
Arrivée d'un nouveau tour : CAZENEUVE HBX 360
PREAMBULE
Depuis que j'ai essayé un tour Cazeneuve HB 500, je révais d'en posséder un.
Cette machine allie les qualités de puissance et capacité de mon tour Graziano et celles de douceur et précision de mon tour deVallière. Je suis satisfait de mes machines. Mais pas indifférent à un gain de place à l'atelier. C'est ce qui au départ a motivé mon intérêt pour un nouveau tour.
Cazeneuve HB 500
Celui-ci est un Amutio, fabriqué en Espagne sous licence Cazeneuve

Ces tours dont les premiers exemplaires ont été commercialisés en 1949 sont l'une des plus belles réussites, si ce n'est la plus belle réussite de l'industrie de la machine-outil française. Plus de 40 000 exemplaires ont été fabriqués pendant un demi-siècle et vendus dans le monde entier. Les HB 500 peuvent tourner des pièces de 500 mm de diamètre.
Plus de 70 ans plus tard, ces machines gardent une cote importante et de nombreux ateliers d'usinage les utilisent toujours. Compte tenu de l'engouement suscité par ces machines, trouver un Cazeneuve HB500 d'occasion en bon état à un prix raisonnable relève d'un coup de chance peu probable. Certains, en parfait état sont proposés à plus de 20 000 Euros. Beaucoup sont au-delà de 10 000. J'en ai bien repéré un ou deux qui vieillissent paisiblement depuis une vingtaine d'années mais leurs propriétaires ne veulent pas s'en séparer. Beaucoup d'autres sont sur le marché, mais ils sont tellement usés que leur remise en état coûterait plusieurs milliers d'Euros. Ne cherchez pas un HB 500 à 1500 Euros, vous ne trouverez que des machines complètement usées.
Aussi, depuis quelques années, pour éviter de perdre mon temps à aller voir des épaves, je commençais à m'intéresser aux HBX ou HBY 590. Il s'agit d'une version modernisée du 500 HB. Les tours de la gamme HBX bénéficient entre-autres d'un variateur mécanique à commande hydraulique.
HBX 590 dans son jus.

L'HBX 590 est beaucoup plus rare que le HB 500. Il peut tourner des pièces de 590 mm de diamètre. L'objectif était de remplacer les deux tours qui équipent l'atelier : le gros Graziano et le petit deVallière. Au passage, le banc du Graziano avec deux mètres d'entrepointes est un peu trop long pour mon usage. Je n'utilise que les 2/3 de ce tour. Les 50 derniers centimetres du banc sont utilisées comme support d'outillage. Par contre j'apprécie vraiment la possibilité de passer des roues de camion ou de grands disques de frein. Ce que je déteste sur le Graziano, c'est que les commandes sont placées très bas et que j'ai mal au dos. Ce tour me fatigue parce que je suis beaucoup trop grand pour l'utiliser. Sinon, il a un appétit d'ogre et bouffer du copeau n'est jamais un souci pour lui. On se sent vite en confiance avec une machine rigide dont les mandrins maintiennent fermement les pieces. On n'est jamais gêné aux entournures pour aller mesurer une côte, changer d'outillage ou monter une grosse piece. Tant qu'on n'a pas eu la chance de travailler sur ce genre de machine, on trouve ça accessoire. Une fois qu'on s'y est habitué, on se demande comment on s'en passait avant.
Pourquoi un variateur plutôt qu'une boite à vitesses ?
Quand on dresse une face, à fréquence de rotation constante, la vitesse de coupe diminue au fur et à mesure qu'on approche du centre. Les conditions de coupe se dégradent et les états de surface s'en ressentent. Si on arrête l'usinage en cours pour changer de vitesse, la surface en garde la trace.
Avec un variateur, on peut augmenter la fréquence de rotation progressivement ce qui ne laisse pas de trace visible sur la pièce.
Interêt du variateur mécanique
Arrêtons-nous un instant sur les avantages des variateurs mécaniques. Les broches des machines équipées de variateurs électroniques fournissent un couple constant. Les variateurs mécaniques augmentent le couple au fur à à mesure qu'on réduit la fréquence de rotation. Or, la coupe demande d'autant plus de couple que le rayon d'usinage est grand et les grands rayons imposent de travailler à faible fréquence de rotation. Avec un variateur mécanique ou avec une boite à vitesses, on dispose de beaucoup de couple quand on en a besoin. Pas avec un variateur électronique, sauf si on dispose d'un moteur très puissant. Ces moteurs très puissants, on en trouve sur des tours à commande numérique modernes, mais ils sont très mal adaptés pour l'alimentation électrique d'un petit atelier. 10 chevaux c'est déjà une grosse machine pour une activité qui reste un loisir, même si j'ai la prétention de faire aussi bien qu'un très bon atelier d'usinage.
j'insiste bien sur le couple à basse fréquence car de nombreux mécaniciens amateurs se laissent tenter par la simplicité de mise en oeuvre des variateurs électroniques. Acheter une machine peu puissante, sans boite à vitesses et disposant d'un variateur électronique est à mon avis une grosse erreur sauf si on n'usine que de toutes petites pièces. Mais dans ce cas, à quoi sert le variateur ?
L'HBX 360
Le hasard m'a mis sur la piste d'un HBX 360. L'HBX 360 apparu vers 1964 soit une dizaine d'années avant avant le modèle 590 est un tour de gabarit intermédiaire. L'HBX 360 a été produit jusqu'en juillet 2007. C'est un modèle assez répandu. Ce tour a aussi été vendu dans le monde entier, notamment aux Etats-unis et au Japon où une usine avait été implantée. Avec un peu de chance, on arrive à trouver des machines qui n'ont pas trop d'heures de service. Mais, hélas, beaucoup ont fait de la production intensive.
Il peut tourner des pièces courtes de 360 mm et des pièces de 190 mm dont la longueur peut atteindre 750 mm au maximum. En conséquence il ne pourra remplacer que le deVallière, même s'il va prendre une partie du travail qui était fait sur le Graziano.
Pour beaucoup de tourneurs, travailler sur un Cazeneuve, c'est un peu comme rouler en Porsche quand on aime conduire.
Un HBX 360 a beau être un petit tour, il prend sans broncher des passes de 10 mm au diametre dans l'acier.
Video de Rockoldd.
Aussi l'idée de posséder un Cazeneuve m'a poussé à sauter le pas en sachant que je devrais me séparer de mon deVallière H130 pour lui trouver une place à l'atelier. Ce deVallière a été un fidèle compagnon pendant 27 ou 28 ans. ça ne sera pas facile : ce petit tour est réellement une merveille quand on le compare à la douzaine de tours de ce gabarit que j'ai eu l'occasion d'utiliser. j'y reviendrais dans la suite de cet article consacré à un guide de choix pour l'achat d'un tour.
Alors voilà, un peu par raison, et beaucoup par passion, j'ai acheté cet HBX. Il était globalement assez peu usé, mais cassé. Le chef d'entreprise où il se trouvait avait essayé de le réparer, mais n'était parvenu qu'à bloquer totalement le mécanisme défaillant. Et il avait mieux à faire que de consacrer du temps à une machine qu'il utilisait peu puisqu'elle servait à usiner des outillages pour un atelier de rectification. Du coup, nous sommes rapidement tombés d'accord sur les conditions d'une vente.
Après près de deux mois de remise en forme, mon HBX va pouvoir faire ses premiers copeaux dans mon atelier.

