A cette époque, je me servais beaucoup d'une "grosse" DUFOUR comme celle-ci. C'est sur une machine de ce type que j'ai usiné en plusieurs fois un carter d'embrayage pour loger un gros Borg & Beck bi-disques de R5 Turbo Groupe B. C'est compliqué... Il faut utiliser des rallonges pour permettre aux fraises d'aller usiner le fond du carter.

Une bonne machine, mais les outilleurs la délaissaient parce qu'ils préféraient utiliser la Huron MU6 beaucoup plus rigide et équipée pour la visualisation des cotes, ce qui facilitait le travail. Du coup, à une époque, la Dufour de l'atelier d'outillage a du usiner plus de pièces d'autos de course la nuit que de pièces pour l'entreprise, le jour...
J'ai beaucoup apprécié les tablettes en bout de table. Elles permettent de conserver sur la machine certains outils, comme des instruments de mesure, des clés de serrage. C'est un détail, mais c'est pratique de ne pas avoir à aller chercher ces outils à tout bout de champ.
La Dufour (gros modèle) est la machine polyvalente par excellence. pas toujours parfaite, mais à l'aise partout. C'est vraiment la bonne compagne qui vous suivra partout sans rechigner.
Moins souvent, j'empruntais la MAHO MH800 du service maintenance. Normalement, ce type de fraiseuse a plutôt pour vocation d'être une machine de prototypiste. Mais le service maintenance en avait hérité pour lui permettre de couler des jours paisibles à la fin de sa carrière. Et c'était beaucoup mieux que la perceuse-fraiseuse Cincinnati qu'elle remplaçait.
Une MH 800 : elle possède une table large et articulée sur trois axes ce qui constitue sa particularité la plus visible. La broche est montée sur un bélier. La tête n'est orientable que sur un seul axe. Par contre, la table tourne dans les trois direction ce qui en fait une machine à six axes dont quatre seulement sont mécanisés.

Ainsi cette machine permet de réaliser des prototypes aux formes torturées. Mais elle n'est pas très facile à utiliser, parce qu'elle n'a aucun équipement numérique d'origine. Six axes ne sont nécessaires que pour des pièces très complexes. Malgré ses multiples possibilités, j'aimais moins travailler sur cette Maho que sur "ma" Dufour. Il est vrai qu'elle n'était pas accessible la nuit. Et moi, dans les années 80, je faisais des pièces d'auto de course la nuit...
Je n'ai pas aimé la broche de la Maho MH800. Elle est équipée pour le perçage, c'est un avantage. La MH 800 est l'une des meilleures fraiseuses universelles pour faire du pointage. Mais celle qu'on me prétait n'avait qu'un petit cône de broche. Trop petit pour une utilisation de fraises de taille importante. Et en plus les outillages sont difficiles à trouver d'occasion. Donc reviennent cher pour un utilisateur occasionnel. C'est aussi un reproche que je fais aux perceuses-fraiseuses, dont les Cincinnati dont je me suis aussi servi quelquefois à cette époque. Elles sont très peu rigides. On ne fait rien de précis avec une Cincinnati. En plus, l'avance de la Cincinnati, quand elle en est équipée, ce qui est rarement le cas, n'est pas synchrone. Les Cincinnati sont à mon avis, juste bonnes pour tirer des lumières. A oublier rapidement, sauf pour faire du travail grossier pour de la serrurerie...
Les perceuses-fraiseuses CINCINNATI ont quand même l'avantage d'être toutes petites. Pour moi, ce sont des machines de citadins. Elles trouveront facilement une place dans un petit garage comme on en trouve dans les immeubles modernes. Mais il ne faut pas en attendre de précision.
Par contre, les moteurs étant en triphasé, les résidents d'immeubles modernes sont souvent obligés d'acheter un onduleur. Dans ce cas, une machine de faible puissance est avantageuse, car les gros onduleurs de qualité industrielle ont un coût très significatif dans le budget global d'acquisition d'une perceuse-fraiseuse.
Une perceuse-fraiseuse Cincinnati (sans avance auto.)

Pour revenir à la Maho, les soufflets se déchirent vite et coûtent très cher. Autre chose qui me déplait sur les Maho, ce sont les minuscules boutons rotatifs de la commande de boite. C'est totalement subjectif, mais ces machins avec des bouts de plastique en couleur, c'est comme tout ce qui est en plastique : j'aime pas... En fait, pour être sincère, j'aimerais bien avoir une MH800, mais seulement comme deuxième fraiseuse. Juste pour faire des pièces tordues. Encore faut-il avoir un grand atelier...
Le terrain de prédilection de la Maho, c'est le petit boulot précis et compliqué. Ce n'est pas vraiment la machine à acheter pour faire du gros surfaçage.
Certaines MH800 C ou MH700 C ont été équipées de commandes numériques (CN) et se vendent (en état assez moche)à des prix accessibles à tous. Mais il s'agit des premières générations de CN. Souvent des NUM720 ou des Philips 432 ou 532. Les cartes commencent à devenir dures à trouver. En plus ces anciennes CN communiquent avec un langage dépassé. D'autre part, ces anciennes CN sont très encombrantes.
J'ai aussi fraisé des pièces chez l'un de mes sponsors : MILLIATRANSFO. Faute de pouvoir me financer, cette PME me laissait utiliser une petite DUFOUR qui m'a bien aidé lors du développement de la R5 turbo. Une machine d'école. Elle ne leur servait jamais puisqu'ils avaient des fraiseuses à commande numériques bien plus performantes. C'est sur ce modèle de Dufour que j'ai appris à fraiser quand j'étais en seconde au lycée technique de Vienne et que j'avais fait voltiger un piston deux ans plus tard...
Cette machine a une particularité sympa : avec le grand levier de commande, on peut inverser le sens de rotation du moteur. ça peut être utile pour tarauder (à condition de disposer d'un mandrin à compensation axiale et radiale.)
Une Dufour d'école (document trouvé sur Internet.)