Quand ce tour a été fabriqué, il vallait l'equivalent de 4 ans de mon salaire de l'époque. Avoir un jour cette machine n'était même pas un rêve. Et maintenant, il est ici...
SPECIFICITES DE L'HBX 360
Banc
Les premiers HBX disposaient d'un robuste bâti en fonte. Mais la disparition du fondeur qui coulait ces pieces a contraint Cazeneuve à fabriquer des bancs mécanosoudés dans les années 80. Les modèles à bâti fonte sont prisés des amateurs, mais ils sont souvent les plus usés.
D'après son numéro de série et sa configuration technique, le mien doit être parmi les derniers sortis avec le bâti moulé en fonte.
Entrainement de la broche
Le moteur de 7 chevaux entraine la broche via un variateur à poulies à flasques mobiles (comme les transmissions des voitures DAF, mais sans dispositif de pilotage centrifuge.) Il est commandé hydrauliquement. Les HBX sont connus pour avoir souvent des fuites au niveau de la commande du variateur. Le non-respect des spécifications relatives au lubrifiant provoque la plupart du temps des avaries à ce niveau. C'est l'un des rares gros défauts de ces tours.
En aval du variateur, se trouve un dispositif harnais-volée, comme sur la majorité desvtours conventionnels.
La broche creuse permet le passage de barres jusqu'à 37 mm de diamètre. Le nez de broche est spécifique Cazeneuve. Ce nez spécifique permet de passer des pièces de plus grand diamètre que les nez Camlock. mais en contrepartie, l'outillage spécifique est beaucoup plus rare. Ce point est aussi une source de reproches de la part des utilisateurs.
La broche est lubrifiée sous pression par une partie du flux produit par la pompe hydraulique d'asservissement du variateur. Une crépine à mailles très fines permet d'éviter l'introduction de particules métalliques dans le circuit hydraulique.
Contrairement au modèle HB 500, l'HBX ne dispose pas d'un manomètre de pression d'huile. Le manque d'huile provoquant des dysfonctionnements du variateur, on peut donc le diagnostiquer facilement et avant qu'une défaillance se produise. Cependant, j'ai décidé d'équiper mon tour d'un manomètre afin de pouvoir contrôler toute variation de viscosité importante ou obstruction du circuit de lubrification de la broche.
Avances et filetage
L'HBX n'a pas de barre de chariotage. C'est la vis mère qui transmet le mouvement de filetage et d'avance au tablier. Cette vis mère est totalement cartérisée avec graissage par bain d'huile à circulation forcée. En fait, c'est la vis elle-même qui en tournant dans son carter met l'huile en mouvement, comme une vis de presse à injecter les plastiques le fait pour un polymère. Outre la sécurité de l'opérateur, cette architecture garantit une longue durée de vie.
La vis mère est entrainée via une cascade d'engrenages sur la lyre à deux rapports. Ainsi, on passe des filetages métriques aux impériaux simplement en manoeuvrant une tirette qui actionne le pignon baladeur.
Sauf cas particulier, il n'est donc pas nécessaire d'avoir un lot d'engrenages pour réaliser la majorité des filetages courants.
Tablier
L'HBX 360 est proposé avec deux modèles de tablier. Le modèle A permet la retombée dans les pas courants uniquement.
Le modèle B permet d'une part la retombée dans tous les pas realisables (un millier environ avec un jeu d'engrenages de lyre) et, d'autre part, le changement d'avance pendant la marche du tour, ce qui n'est pas possible avec un tour conventionnel.
Trois butées micrométriques à déclanchement sont disponibles sur le mouvement longitudinal et deux sur le transversal. La force de déclanchement est réglable par un levier sur le tablier. Les butées longitudinales sont opérantes pendant les opérations de filetage. On peut donc fileter à ras d'un épaulement sans risque. Il n'est pas nécessaire de faire une gorge en fin de filetage. La broche continuant à tourner et l'avance stoppée, l'outil fait automatiquement une gorge au profil du filet.
Grâce à son architecture atypique, un HBX est capable de fileter à grande vitesse à ras d'un epaulement ou jusqu'au fond d'un trou borgne. Très peu de tours conventionnels sont capables de travailler comme ça. Ainsi, on utilise rationnellement des outils à fileter à plaquettes carbure. L'HBX rend banales des gammes de fabrication qui sont tout simplement impossibles avec la majorité des tours conventionnels.
Le tablier de mon tour HBX 360
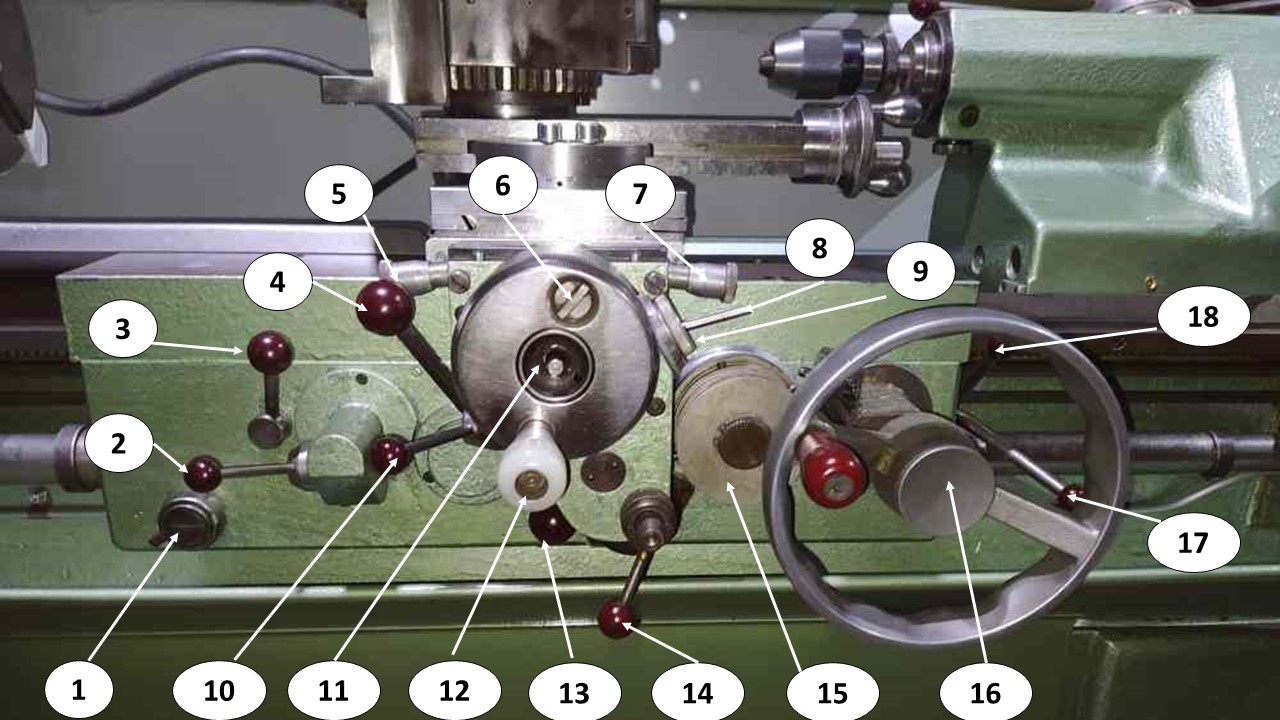
1 Remplissage et niveau d'huile du tablier
2 Commande de rapport d'avance et filetage
3 Levier de frein du trainard
4 Embrayage écrou vis mère pour filetage
5 Butée micrométrique arrière du transversal
6 Blocage du tambour de transversal
7 Butée micrométrique avant du transversal
8 Commande de pompe à huile du transversal
9 Indicateur centièmes du transversal (comme sur tous les Cazeneuve)
10 Commande avance transversal et longitudinal
11 Débrayage pour réglage butées de transversal
12 Volant de transversal
13 Selecteur avances et filetages
14 Réglage de tarage de butées : dur pour l'ébauche, doux pour la finition
15 3 butées à déclanchement de longitudinal
16 Volant de longitudinal
17 Commande hydraulique du variateur de vitesse de broche
18 Selecteur de marche Avant-Arrière-Arrêt
Un indicateur d'avance ressemblant aux indicateurs de stations des postes de radio des années 60-70 permet de connaitre les avances et pas sélectionnés.

Esthétiquement parlant, c'est la partie du tour qui a le plus mal vieilli et qui trahit sa conception au XXième siècle.
Le même genre d'afficheur indique les fréquences de rotation de broche. Il est remplacé par un compte-tours numérique, plus actuel et qui ne nécessite pas de calibration, contrairement au modèle entièrement mécanique d'origine.
En plus des butées du tablier, une butée de banc permet d'obtenir d'autres positions d'arrêt.
Mon tour qui dispose du tablier B et bénéficie en plus d'une butée de banc à barillet donnant huit positions d'arrêt supplémentaires. C'est bien plus qu'il n'en faut pour mon usage.
La tourelle-butée à huit positions

Cette butée se dépose et se repose avec un seul coup de clé plate.
Au-dessus de la butée, les protections des glissières en forte tôle d'inox. A l'arrière-plan des manettes de sélection des rapports d'avance et de pas de filetage. Derrière les manettes, l'afficheur de fréquence de rotation dans le style "poste de radio."
Sous le banc, on voit le carter télescopique de vis mère.
En bas de la photo, on voit une partie de la bavette qui récupère les projetions de liquide d'arrosage sur l'avant du tour et les renvoie dans le bac. Cette bavette se dépose en enlevant une seule vis pour accéder au compartiment technique situé sous le tour. On y trouve, le moteur, les pompes, une seconde bâche à huile destinée au copieur hydraulique proposé en option. l'emplacement de ce copieur est prévu d'origine sur le chariot transversal.
Le chariot transversal est équipé d'un réservoir d'huile particulier et d'une pompe à huile.
Glissières
Les glissières du banc se prolongent sous la poupée fixe. Le guidage du trainard est excellent jusqu'à l'arrière du mandrin (ce qui n'est pas le cas sur certains HB 500.)
Les glissières sont protégées par de robustes tôles en inox.
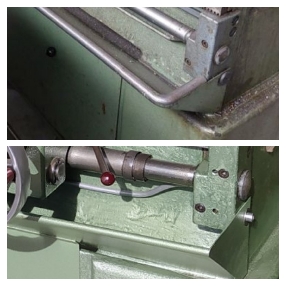
Poupées mobiles
La version de base est équipée d'une poupée monobloc disposant d'un fourreau avec un cône Morse numero 4.
En Option, (type C) une poupée équipée d'un cabestan, d'une avance micrométrique, d'une course plus longue, d'une butée avant et d'une avance automatique est disponible. C'est la modèle qui équipe mon tour puisqu'il a les options BC.
La poupée type C
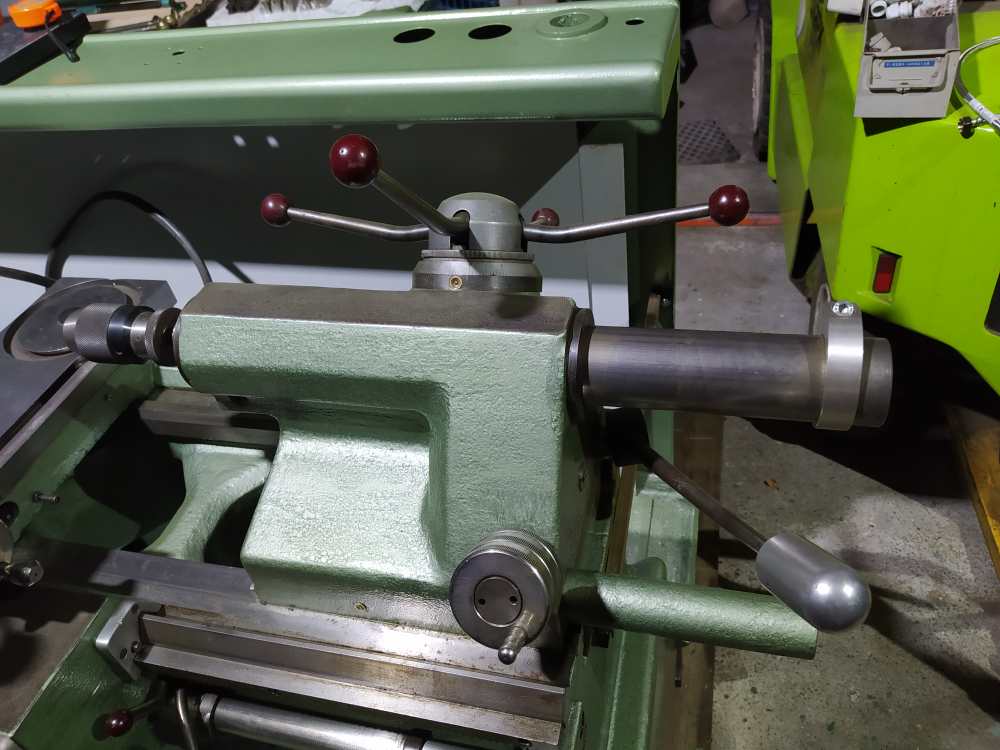
En haut le cabestan-selecteur de mode d'avance.
A droite la butée avant qui n'est pas d'origine. Le tour n'en avait pas quand je l'ai acheté.
Dessous, le levier de blocage
Au milieu, le dispositif d'avance micrométrique manuelle.
Sous les glissières, on voit une partie du carter de vis-mère.
La poupée type C dispose d'un cône Morse numero 5.
Avec ce cône Morse numéro 5, l'outillage du Graziano est utilisable sur le Cazeneuve.
Tourelle
Les premiers HBX avaient des tourelles Cazeneuve de conception identique à celles des HB 500. Ces tourelles sont nettement plus précises que la majorité des tourelles d'époque mais ne peuvent recevoir que quatre outils.
Les plus récents sont en général équipés de tourelles Multifix B. Le nombre d'outils n'est pas limité avec la technologie Multifix et la précision de localisation est excellente.
Sur mon tour, j'ai remplacé la tourelle B par une Multifix C. C'est la même tourelle que celle de mon Graziano SAG508, mais celle du Cazeneuve a été modifiée pour que les outils reglés puissent être utilisés indifféremment sur un tour ou l'autre sans modifier le réglage.
Découvrez l'HBX360 en vidéo (vidéo d'amateur trouvee sur Internet. Auteur : Rockoldd.
Celui-ci est aussi un modèle BC, mais il est beaucoup plus ancien. On le voit parce que le vérin du variateur est différent. La porte du compartiment technique est aussi différente et aussi le couvercle de ce compartiment. le tambour gradué du trainard est en polymère. Ça doit etre un modèle d'avant 1966, c'est-à-dire l'un des premiers HBX.
Ingrédients-maintenance
Fluide d'arrosage
Le fluide de coupe est contenu dans un reservoir situé sous le bac à copeaux. Il contient 75 litres de produit. Le tour est equipé d'un dispositif d'arrosage qui suit le trainard dans ses déplacements. Sur mon tour, je n'utilise pas ce dispositif, mais un autre de ma fabrication. Mon arrosage suit à la fois le trainard et le transversal. Autrement formulé, il suit l'outil dans tous ses mouvements.
Les réservoirs en acier de versions à bâti mécanosoudés sont parfois victimes de corrosion importante. Apparemment, ce phénomène n'apparait pas sur les tours à bâti fonte.
Mon tour dispose d'une pompe autonome comme les derniers sortis des usines Cazeneuve. J'ai effectié cette modification pour limiter le risque de mélange fluide de coupe et huile hydraulique au niveau de l'interface entre les deux pompes qui ont d'origine un arbre commun.
A l'origine, c'est le moteur de broche qui entrainait les deux pompes.
Huile hydraulique
Un réservoir compartimenté de 30 litres de fluide hydraulique est situé dans le compartiment du variateur derrière la porte qui se trouve à gauche du tour. Les modèles à banc fonte ont une jauge métallique, les modèles à banc acier ont un tube transparent permettant de visualiser le niveau. Le cloisonnement du compartiment permet une décantation du fluide hydraulique. Le fluide est ensuite aspiré à-travers une crépine-filtre. Le fluide doit imperativement être de type ISO 32 avec un VI (Viscosity Index) important.
Une pompe entrainée par le moteur sur les premiers modèles, puis autonome sur les modèles à banc mécanosoudés fournit la pression nécessaire aux fonctions hydraulique de commande du variateur. Une partie du flot d'huile fourni par la pompe est dérivée vers les roulements de broche la lyre et la boite d'avances.
Tablier
La lubrification du tablier est assurée par bain et circulation d'huile. Un voyant de niveau est situé en face avant. Un autre voyant placé en bout de vis mere permet de verifier la circulation de l'huile. Le carter contient 1 litre d'huile ISO 68 sur les premiers modèles, ISO 220 sur les modèles plus récents. Il est recommandé de vidanger souvent le tablier pour éliminer le liquide d'arrosage qui pourrait y pénétrer.
Chariot transversal
Dispositif assez rare sur un tour, le chariot transversal dispose d'un carter contenant 0,75 litre d'ISO 68 ou 220 (suivant année de fabrication) dans laquelle baigne la vis de commande. Une pompe permet la lubrification des glissières.
En raison des risques d'introduction de fluide de coupe ce carter doit faire l'objet d'une maintenance régulière. Il n'y a pas de boulon de vidange.
Graissage
l'HBX dispose de nombreux graisseurs de type "Lub".
Courroie
La courroie des modèles à bâti en fonte est de type ISO W50-1800. Elle doit être remplacée de temps en temps.
Les HBX, à bâti mecanosoudé ont des courroies de 1860 mm.
HISTORIQUE DES HBX 360
En consulltant les petites annonces, l'acheteur éventuel d'un HBX 360 se trouve vite confronté à la difficulté de dater la fabrication des tours proposés à la vente.
Les marchands professionnels de machines l'ont bien compris et on retrouve sur le marché des tours à tous les prix.
Celui ci-dessous, par exemple semble en très mauvais état malgré un prix demandé que je trouve farfelu. On va le voir ensuite, la machine ci-dessous est un modèle très ancien. Et elle présente plutôt mal. De surcroit, un vendeur professionnel n'a pas le droit de proposer à la vente au sein de la communauté européenne une machine non-conforme à la directive 2006-42 CE. Et cette machine ne semble pas l'être.