Un peu petite pour une utilisation sérieuse dans le domaine automobile, mais elle pourrait convenir à des motards qui ne fabriquent pas de grosse pièce. Cette machine n'a qu'une seule avance automatique sur le chariot longitudinal, ce qui limite beaucoup ses possibilités. Remarquez qu'à cause de sa taille réduite, l'utilisateur travaille penché en avant, ce qui n'est pas confortable. On voit aussi qu'il est difficile de monter un diviseur sur cette fraiseuse lilliputienne.
Malgré ces défauts, les petites DUFOUR d'école restent à mon avis de vraies fraiseuses et ne sont donc pas comparables avec une perceuse-fraiseuse qui n'offre pas une rigidité suffisante pour faire des pièces de qualité.
Episodiquement, je me suis servi d'une fraiseuse Alcera. Une petite machine dans le genre de celle-ci, avec une visu trois axes.

Elle était neuve. Et elle l'est resté longtemps... Peu de course, une table trop petite, peu de rigidité, peu de passage pour les grosses pièces et il me semble une seule avance automatique, pas d'avance rapide. Encore "une machine à tirer des lumières dans l'alu" A la boite, personne ne voulait travailler sur cette machine qui était au fond de l'atelier d'outillage. C'était celle qu'on laissait volontiers aux sous-traitants, tellement tous les mécanos la détestaient... On a peut-être été un peu sévères envers elle. Mais quand dans le même atelier il y a une bonne Dufour et une Huron MU6, la petite nouvelle censée remplacer une Maho MH800 fait l'effet d'un jouet juste bon pour amuser les gosses...
Ce type de fraiseuse ALCERA est à mon avis systématiquement et sur tous les points inférieure à toutes les autres fraiseuses. Je la vois plutôt comme une machine d'utilisation occasionelle.
Mais malgré ces possibilités offertes par des relations professionnelles, c'était toujours compliqué de devoir emprunter... et libérer dans les délais prévus.
Fraiseuse GAMBIN 14 AM
Donc, j'ai acheté ma première fraiseuse. Une GAMBIN très ancienne. Un modèle M. Apparemment une 14 AM, si j'en crois ce que j'ai pu trouver sur Internet Une machine de 1935. Avec une transmission à courroie en cuir. Le travail était rythmé par le bruit de l'agrafe qui fermait la courroie à chaque passage sur une poulie. Clac-Clac. Une machine qui ressemblait tellement à celle-ci, que je pense que ça devait être la même. Mais la mienne était nettement plus propre. Je l'avais achetée à un mouliste dans l'Ain. Je revois toujours, le papy qui s'en servait avant moi. Il m'avait aidé à la charger sur ma remorque, la larme à l'oeil et m'avait donné (en cachette ...) quelques outils pour démarrer. La boite venait de faire faillite. J'avais un peu l'impression de lui voler son outil de travail. Pour la petite histoire, on a été obligés de démonter la table parce qu'elle ne passait pas par la porte de l'atelier qui avait été installée après l'arrivée de la fraiseuse.

C'était une machine sympa parce qu'elle avait de très grandes courses, un triple volant de commande du chariot longitudinal, dont un en façade ce qui donne un confort incomparable. Il est débrayable et dispose de deux rapports d'entrainement commutables. ça permet de faire des réglages précis et de disposer d'une avance rapide... Manuelle...
Il y avait aussi un embrayage à pédales. J'avoue que je ne m'en servais jamais sauf en cas d'urgence.
Mais cette machine avait de gros défauts. La broche ne dépassait pas 326 tours par minute, ce qui empêchait d'utiliser des petites fraises carbure. La tête Gambin est très facile à utiliser. On peut la déplacer comme un bélier, et la faire tourner dans tous les sens. Mais en contrepartie, elle manque de rigidité. C'est le plus gros défaut de toutes les Gambin. Même les modernes. Les Gambin vibrent beaucoup. C'est la cause de leur désamour de la part de nombreux fraiseurs. Fort de cette expérience, jamais je n'aurai acheté ensuite uneautre Gambin, même une 10N ou une 12N pourtant beaucoup plus modernes... On en trouve à profusion à vendre. Et souvent pas cher. J'en ai eu une à l'école, je l'aimais bien parce qu'à l'époque c'était une machine moderne. Mais je confirme elles vibrent beaucoup...
Mais le plus gros défaut de ma Gambin 14AM, c'était son cône de broche. Un cône Morse. La plupart des vieilles fraiseuses disponibles à bas prix ont un cône de broche Morse. Les cônes morse à faible pente se coincent facilement. C'est connu. En hiver, lorsque la machine est chaude, la broche est dilatée. Si on installe une fraise froide (l'atelier de l'époque n'était pas chauffé...), elle se dilate au contact de la broche après quelques minutes et il devient quasiment impossible de l'extraire ensuite. Et si on laisse refroidir la broche, elle se rétracte et c'est peut-être pire... ça se termine à la massette de maçon ! Quand je devais taper comme un sourd sur le tirant, je pensais toujours à mes roulements de broche et ça me faisait mal au coeur. Pour certaines fraises, j'avais fabriqué des mandrins filetés permettant de les extraire en douceur, mais quand même avec beaucoup d'énergie musculaire. Je déconseille ce type de machine à ceux qui voudraient s'équiper. Même si elles ne sont pas chères. Ajoutons que la pompe de lubrification à entrainement par courroie cuir nécessitait une maintenance importante, comme la courroie de la broche qui se détendait facilement. Et les boites à vitesses montées sur paliers bronze qu'il fallait graisser chaque jour. Et la graisse qui finissait tôt ou tard sur les courroies... C'était un début, mais je déconseille vraiment ces machines aux débutants s'ils n'ont pas l'intention de les modifier fortement. Elles seront bien dans un musée car c'étaient de bonnes bécanes, précises, solides. Mais elle sont complètement dépassées de nos jours. La Gambin M pesait environ 2000 kg. C'était une machine d'assez grand gabarit très ergonomique pour des utilisateurs de grande taille. Grande taille d'ailleurs indispensable pour pouvoir manoeuvrer le bélier de la tête sans être obligé de faire l'acrobate sur un tabouret.
Les fraiseuses Gambin
Les Gambin, sont des machines mal aimées. Il faut bien en avoir conscience et ne pas les payer cher. Quant aux fraiseuses à cône de broche Morse, il vaut mieux les fuir si on n'a pas l'intention de les modifier.
Fraiseuse Huré type 52
En 1998, la Gambin est revendue. Elle est remplacée par une Huré type 52 retrofitée en 1988.
Lien vers présentation de ma Huré 52
Cone SA40, courroies trapézoidales, broche 1000 tours. Une machine nettement plus performante et plus confortable que je recommande pour un premier équipement sérieux. le moteur developpe 4 chevaux. Mais vu la robustesse du bâti et la qualité des engrenages, la puissance pourrait probablement être augmentée sans difficulté en ne remplaçant que le moteur. Un moteur de 5,5 chevaux tournant à 3000 tours donnerait à cette machine les performances d'un machine moderne pour un investissement dérisoire. Encore faudrait-il avoir une ligne électrique capable. En effet, la Huré 52 n'est pas gourmande en énergie et ça peut être un avantage pour son installation dans un petit atelier à l'installation électrique peu dimensionnée.
La Huré a les qualités qui étaient des défauts de la Gambin. Sa tête est la plus rigide du marché. Elle a la même architecture de tête que les fameuses Huron qui sont ses descendantes. Les principales différence avec les Huron, sont le mouvement transversal donné par la console (bélier sur les Huron), le guidage de la console (queue d'aronde simple sur la Huré et une ou deux colonnes supplémentaires sur les Huron, la taille (certaines Huron sont monstrueuses) et la puissance (15 chevaux, juste pour le moteur de broche dela MU6 !) La Huré, c'est rustique, comme une 504 Diesel, la Huron, comme un char Panzer....
La Huré 52 possède les avances automatiques sur les trois axes alors que la Gambin 14 AM n'était équipée que sur deux axes. La machine a été modifiée vers 2000, les manivelles ont été remplacées par des volants plus agréables à utiliser. Vers 2005, elle a été équipée d'une visualisation des cotes sur les trois axes, ce qui la rend plus confortable. Elle a quelques défauts : je trouve qu'elle manque un peu de course longitudinale (700 mm, mais seulement 600 mm pour une Gambin 10N, de corpulence comparable) pour une utilisation en scie radiale, mais ça n'est pas gênant en usinage courant. Cet inconvénient est largement compensé par une course transversale étonnement importante pour une machine de ce calibre : 350 mm (230 mm seulement sur une Gambin 10 N.) C'est finalement une bonne machine qu'on peut acquérir à un petit prix. Elle conviendra aux bricoleurs les plus exigeants, mais elle est un peu lente pour une utilisation professionnelle intensive. Sa lenteur vient principalement du fait qu'elle ne dispose pas d'avance rapide. Manoeuvrer la console à la main quand on fore des trous en série est un exercice désagréable. Témoins, la vidéo ci-dessous à-partir de 4'55".
A voir, si elle sert occasionnellement. Elle pèse environ 1500 Kg, ce qui permet de la transporter sur une remorque porte-auto.
A part l'absence d'avances rapides, le plus gros reproche que je fais à ma Huré 52 est justement d'être petite... Je suis très grand et je dois m'incliner en avant pour manoeuvrer le volant du chariot vertical quand je travaille sur de grosses pièces qui nécessitent que la table soit proche de sa position la plus basse. Pour un alésage de carter-cylindres, par exemple. Et j'ai une hernie discale qui n'apprécie pas les postures peu ergonomiques... C'est la principale raison qui m'incite à la remplacer. Et il y a aussi le plaisir de disposer d'une machine un peu plus performante, il faut bien l'avouer (mais hélas, beaucoup plus chère...)
Autre (petit) souci : le sélecteur de mouvement (longitudinal, transversal ou vertical) a tendance a gripper quand on ne l'utilise pas souvent et qu'il reste un peu de liquide d'arrosage sur son axe. J'ai ajouté un graisseur sur l'axe et le problème a disparu.