Ceux qui sont vendus les plus chers sont souvent ceux qui ont la peinture grise et bleue des derniers modèles. Mais quand on gratte un peu, on peut s'apercevoir que la couleur de 2021 n'a aucun rapport avec l'année de fabrication de la machine.
Chez Margoulins.com, tout est permis pour induire en erreur le client...
Vous trouverez, ci-dessous les renseignements que j'ai pu réunir pour dater un tour HBX 360. Il y a parfois des imprécisions. Cet article évoluera au fur et à mesure que mes connaissances augmenteront. Tout possesseur d'HBX qui pourrait m'envoyer des photos de sa machine accompagnée du numéro de série gravé sur le banc devant et à droite contribuerai à l'amélioration de la connaissance de ces tours.
Reste qu'il vaut mieux acheter un vieux modèle en bon état qu'une ruine récente.
QUARANTE ANS D'HBX 360
Les marchands de machines communiquent assez peu sur l'âge des HBX 360. Quand on connait bien l'évolution du modèle on s'aperçoit que les plus chers à la vente ne sont pas forcement les plus récents.
Les HBX sont un peu comme les Porsche 911 : des machines tellement réputées pour leur qualité de fabrication que certains vendeurs d'épaves en profitent pour demander des prix exorbitants en espérant trouver un imbécile pour acheter n'importe quoi à n'importe que prix.
Et parfois ça marche... (Je ne vais pas me faire des copains chez les possesseurs de 911 2,4 litres de 1970 bouffées par la corrosion et mastiquées à la bétonnière...)
Ce qui suit a pour but se faire une idée de l'age d'un tour en photo sur une petite annonce.
Si vous voulez acheter un HBX, apprenez aussi à reconnaitre les tabliers type B au premier coup d'oeil (voir photo plus haut.) J'ai repéré plusieurs annonces trompeuses où des modèles C (avec option poupée à cabestan, mais avec tablier ordinaire) sont vendus comme des BC (toutes options.) Il s'agissait principalement d'annonces de particuliers supposés de bonne foi car mal renseignés. Mais j'ai pris sur le fait plusieurs professionnels manifestement beaucoup moins honnêtes. Et malgré un message d'avertissrment amical, certaines annonces n'ont pas été modifiées...
Margoulins.com est sur le coup, je vous avais prévenu...
Enfin, plus que l'année de sortie c'est l'état d'usure qui doit en priorité guider l'acheteur. Voir à ce sujet l'article consacré à l'achat d'une machine. Acheter une machine d'occasion
Le tour Cazeneuve HBX360 apparait au cours des années 60 avec un banc en fonte. Les versions A, B, C et BC existent déjà. Les plus courantes sont les A et les BC.
Le projet HB-X de Cazeneuve était au départ relatif à un banc d'essais pour les innovations de la marque. Finalement le concept est commercialisé.
A sa presentation au public, l'HBX 360 est juste révolutionnaire.