Je trouve aussi que ce selecteur est placé trop bas. ça explique d'ailleurs pourquoi il reçoit du liquide d'arrosage et pourquoi on oublie souvent de le secher lors du nettoyage de la machine. Du coup, il s'oxyde (voir photo) ce qui le rend dur.
La Huré 52 est une bonne machine pour un usage occasionnel. Elle peut être précise, car elle est très rigide, mais elle n'est pas rapide. C'est une machine pour bricoleur exigeant plus que pour professionnel brouillon.
Fraiseuse VERNIER FV3S
Donc, au moment de remplacer la Huré, le cahier des charges était le suivant : grande table, grandes courses, grand passage (pour les carters-cylindres), broche 1500 RPM au moins, avances rapides sur les trois axes (important pour dégager rapidement les grands forêts), broche ISO 40 ou ISO 50. Je tenais particulièrement à disposer d'une grande table et de grandes courses parce que je travaille souvent sur deux projets à la fois. En effet, il n'est pas rare qu'au milieu d'un travail long, usinage d'un carter par exemple, je sois obligé de réaliser une pièce urgente. Et comme je n'ai qu'une fraiseuse, si la table est petite, je dois démonter la pièce en cours pour mettre à la place la pièce urgente. Cela induit des pertes de temps considérables et une perte de précision.
A cause des grandes courses, (pour pouvoir travailler sur deux projets en même temps sans démontage et disposer d'une course transversale voisine de celle de la Huré : 350 mm, paramètre assez exceptionnel, avouons-le) les Ernault Somua banc fixe Z1C ou ZHV1 se trouvaient éliminées d'emblée à cause de leur mouvement transversal que je trouve un peu trop limité (270 mm.) C'est très dommage parce que j'aime bien le principe du banc fixe, notamment pour travailler sur des pièces lourdes. Une ZHV3 ou une Z3C dont les courses sont importantes m'a tenté, mais ce projet a vite été abandonné parce qu'elle ne serait pas rentrée dans l'atelier. Et puis le poids : 3500 kg, donc pas manoeuvrable avec mon chariot élévateur de 3 tonnes. Re-dommage...
Une Z3 C : on voit bien la protubérance sous la table qui augmente l'encombrement de cette machine

Trois marques me semblaient encore en lice :
- Huron, pour la rigidité, la taille de la table, et aussi parce que j'ai aimé la Huré que j'ai quand même gardé 21 ans... Presque une histoire d'amour...
- Dufour récente (une "grosse") pour la polyvalence de ces machines qui m'ont donné toute satisfaction. Seul petit bémol : la marque a disparu.
- Vernier, parce que se sont d'excellentes machines de prototypage, très précises, et parce qu'à l'exception des modèles à cycle cubique, je n'ai jamais vu une Vernier faire de la production en série. C'est aussi à mon avis, ce qui se fait de plus moderne (excepté l'absence de banc fixe) en machine traditionnelle.
J'aurais rêvé de remplacer ma Huré, dont je suis satisfait par une Huron MU6 qui est la descendante de la Huré. Plus un coup de coeur qu'un achat de raison... Les Huron se vendent très cher (10 à 20 000 Euros pour une machine de quarante ans en très bon état (rétrofitée) chez un marchand de machines.) Elles sont systématiquement reprises par des professionnels de la machine-outil. Beaucoup partent dans les pays de l'Est où leur réputation ne fait aucun doute. Le marché n'est pas sain. Il est difficile d'en acheter en direct à un artisan, parce qu'elles font souvent l'objet de reprises par les marchands de machines, sauf quand elles sont complètement usées. Les pièces détachées sont hors de prix (5000 Euros pour une tête neuve.) Les Huron sont lourdes (plus de 4000 kg, pour une MU6) et très encombrantes. C'est à cause du poids, de l'encombrement, du prix et du risque financier en cas de défaillance que j'ai préféré jeter l'éponge. C'était juste un rêve... Une NU 4 eu été plus raisonnable, mais la plupart des avantages de la MU6 auraient été perdus. Et puis, les Huron ont très souvent fait de la production intensive. Elles ont été conçues pour ça, certes, mais elles ne sont pas éternelles et en cas de grosse réparation, le problème aurait été le même qu'avec une MU6 : les pièces sont hors de prix. De toutes façons quand une bonne Huron est à vendre, on prévient les confrères et on ne la laisse pas à un inconnu...
Une MU6 et sa table assez grande pour qu'on puisse y organiser un banquet...

Mise à jour en août 2023 : contrairement à ce que j'ai écrit plus hautl y a presque cinq ans, la valeur marchande des fraiseuses Huron a subi une forte baisse ces dernières années. Faut-il expliquer çavoar un déclin industriel de la France bien réel ces cinq dernières années ou par l'arrivée sur le marché de l'occasion de fraiseuses Huron à banc fixe, je nevpeux pas le dire. Toujours est-il que parler d'un effondrement des prix des MU n'est en rien exagéré.
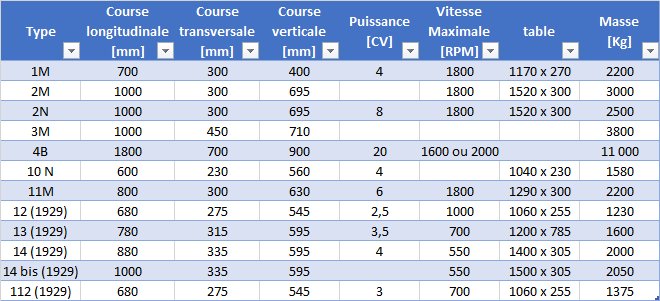
Les Dufour sont sympa, J'ai toujours eu un faible pour leurs cabestans de commande de boite. Mais il existe une quantité très importante de modèles avec plus ou moins d'options. Il faut donc étudier au coup par coup. Et franchement, je connaissais plutôt mal la gamme Dufour. J'en ai bien utilisée une récemment à Magny-Cours. Mais à peine une journée ou deux pour retoucher des pièces lors de l'assemblage d'un moteur de prototype. Je ne sais même pas de quel modèle il s'agissait. De toutes façons, cette machine-là n'était pas à vendre. Et je n'ai trouvé à vendre que des machines ayant des courses plus faibles que ce que je cherchais. Donc jusqu'à la dernière minute, je suis resté à l'écoute de l'offre en DUFOUR. Après avoir acheté ma fraiseuse, j'ai découvert un modèle de DUFOUR que je ne connaissais pas : la 624. Il en existe plusieurs versions. La 624B a une table tournante, mais la plus courante semble être la 624 D. Cette machine a une table de 1600 x 345 mm, à cinq rainutes. Elle a des courses très importantes : 1100 x 400 x 530 mm. En contrepartie, la broche de 10 chevaux ne dépasse pas 1180 tours par minute et elle pèse la bagatelle de 3750 Kg. C'était donc en dehors de mon cahier des charges, mais cette machine pourra intéresser ceux qui cherchent "une machine d'homme" (en référence à la "boisson d'homme" dans la célèbre scène de la cuisine des Tontons flingueurs...)
Une 624 D : pas vraiment de la "machine de lopette"...

Après coup, j'ai commencé à rédiger le tableau suivant qui pourra servir aux internautes désireux d'acheter une Dufour. On trouve des informations contradictoires sur internet. Quand il y a une valeur entre parenthèse c'est que deux informations contradictoires ont été trouvées pour le paramètre concerné.
Double-cliquer dans l'image pour la voir agrandie.

Derniere mise à jour 02/2025
Chez VERNIER, c'est un peu comme chez Dufour. Mais je connais bien mieux la gamme et les options disponibles. Les FV 250 et FV 270 sont souvent en bon état (fraiseuses d'école), mais trop petites pour ce que je voulais faire avec (une FV 250 me semble un très bon investissement pour un motard.) J'ai eu une Vernier au Lycée en terminale. Je n'en pense que du bien. Bonne bécane, douce, précise, facile à utiliser. Sympa.
La FV 380 m'aurait vraiment plu.
La FV380 ressemble beaucoup à la FV3S, mais ses dimensions sont plus généreuses.
Remarquez sa belle table à 5 rainures.

Une table immense, presque comme une Huron MU6. Un moteur de 10 à 12,5 chevaux suivant modèle. Une broche SA50 qui permet d’envisager d’utiliser des forets cone morse 5, voire 6 !
Mais 4 tonnes.... Mon chariot élévateur ne lève que 3 tonnes. FV380, MU6, 624 D, même combat perdu d'avance. Et puis j'ai eu un peu peur de tomber sur une machine de production intensive usée jusqu'à la corde... Affaire réglée.
Mise à jour de novembre 2022 : l'industrie français est à la dérive comme elle ne l'a jamais été. En six ans, la côte des Huron MU a significativement baissé. Quant à celle des KU, elle est désormais proche de celle des autres fraiseuses "sérieuses". Seuls le poids, l'encombrement, l'usure qui peut etre importante et la complexité mecanique des Huron restent de vrais freins à l'achat.
Restait la gamme FV3. Il s'agit d'une gamme de fraiseuses qui a eu un très gros succès commercial. Les fraiseuses Vernier FV3 sont de bonnes machines, elles sont très précises et disposent de nombreux atouts. Mais elles ont deux défauts importants : d'une part, le premières machines n'avaient pas de déflecteur sur le chariot transversal ce qui occasionnait des entrées de liquide d'arrosage dans la console. Mal entretenues, certaines ont eu des problèmes d'engrenages.
L'intérieur d'une FV3 TO australienne, mal entretenue (probablement parce que ce défaut n'était pas connu là-bas.) Il suffit pourtant de vidanger de temps en temps...