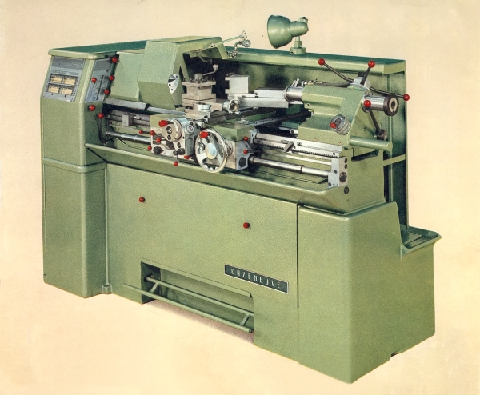
Tony Griffiths reconnu pour son expertise en tours de toutes marques date de 1960 l'image ci-dessus qui a été copiée sur son site : lathe.co.uk . Je suis assez circonspect à propos de cette date qui n'est corroborée par personne d'autre. Selon jacques maurel, ancien directeur technique de Cazeneuve, les premiers tours n'auraient été commercialisés qu'en 1965.
Sur cette image, on voit en bas à gauche de la pédale de frein dans l'angle un organe qui n'existe plus en 1965. D'après un technicien de Cazeneuve, ce serait un pied-vérin. On remarque aussi que la tôle qui ferme la partie inférieure du bâti à l'avant n'a pas les deux boules qui existaient déjà en 1965.
Il semble y avoir sur le banc une butée arrière pour le trainard qui n'existait plus en 1965.
Le tablier des premiers HBX 360 n'est pas peint parce qu'il est en alliage d'aluminium. Les tabliers aluminium ont été montés au moins jusqu'au millésime 1970.
L'image suivante que je pense être le premier à publier sur internet est extraite d'une plaquette rédigée en espagnol qui m'a été offerte par Cazeneuve. On y voit un tour qui semble contemporain du modèle présenté ci-dessus mais équipé de la poupée à cabestan type C. Cette poupée est sensiblement différente de celles qu'on connaît bien. la commande micrométrique est beaucoup plus grosse et placée nettement plus haut. Le levier de frein est orienté comme ceux des poupées ordinaires. Si on comprend bien l'intérêt d'avoir le levier tel qu'il a été placé ensuite, on peut se demander pourquoi le volant de l'avance micrométrique a été réduit et déplacé.
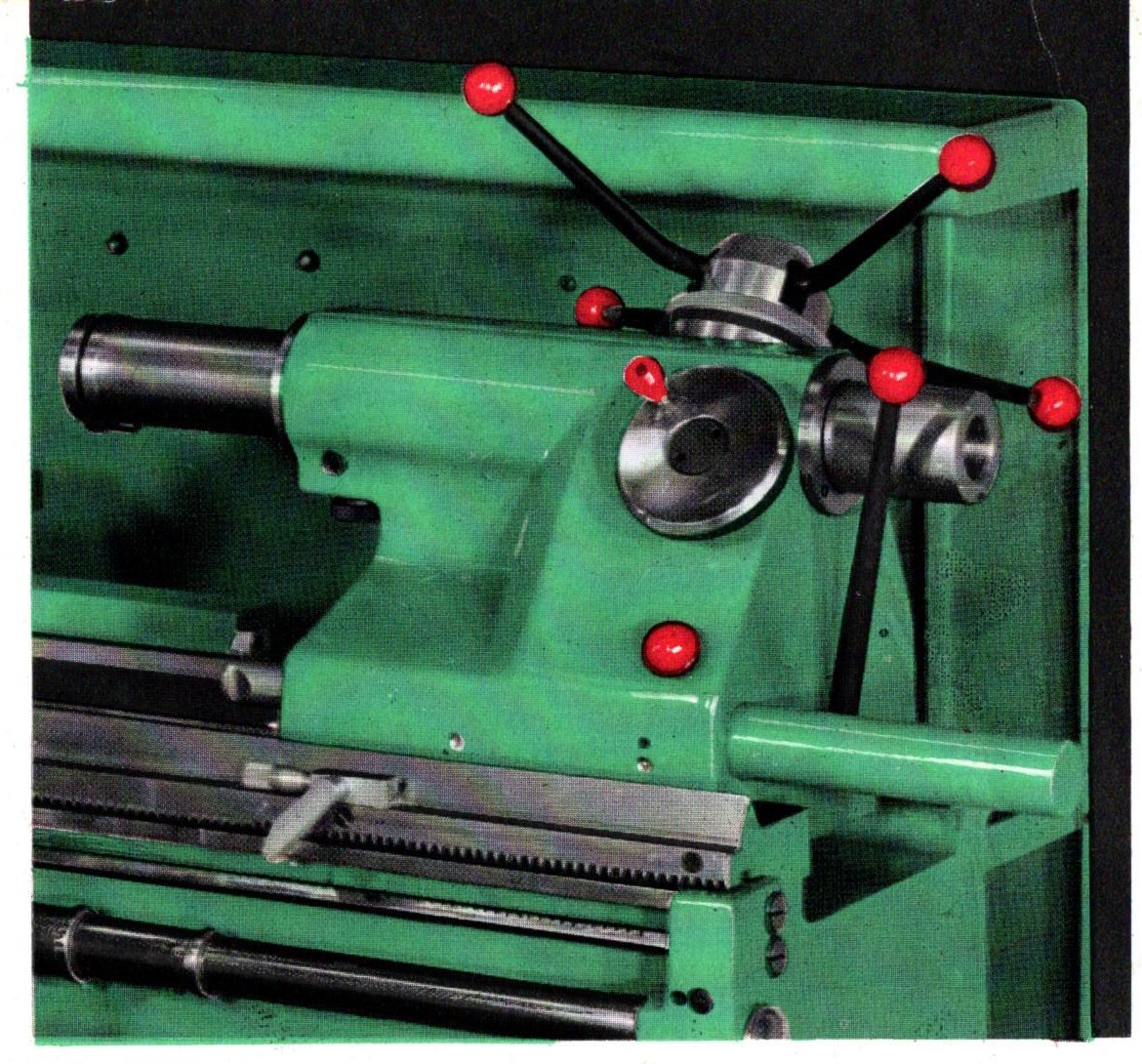
Le fourreau de la poupée mobile n'a pas de butée arrière. Cela signifie que sur les premiers modèles, c'est le trainard qui doit arriver en butée pour limiter la profondeur de perçage en automatique alors qu'avec la butée de fourreau apparue ensuite ce n'est plus nécessaire.
Sur cette photo, on voit bien la butée arrière de banc.
A l'usage, je pense équiper un jour mon tour d'une butée non micrométrique arrière. En effet, j'ai découvert en m'en servant que mon HBX pouvait me jouer des tours en filetant. Une fois en fin de passe, l'avance de filetage s'arrête. On recule le transversal puis on ramène le longitudinal en arrière. Si on a décidé de limiter la partie filetée avec la butée avant de banc, il n'y a aucune conséquence. Mais si on utilise une des butées du tambour du tablier, il faut se garder de faire tourner ce tambour de plus d'un tour. Si tel est le cas, alors la butée sera éclipsée automatiquement. Et comme elle ne sera plus en position d'arrêter le trainard en fin de passe, l'outil continuera d'avancer plus loin que souhaité. En utilisant une butée arrière, on évite d'aller trop loin en cas de distraction.
Pour les filetages longs qui nécessitent plus d'un tour de tambour, il n'y a que la solution d'utiliser la butée fixe avant de banc.
Une version intermédiaire avec le pied, la tôle arrière courte, les boules sur la tôle et la butée de trainard côté poupée mobile avant a existé. La butée de trainard côté poupée fixe prend sa forme définitive. La pédale de frein apparemment chromée sur la première version connue ne l'est plus.
Dans la notice du modèle 1965 figure cette photo :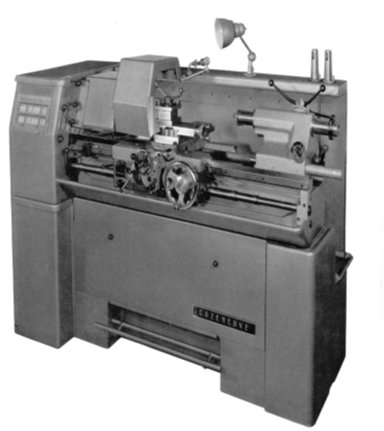
La version 1965
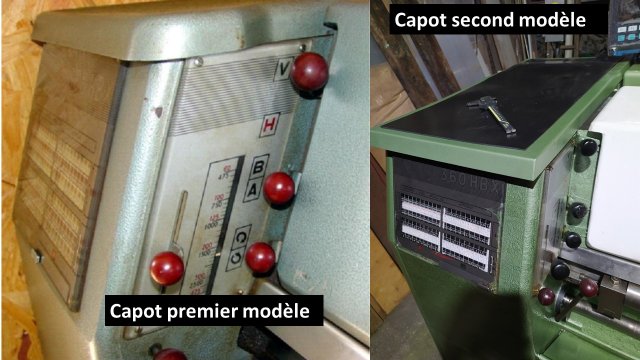
Elle a un capot de compartiment du variateur peu épais et une porte mince.
Le bord droit du capot est courbe et l'angle avant droit est arrondi. Ce capot est en composite polyester armé de fibres de verre. A partir de 1978, le capot devient rectangulaire et à angles vifs. Il est en acier.
La tôle qui ferme le dessous du banc à l’avant porte un monogramme Cazeneuve en lettres claires sur fond noir. Elle porte deux boules de manoeuvre en façade.
L’étagère à l’arrière plan est peu épaisse. Elle est déjà plus longue que sur les tous premiers tours fabriqués (voir photo datée de 1960 par Tony Griffiths : l'étagère est plus courte que le tour.)
Le volant du trainard a trois branches. Il est en fonte chromée.
La pompe hydraulique et la pompe d’arrosage sont entrainées par l’arbre du moteur du tour.
Il n’y a pas de pupitre avec des commandes électriques.
L’armoire électrique est intégrée au tour. Les bobines des relais sont en 110 volts sur certains tours, en 24 sur d'autres. Les transformateurs abaisseurs de tension sont differents suivant l'équipement électrique.
Versions 1973-1976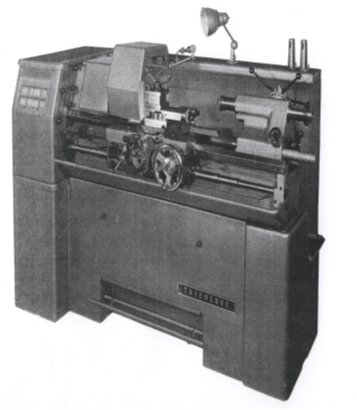
Il est probable que la visserie qui était encore au standard SI début 1968 soit passée au standard ISO. Elle le sera déjà en 1975.
Les poupees fixes sont reglables alors qu'elles ne l'etaient pas sur les premiers HBX.
Un conduit de mise à l'air libre est ajouté avant 1968 à l'intérieur du tablier du côté gauche.
Ce conduit prend naissance derrière l'orifice de remplissage d'huile, très au-dessus du niveau d'huile et débouche sous le tablier.