D'autre part, la mécanique assez peu accessible exige souvent beaucoup de travail en cas de défaillance, même mineure. C'est d'ailleurs souvent le cas. Ma Gambin et ma Huré n'y faisaient pas exception. Heureusement ce sont des machines fiables, notamment parce qu'elles contiennent environ 30 litres de lubrifiant répartis dans une dizaine carters (8 sur les premières , 10 sur les plus récentes, comme la mienne), plus un système de graissage centralisé. On est aux antipodes de la vieille Gambin 14 qu'il fallait graisser à la pompe à chaque utilisation.
La FV3 a été proposée avec une option cycle cubique qui lui permet de travailler seule. ça peut paraître sympa. Mais en fait, les machines équipées de cette option ont souvent fait de la production intensive. Elles étaient faites pour ça. Elles sont donc très souvent usées. De plus, l'automatisme de ces fraiseuses est techniquement complètement dépassé. On se moque bien d'avoir la dernière technologie pour un usage intermittent, mais cette obsolescence s'accompagne obligatoirement de l'âge qui va avec... Evidemment, l'automatisme à la grand-papa n'était plus d'actualité sur les derniers modèles sortis des usines Vernier, car il ne pouvait plus rivaliser avec les commandes numériques. Je ne connais pas les dates exactes, mais les Vernier FV3 qui existaient déjà en 1966 ont été commercialisées Jusqu'au moment où les machines à commande numérique ont envahi totalement le marché. Autant éviter d'acheter l'une des premières sorties d'usine puisqu'elle a toutes les chances d'avoir beaucoup travaillé. Surtout si elles disposaient du fameux cycle cubique qui les prédestinaient à de la production intensive. Donc, FV3 à cycle cubique : à oublier....
Ensuite, la FV3 existe en FV3 proprement dite, en FV300 en FV3TO et en FV3S.
La fraiseuse FV3 dispose d'une table de 1200 x 300 mm (plus longue de 100 mm que celle de la Huré 52) et d'une grande course longitudinale 900 mm soit 200 de plus que la Huré. En contrepartie sa course transversale est assez conventionnelle : 300 mm soit 50 de moins que la Huré.
La FV3 TO dispose d'une table orientable qui constitue un quatrième axe. Elle a donc en quelque sorte l'un des avantages de la Maho MH800, sans en avoir ce que je considère comme des inconvénients. En contrepartie, le passage sous tête est (un peu) réduit. C'est une machine intéressante pour ceux qui font des fraisages obliques de longueur très importante (sinon, il suffit de tourner l'étau.) Cette particularité me plaisait bien.
La FV300 dispose d'une table à quatre plus une rainures. C'est un avantage pour brider les pièces.
Une version FV300 E existe. Elle est un peu plus récente que la 300 tout court. La 300 E dispose de coupures d'avances par contacts électriques au lieu des dispositifs mécaniques des FV300. De plus, les versions E (FV250E, FV270 E et FV300E) ont des boites de broches allongées. Les fréquences maximales de rotation sont portées à 2000 RPM au lieu de 1500. Tant qu'à acheter une FV300, autant prendre une 300 E puisqu'elle sera plus récente et un peu plus rapide.
La FV3S possède une table plus large, plus longue (1500 mm) à trois plus une rainures égalementet dispose d'une course longitudinale portée à 1000 mm. Le modèle S a aussi un volant de longitudinal en façade en série (comme la vieille Gambin 14 AM, ce qui apporte un confort appréciable et permet de minimiser l'un de ces défauts (intrinsèque à ses qualités.) En effet, grande table, plus grande course, plus grandes tablettes en bout de table, égalent besoin de beaucoup d'espace pour manoeuvrer. S'il avait fallu, en plus laisser encore 150 mm pour une manivelle à droite de la table, ça aurait fini par devenir très pénalisant. Ce volant en façade pouvait être livré en option sur certaines autres fraiseuses de la gamme Vernier. Je n'en n'ai jamais vu, mais il est doit bien y en avoir sur le marché.
En fait j'ai découvert après l'avoir achetée que la tablette de droite s'enlève et se remet en place en deux secondes; c'est très pratique pour passer derrière la table.
Apparemment, il n'a jamais existé de FV3S E. Donc, toutes les FV3S auraient des boites 1500 RPM. C'est pour ça que je vais équiper la mienne d'un variateur de fréquence.
Les FV3 qui ont été fabriquées dans le Var sont aussi réputées à l'étranger. On en trouve évidemment en Italie, mais aussi aux USA, en Asie, et même en Océanie.
Une FV3 qui a beaucoup voyagé. Elle est en Inde ! Et équipée de la fameuse bavette destinée à éviter les entrées de liquides dans la boite. Ils ne sont pas idiots, les pilotes d'éléphants...
On remarquera sur ce modèle "export" l'indication "G VERNIER Paris", le Paris a été ajouté dans la fonderie, probablement parce que La Trinité ça faisait un peu trou perdu, en Asie...
J''avais d'abord acheté à quinze kilomètres de mon atelier une FV300, avec une boite à refaire (le fameux problème d'étanchéité...) Mais la vente a été annulée lorsque le vendeur s'est rétracté. C'était il y a six mois.
Double-cliquer dans l'image pour la voir agrandie.