Les douilles à aiguilles de l'arbre à butées du tablier (pignon arbré) sont remplacées par des paliers lisses
Le tambour gradué du trainard qui a été fabriqué en polymère blanc au moins jusqu'en 1968 devient entièrement métallique.
La grille d'aération qui se trouvait seulement en haut de la porte (tour de droite sur la photo ci-dessous) est étendue jusqu'en bas (tour de gauche sur la photo.) Les portes à petite grille d'aeration ont été montées au moins jusqu'aux alentours de 1974.
La porte a un pan coupé depuis l'origine (premier et second modèles.)

Sur cette photo, on voit nettement que le tablier est peint. C'est un modèle en fonte, comme sur la majorité des HBX.
Les demis-variateurs inférieurs des modèles 1973 sont différents de ceux des premiers modèles. Les premiers modèles comportent des pieces en plastique qui ne sont plus commercialisees par Cazeneuve. Ensuite, toutes les pieces sauf les joints sont metalliques. En 1967, le premier modèle était encore monté. Le brevet du nouveau modèle a été publié en 1968.
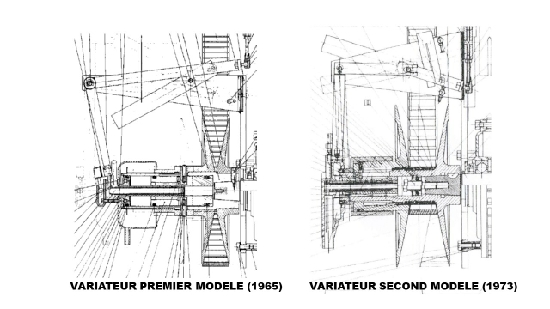
Le tour numero 739 a encore l'ancien modele de variateur, le 760, déjà le nouveau.
Les tours n'ont pas de jauge à huile vers 1975. Un peu plus tard, une jauge type moteur automobile est ajoutee. Elle est remplacee par un tube transparent sur les modeles à bati mecanosoudé qui apparaissent dans les annees 80.
Version 1977 
Les boules bakélite en façade de la tôle sous le banc sont toujours présentes, mais un nouveau monogramme Cazeneuve porte des lettres imprimées noires sur fond en aluminium anodisé.
Le volant du trainard est en alliage d'aluminium et comporte deux branches au lieu de trois en fonte chromée.
Version 1978
Les boules en façade de la tôle sous le banc ont été supprimées. Le bord roulé de la tôle s'arrête sur ld face avant. Sur les anciens modèles, il tournait à 90 degrés pour se terminer contre le banc. Cette modification est probablement apparue un peu plus tôt. Avant les modèles 1975 ?
En haut, tôle ancien modele avec bord roulé tournant. En bas nouveau modèle avec bord roulé rectiligne.
Les plaques indicatrices qui etaient rivetees sont collées.
Le capot superieur est en acier, à angles vifs.
Le levier de commande de la boite d'avance des modeles de la fin des seventies et annees suivantes sont plus longs que ceux du debut des seventies et sixties.
Levier à boule noire : ancien modèle court, levier à boule brune : nouveau modele plus long.

Version 1982 HBX 360 I
La version HBX 360 i est un modèle plus spécialement destiné à l'Education Nationale. Son variateur a commande électromécanique (sans hydraulique) limite la fréquence de rotation à 2500 tours au lieu de 3000 pour les versions courantes et à 2000 au lieu de 2500 pour les versions 60 Hz destinées à l'Amérique du nord. des utilisateurs disent que les montées en régime sont nettement moins rapides avec la commande électrique qu'avec la commande hydraulique.
La version I conserve un groupe hydraulique pour alimenter le circuit de lubrification de broche des engrenages de lyre et de boite d'avances. La bâche à huile contient toujours 30 litres.
L'HBX 360 I dispose d'un moteur-frein de 5,5 kW capable d'arrêter la broche rapidement. A 125 RPM, boite d'avances debrayée, avec un mandrin de 200 mm, la broche doit s'arteter en moins de 1,5 tourtour (0, 72 seconde.)
Les trois butées à déclanchement à reglage micrometrique du trainard situées sur le tablier de tous les HBX 360 normaux (A, B, C et BC) sont en option sur les versions I.
Les butées à déclanchement à reglage micrometrique du mouvement transversal montées en série sur tous les HBX 360 normaux sont en option sur les HBX 360 I.
Les tours livrés à l'Education Nationale (tous ?) disposent d'un carterisation plus protectrice que les HBX normaux.
Les HBX 360 I etaient livrables avec la poupée des modeles A et B ou la poupée à cabestan des modeles C et BC. Je n'ai jamais vu de poupée à cabestan sur les tours de l'Education nationale. Mais ça existe peut-être...
En 1982, la carrosserie a déjà été modifiée. Mais les tours HBX 360 (sauf les modeles I) sont normalement toujours en peinture metallisée. Le bâti n'est plus en fonte. Cazeneuve en est venu aux bâtis mécanosoudés non pas parce que c'était mieux, mais parce qu'il n'était plus possible de trouver un fondeur pour réaliser les complexes bâtis fonte des anciens modèles. Info communiquée par le directeur technique de l'époque. Ce dont je me souviens, puisque je faisais de la moto aux abords de l'usine à la fin des années 70, c'est qu'à l'époque (vers 1979), les fonderies étaient laissés longtemps aux intempéries pour laisser à la matière le temps de se stabiliser. Il est donc probable que les bâtis fonte aient survécu quelques mois ou années à la fermeture de la fonderie.
Le capot du compartiment variateur est plus epais que les deux modeles précédents (composite puis tôle d'acier.) Il est en tôle d'acier. La porte du compartiment est aussi épaisse. Elle n'a plus de pan coupé. L’aération est plus petite que sur le second modèle de porte. La tôle qui ferme l’avant du bâti est plus longue. Elle va jusqu'à l'extremité du bâti à droite. C'est donc le troisième modele de tôle (bord roulé droit, bord roulé tournant, puis tôle longue.) Elle porte un monogramme Cazeneuve plus haut avec logo.
L'étagère à l'arrière du tour est deux fois plus épaisse que sur les HBX à bâti en fonte.
Sur les versions de 1982 à 1985 les boutons de commande sont placés à droite dans l'étagère ce qui explique probablement la raison de son épaississement.
Cependant, j'ai découvert récemment un HBX de type A, de 1983, avec un batî mécanosoudé qui avait encore une double pompe HP et arrosage entrainée par le moteur de broche et les commandes au tablier. Par consequent bien que disposant de l'étagere épaisse, il n'avait aucune commande électrique dans cette étagère. Ce tour n'avait pas d'emplacement pour une pompe HP electrique, ni même de trou pour les boutons dans l'etagere ou le capot du compartiment du variateur. Ceci rend improbable l'hypothèse d'un tour à bâti mecanisoudé modifié avec des pieces d'un modèle plus ancien.
Plus tard, les boutons seront déplacés sur le côté gauche du tour dans le capot du compartiment du variateur et un monogramme HBX 360 prendra la place du pupitre dans l'étagere.
La centrale hydraulique est entrainée par un moteur de 0,37 kW.
La pompe de fluide de coupe est également indépendante.
Une armoire électrique plus importante se trouve en face arrière du tour pour tous les modeles à bâti mécanosoudé.
Faces arrières des deux générations d'HBX 360