Et finalement, après de longues recherches, c'est une FV3S qui vient d'arriver à l'atelier.
C'est une machine qui a été retrofittée et qui a un bel aspect. Et elle n'a plus servi depuis cinq ans parce que l'atelier Haut-Savoyard de mécanique de précision d'où elle vient a été équipé de machines cinq axes à commande numérique depuis quelques années. On est loin de la vieille Gambin qui aurait aujourd'hui 83 ans. Et pourtant, cette Gambin de 1935 travaille probablement encore puisqu'elle a été revendue à un agriculteur.
La FV3S nécessite 3,20 mètres de largeur à cause de sa grande table et de sa course importante. C'est nettement plus que la Huré. D'ailleurs, à cause de ces poids et encombrements importants, son installation à l'atelier a été laborieuse. Il a fallu quasiment vider l'atelier pour la mettre en place.
Bien qu'en bon état mécanique, elle va subir une petite révision dans les semaines à-venir. On voit d'ailleurs sur la photo que la tablette est en cours de réparation à la fibre de carbone
Caractéristiques détailléesde la fraiseuse Vernier FV3S
Table
1500 mm x 320 mm, equipée de deux tablettes porte-outils.
Courses
Longitudinale 1000 mm,
transversale 300 mm,
verticale 600 mm.
Vitesses et avances
18 vitesses de broche de 32 à 1500 t/min (19 sur la Huré.)
18 avances (24 sur la Huré.)
Nous disposons à l'atelier d'un multiplicateur de vitesse à rapport 5, 5 / 1. Ainsi, la fréquence maximale d'utilisation de 5500 RPM obtenue avec la Huré 52 est portée à 8250 RPM avec la Vernier FV3S. On peut donc peut travailler avec une fraise carbure de 2 mm avec une vitesse de coupe de 52 mètres / minute, ce qui est intéressant dans des aciers prétraités. Avec la Huré, ces conditions de coupe nécessitaient l'usage d'une fraise de 3 mm au minimum puisque le broche ne dépasse pas 1000 RPM.
Un variateur de fréquence Altivar vient d'être acheté d'occasion. C'est un onduleur triphasé. Grâce à cet appareil, la fréquence de rotation de broche pourra être augmentée en augmentant la fréquence du courant envoyé dans le moteur de broche. Ceci évitera d'avoir recours au multiplicateur de vitesse qui occasionne une perte de précision de la machine.
Moteur de broches
Les broches sont entraînées par un moteur de 7,5 chevaux. C'est un atout, mais il faut disposer d'une installation électrique suffisamment dimensionnée pour faire tourner ce moteur et le moteur d'avances qui développe 2,5 chevaux. Ajoutons le moteur de pompe, l'embrayage à commande électromagnétique, l'éclairage et la visu : il faut disposer de plus de 10 chevaux de puissance électrique pour pouvoir travailler avec ce genre d'outil.
La tête de la FV3S est éclipsable. Grâce à une charnière, on peut la déplacer sans effort pour libérer une seconde broche dont l'axe est horizontal. La coulisse supérieure dispose de deux lunettes pour travailler avec des arbres porte-fraise longs.
La FV3S, tête escamotée. On voit la commande frontale du chariot longitudinal et les deux tablettes porte-outils en bout de table.

Méthode pour utiliser la broche horizontale à la place de la broche verticale (document AFPA)
La table est équipée d'une prise de force pour entraîner un plateau circulaire
Travail en avalant
La FV3S dispose d'un système de rattrapage de jeu en façade. grâce à ce dispositif, on peut travailler en avalant. Indépendamment du confort d'utilisation, ce mode travail permet d'optimiser les états de surface et de réduire significativement l'usure des outils. Mais sans dispositif de rattrapage de jeu, la casse de l'outil est la plupart du temps inévitable. J'ai appris à fraiser en opposition il y a 43 ans. J'ai toujours travaillé comme ça depuis. ça va changer beaucoup de choses parce que c'est la première machine que je vais utiliser qui dispose de cet équipement. Mais, il faudra probablement un certain temps pour s'habituer à ça...
Lubrification
Les Vernier FV3S sont, comme d'autres Vernier, équipées d'un hublot transparent qui permet de voir les engrenages de la boite à vitesses en fonctionnement.

On peut ainsi vérifier le fonctionnement de la pompe à huile de lubrification. Certains diront que c'est un gadget. Peut-être, mais quand on achète d'occasion, c'est extrêmement rassurant de voir qu'il n'y a pas de jeu et que tout baigne dans l'huile.
Et pour baigner, ça baigne. Une FV3S contient environ 30 litres d'huile. Sur les dernières machines les graisseurs de tête ont laissé la place à des carters d'huile. Il y a au total une dizaine de carters différents, 2 dans le bâti, 3 dans la console, 3 dans les différentes parties de la tête, 2 dans la table. Et un graissage centralisé à huile perdue pour les glissières. Une Vernier, c'est fait pour durer. En contrepartie, il faut une grosse demi-journée pour faire toutes les vidanges. Il y a des voyants d'huile sur la majorité des carters. Celui de l'un des carters de tête est très mal placé. Il prend des projections de copeaux et devient rapidement opaque. Heureusement, on trouve encore ce type de pièce pour remplacer les voyants abimés.
L'huile récupérée lors de la vidange était parfaitement propre. La machine donc a été correctement entretenue.
Vernier est fière d'être française.

Visualisation des cotes
Lorsqu'elle a été rétrofitée, cette FV3S a été équipée d'une visualisation des cotes récente à trois axes Hedenhaim FD780.
Hedenhaim est une société qui conçoit des codeurs linéaires ou rotatifs et des afficheurs de réputation mondiale.