A droite, l'armoire électrique des modèles à bâti mécanosoudés est deux fois plus grande que celle des modèles à bâti fonte. En-dessous, la pompe d'arrosage au-dessus d'un bac de fluide de coupe deux fois moins profond sur ceux des modèles à bâti fonte. Ainsi, le fond du réceptacle à copeaux est plus bas que sur les premiers modèles. Ce réceptacle est donc plus profond, mais moins long que sur les anciens modèles.
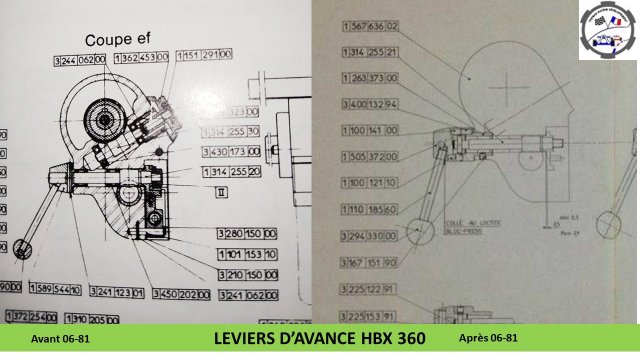
En 1982, la manette d'avances est modifiée (plan de juin 1981.)
En 1983, les tours HB-X 360 à commande hydraulique sont toujours peints en vert. Le graissage centralisé n'est toujours pas systématiquement monté en série. Le pupitre de commande est encore placé à droite dans l'étagère. Le capot du compartiment technique à gauche a une forme différente de celui de 1978, mais pas encore l'épaisseur de ceux des modèles des années 90 dont le pupitre est installé justement dans le capot.

On notera que ce tour dispose d'une porte d'un modele intermédiaire. Elle est épaisse, sans pan coupé, mais elle a encore une grille d'aération qui sera ensuite remplacee par des perforations de la tôle.
En 1985, les tours sont toujours peints en vert et les boutons de commande sont encore à droite dans l'épaisseur de l'étagère à l'arrière.
Un modèle 1985 : boutons à droite, plaque d'identification en bout de banc à droite. La plaque porte la date de conformité au code du travail (date de fabrication ou de commercialisation ?)

Version d'apres 1985 ?
Il existe des tours équipés des nouvelles carrosseries avec le second modèle de monogramme (photo ci-dessous.) On en trouve en France et à l'étranger. Il s'agit peut-être de tours reconstruits avec des pièces de provenances diverses. 
À une date inconnue, la bride gauche du carter de vis mère qui était en élastomère devient en acier avec des joints toriques. Le second montage beaucoup plus étanche est le seul fourni par le service pièces de rechange de Cazeneuve. Il s'adapte sur les anciens tours. L'étancheîté du tuyau de retour d'huile est réalisée avec un presse-étoupe.
A une date inconnue peut être à l'arrivée des bâtis mécanosoudes, le protecteur rabattable est élargi. Les HBX 360 I disposent d'un protecteur plus enveloppant vitré.
Version 1989
Des contacts électriques de sécurité ont été ajoutés sur la porte et le protecteur de mandrin.
Version 1990
A partir des modèles 1990, la barre d'attelage de la poupée mobile type C est modifiée. La nouvelle barre est plus courte de 33 mm et vient s'atteler sur une pièce rapportée sur le trainard au lieu de s'accrocher dans le trainard. La forme qui permet l'attelage est différente. Les premières barres avaient un crochet, les dernières ont un accrochage en té.

Le monogramme Cazeneuve comporte un drapeau tricolore. Ce drapeau existe déjà sur le tour d'un ami qui date de 1990.
Il existe aussi un HBX 360 I de presentation voisine.

Les dernieres séries d'HBX 360 ont été équipées d'étriers de frein à commande hydraulique à la place du frein à tambour à sangle des versions antérieures. L'étrier agit sur la poulie supérieure. Ci-dessous, le haut du compartiment variateur d'un tour de 1994 qui en est équipé.

La dernière version connue (annees 2000) a des couleurs qui paraissent différentes sur cette photo, un volant de trainard noir et porte le logo du groupe Cato, propriétaire de Cazeneuve depuis 1994. Cependant, le service pièces détachées de Cazeneuve indique que le bleu "Cazeneuve" n'a pas évolué et que c'est celui utilisé pour tous les modèles de tour.
La pédale de frein est jaune.

Dans tous les cas, le numéro de série permet de connaître le millésime de l'année de fabrication. Il est gravé dans le banc des modèles à bâti fonte. Les modèles mécanodoudés ont en plus une plaque rivetée en aluminium qui indique numero et date de conformité.
Une version appelée BR, proche ou identique à la BC est apparue à la place de la BC à une date inconnue. Je ne connais que des BR à bâtis mecanosoudés peints en gris biton et bleu.
Les HBX ont été fabriqués au départ à l'usine de La Plaine Saint Denis, puis chez Ruchon qui était un fabricant de tours à Pont-Evêque (dans l'isère. ) La plupart de mes collègues outilleurs chez Calor Pont-Evêque (à 200 mètres de l'usine Cazeneuve) avaient fait leurs premières armes chez Ruchon après leur formation à "la Prat", l'Ecole Pratique de Commerce et d'Industrie de Vienne. Cette école et cette entreprise semblaient les avoir imprégnés d'un culture particulière. 20 ans après, ils en parlaient encore. Il y avait, les anciens de Ruchon, et les autres... De cette époque, il reste le nom de l'école gravé dans la maçonnerie de ce qui est devenu le collège Ponsard. Le Lycée technique ouvert en 1957 a longtemps gardé des contacts privilégies avec Cazeneuve. Pourtant, quand j'y étais entre 1971 et 1979, il n'y avait aucun tour de cette marque dans ses locaux. Un comble !
Ensuite l'usine Cazeneuve de Pont Evêque a été construite. Les tours qui comportent un B dans leur numéro de série ont été assemblés à Pont-évêque (source : Cazeneuve.)
D'autres tours HBX360 ont été fabriqués au Japon pour les marchés exports. Mais à cause de la forte demande en Europe, certains auraient été vendus en France. Il faudra que je vérifie cette info si je retourne acheter des pièces à l'usine.
Certains ont aussi été assemblés au Brésil. La preuve :
Les tours fabriqués au Brésil portent la marque Promeca (usine ou ils était montés) ou Romi. on les reconnait facilement car il arborent la mention HBX sur l'afficheur d'avances alors que les modèles français et japonais portent la mention 360 HB-X.

Beaucoup sont en piteux état.
Au service pièces détachées de Cazeneuve, on me dit qu'il n'y a pas eu en 2022 et les années précédentes de commande de pièces de rechange en provenance du Brésil, alors qu'il y a toujours des exportations en Amérique du Nord : U.S.A. et Canada.
HBX 360 PROMECA

Mais celui-ci qui doit avoir plus de 50 ans a toujours fière allure.
La specification d'huile hydraulique des tours assemblés au Brésil est differente. Un lubrifiant plus visqueux est preconisé. La temperature moyenne au Bresil depasse 22 degres C sauf à l'extrême Sud contre, 16,8 à Cherbourg et 20 à Biarritz.
Les tours bresiliens n'ont pas été vendus en France, par contre, 200 de ceux qui avaient été produits au Japon sous la marque Japan Cazeneuve ont été importés en France dans les années 60 pour satisfaire une forte demande.
Un Japan Cazeneuve.

A noter : ce tour à le fameux pied-vérin en façade.
En extrapolant un peu sur la base de donnees de Wikipedia (qui annonce 50 Japan Cazeneuve produits par mois entre 1967 et 1976) on peut estimer la production asiatique à plusieurs milliers de machines, ce qui porterait la production totale d'HBX à environ dix mille, sans compter les modeles Sud-américains.
Fait très rare dans le domaine de la machine-outil française, la Société Cazeneuve existe toujours et commercialise encore beaucoup de pièces détachées pour ce modèle dont les premiers ont au moins 57 ans !
Allez donc demander des pièces de R8 Gordini chez Renault...
Il y a eu quelques HBX 360 equipés d'une commande numerique NUM 750. Actuellement, ce modele ne semble pas vraiment recherché sauf pour servir de banque de pièces détachées. Les entreprises, comme les amateurs ne veulent plus investir dans des machines numerisees par NUM pour lesquelles les pieces détachées se raréfient. Notamment les ecrans cathodiques qui sont tous en fin de vie.

S'il existe encore beaucoup d'amateurs pour entretenir amoureusement les HBX à commande manuelle, ceux à commande numérique des années 90 se dégradent tellement qu'il pourrait n'en rester plus aucun en état de marche à brève échéance.
Selon Cazeneuve, le dernier HB-X 360 aurait été vendu aux Pays-Bas le 27 juillet 2007. il porte le numéro de série 5112. Cette numérotation ne prendrait pas en compte les tours ROMI et Japan Cazeneuve.
On peut estimer grossièrement l'âge d'un HBX360 en fonction de son numéro de série avec le graphique ci-dessous.

On remarquera que la courbe de production des HBX suit une trajectoire en S, typique des produits manufacturés. C'est ce qu'on enseigne dans les écoles d'ingénieurs et écoles de commerce et l'HBX 360 n'y déroge pas. Ce qui peut surprendre, c'est sa durée de vie commerciale assez exceptionnelle.
L'HBX 360 a eu une descendance sous la forme des 360 Optica et Maxica qui disposent d'une assistance numérique correspondant plus aux attentes des entreprises du XXIème siecle. Ceux-ci ont encore une tres forte cote aupres des professionnels.
On retrouve les gènes de l'HBX dans les versions actuelles.
Cazeneuve : demain commence aujourd'hui...
CONCLUSION
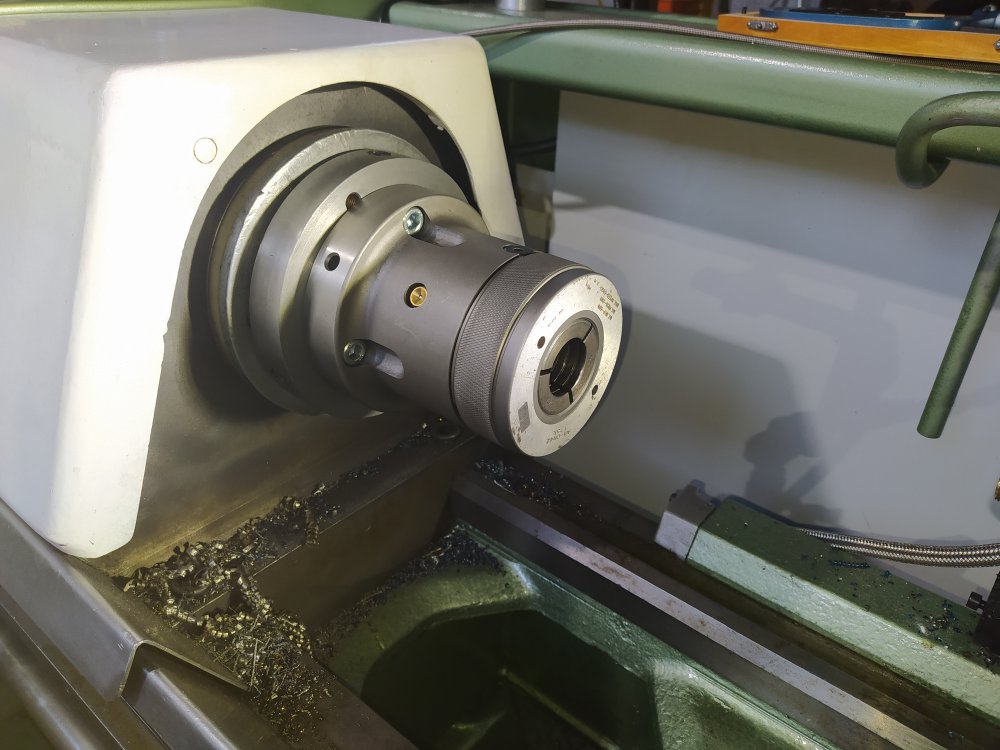
Voilà maintenant quelques semaines que j'utilise mon HB-X. J'en suis satisfait. C'est un bon petit tour. Avec le mandrin à pinces F48 dont je l'ai équipé, je peux reprendre au moins la moitié des pièces sans avoir besoin de tourner des mors doux. 43 mm de capacité en pinces, ça ouvre beaucoup plus de possibilités que le deVallière sur lequel j'utilisais un mandrin 5 C limité à 27 mm de diamètre.
Le mandrin F48
Un an après l'achat de mon tour HBX, j'ai vendu mon de Valliere H130 C a une connaissance. Ça m'a permis de completer l' outillage de l'HBX 360 en achetant trois mandrins supplémentaires :
- Un quatre-mors indépendants Ladner en acier de 250 mm montage direct sur la broche ;
- Un quatre-mors indépendant Burnerd, montage dans le mandrin à pinces, ce qui évite d'avoir à le démonter tout en permettant de serrer des pieces significativement plus grosses que le mandrin à pinces ;
- Un quatre-mors à serrage concentrique Ladner en acier, montage dans le mandrin à pinces. Ce mandrin permet de travailler sur des barres carrées parce que je n'ai que quelques pinces F48 carrées.
Le montage d'un mandrin de 250 ou 320 mm est possible sur l'HBX 360. Mais le carter de mandrin d'origine ne peut plus être utilisé. Sur cette photo, le Ladner de 250 monté sur la broche est un petit peu trop gros pour qu'on puisse le protéger avec le carter.

Quand il s'agit de réaliser des filetages, l'HBX écrase littéralement tous les autres tours que j'ai eus en mains. S'il n'y avait qu'une seule raison pour acheter ce genre de tour ce serait bien celle-ci. l'HBX 360 a révolutionné ma manière de fileter.
Fin Septembre 2023
L'utilisation de l'HBX360 pendant deux ans m'a enchanté. Le seul vrai reproche que je fais à ce tour est sa capacité un peu limitée pour mon usage. J'ai bien fait de garder le Graziano que j'utilise encore souvent. J'ai recherché un HBY590 depuis l'an passé. La recherche d'un HBY pose les mêmes problèmes que celle d'un HBX 360 : beaucoup sont très usés. Surtout les modèles CL12 qui peuvent travailler en cycle carré. Les HBY étant plus rares que les HBX, j'ai consacré un temps important pour trouver une machine peu usée. Je viens de découvrir un tour de prototypiste qui ne presente pas de signe d'usure significative. Je l'ai acheté sur le champ. Il sera à l'atelier d'ici cinq semaines. Je prevois une revision complete mais j'ai d'autres projets en cours. Mise en service prevue pour le printemps. A terme, l'HBY va remplacer le Graziano SAG508, mais je conserverai l'HBX 360.
Deux machines d'exception dans mon atelier, je n'en avais même pas rêvé.
Suite : HBY 590 accessible en cliquant sur le lien suivant Tour CAZENEUVE HBY 590
Suite suggérée en cliquant sur le lien suivant : Guide d’achat d’un tour à l’usage des mécaniciens amateurs.
Dernière mise à jour : novembre 2023
A découvrir aussi
- Arrivée d'une nouvelle monoplace au sein de TRD
- Entrainement sur le circuit international de Nîmes Ledenon
- Course de Coupe de France Ledenon juin 2014

Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 132 autres membres