Le ND780 est un modèle de visu toujours commercialisé. Cette visu est capable de retrouver l'origine des cotes même après une coupure d'alimentation électrique.
Petites machines achetées sur Internet à bas prix
J'ai eu cette semaine l'occasion de donner quelques conseils à une connaissance professionnelle qui vient d'acquérir un petit tour et une petite fraiseuse achetés en Grande-Bretagne sur Internet. On a réalisé la mise en service des machines ensemble. Sincèrement, je partais avec un a priori légèrement négatif. Maintenant, j'en sais un peu plus.
La moteur du tour n'est pas assez puissant pour qu'on puisse usiner un rond de 30 mm en acier doux sans caler le moteur toutes les 20 secondes. On ne peut pas facilement remplacer ce moteur parce qu'il est intégré au bâti.
Autre point surprenant : les graduations des verniers ne correspondent pas aux déplacements. Troisième surprise : lors d'un chariotage sur le rondin de 30 mm en cochonium appauvri (massif), le rondin s'est mis en-travers dans le mandrin pourtant serré aussi énergiquement que possible avec la minuscule clé fournie. Pour moi, il ne s'agit pas d'une machine, mais d'un "machin" juste bon à mettre à la ferraille.
j'ai déja travaillé avec des tours d'horloger anciens. il faut être patient et aller lentement, mais on arrive à réaliser des pièces sur ce type de machine. Je me demande ce qu'on arriverai à réaliser avec ce tour qui n’a probablement d’anglais que le nom (à mon avis c’est du chinois, d’ailleurs la visserie est metrique) même en y passant un temps infini.
En ce qui concerne la "fraiseuse" (en fait une perceuse-fraiseuse), je donnerais un peu plus de détails. D'abord, cette machine est équipée d'une broche genre Bridgeport. Donc l'outillage va coûter une fortune. Il eut été bien plus judicieux de choisir une broche ISO quitte à ce que ce soit de l'ISO 30.
Ensuite, la machine dispose d'une réglage de la hauteur de tête électrique, mais pas d'avances automatiques. Tous les mouvements d'avance-travail se font à la main. La qualité de l'outillage fourni avec la machine ne laisse aucun doute. D'une part, certaines pièces ont du être retouchées ou calées et d'autre part, la qualité des matériaux est franchement même pas passable. A brève échéance, les outils fournis avec cette perceuse-fraiseuse iront rejoindre le tour...
Cette « machine » comme le tour d'ailleurs, n'a pas de boite à vitesses, mais un variateur électronique qui semble être du même niveau de qualité que l'outillage fourni avec la machine.
Il y a deux afficheurs à cristaux liquides. Un sur la hauteur de broche, un sur l'orientation de broche. La broche ne peut pivoter que sur un seul axe. le simple fait de donner une tape sur la broche fait changer la valeur affichée. C'est bien la peine de disposer d'une visu au centième, si lorsqu'un papillon atterrit un peu fermement sur la machine la valeur change...
On n'a pas pu tester la machine en fonctionnement parce qu'on ne disposait pas de pinces adaptées au mandrin.
Il y a un carter en véritable PDM (Plastique de M.) qui diminue considérablement la possibilité d'approcher la tête de la table. Sans étau, on ne peut pas usiner des pièces de petite taille si on n'a pas une fraise ultra-longue (et par conséquent ultra-flexible...)
Par contre, lors du remplacement du mandrin trois-mors (qualité Chine, donc qui tourne comme une patate) par le mandrin à pinces, on a pu apprécier la sécurité de la machine. Les tirants de broche sont de grandes vis CHC, dans le genre M12 x 400 mm (probablement introuvables lorsqu'elles seront usées.) On peut facilement oublier la clé Allen sur un tirant. ça tombe bien, elle est juste à la hauteur de la tête. Ainsi le fautif sera rapidement sanctionné et aura le loisir de son lit d'hopital de réfléchir aux conséquences de sa distraction.
On ne peut pas utiliser de tirant avec écrou sans modifier la machine parce qu'il y a un carter autour de la partie supérieure de la broche. Et on ne peut pas enlever ce carter parce qu'il sert pour immobiliser la broche lors du changement de mandrin.
Les volants de manoeuvre des chariots sont peu ergonomiques. Ils sont petits, et trop près des carters. Evidemment, ils ont un jeu qui ferait honte à n'importe quel apprenti tourneur. Le système de crabotage est mal fichu. il n'y a pas assez de crabots. A quoi ça sert d'avoir des volants décrabotables sur une machine qui n'a pas d'avance automatique ?
Donc arrivé à ce stade, je me demande si finalement, vu qu'il faudra modifier beaucoup de choses pour que cette machine soit utilisable, mais qu'on ne sait pas combien de temps elle fonctionnera avant qu'un défaillance survienne il n'aurait pas mieux valu acheter une vieille Cincinnati en ruine et la reconstruire plutôt que de s'acharner sur cet engin ?
Je n'ai rien à vendre, donc aucun intérêt à dénigrer ce qu'on peut acheter sur Internet.
Mais d'autres iront peut-être plus vite droit au but que moi. La preuve :
Dernières mise à jour novembre 2022, août 2023.
A découvrir aussi
- Formula E
- Enlèvement de matière par abrasion 3ème partie : les outils abrasifs
- Traitements thermiques des aciers à la portée d'un petit atelier d'usinage : fondamentaux et théories.

Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 132 autres membres