
Métrologie dimensionnelle. Seconde partie : capabilité des instruments de mesure des dimensions
PREAMBULE
Dans la première partie de cet article Lien vers première partie nous avons évoqué très rapidement les spécifications devant être portées sur les dessins de définition des pièces constitutives d'un mécanisme.
Ces spécifications doivent être respectées pour assurer la montabilité, le respect des performances attendues et la durabilité des mécanismes.
Pour rappel, il existe des tolérances de :
- dimension ;
- forme ;
- position ;
- rugosité.
Dans la seconde partie de cet article, nous allons nous intéresser aux moyens de vérification des tolérances dimensionnelles.
Je précise que je ne suis pas métrologue. J'ai utilisé de très nombreux moyens de mesure dans ma carrière. Pour mesurer toutes sortes de grandeurs physiques. J'ai même conçu une caméra de microscopie infrarouge dédiée à l'acquisition rapide des champs de temperatures en rectification. Je ne suis donc pas totalement étranger à la métrologie. Mais je n'ai pas d'autre prétention que d'en être un modeste utilisateur avec des connaissances et des lacunes. Je remercie par avance les experts métrologues qui voudraient bien corriger les imperfections de cet article de vulgarisation.
CRITERES DE QUALITE D'UN INSTRUMENT DE MESURE
Mesurande
En métrologie, le mesurande est la grandeur mesurée : température, tension, intensité, dimension, etc.
Etalon
Un étalon est un objet physique qui sert de référence pour toutes les mesures. le système dit MKSA en vigueur depuis 1946 est basé sur des étalons de dimension (le mètre), de masse (le kilo), de temps (la seconde), de courant l'Ampère. Toutes les unités utilisées par les scientifiques sont définies à-partir de ces quatre grandeurs.
Etalon de distance
Le mètre est un étalon (physique) qui a servi à l'origine. Il est conservé à Sèvres en France. Mais maintenant il a été remplacé depuis 1960 par la distance parcourue par la lumière dans le vide dans le temps nécessaire pour parcourir la longueur de ce fameux mètre-étalon.
Etalon de masse
Le kilogramme est un étalon en platine rhodié fabriqué en 1889. Il est conservé au BIPM à Sevres en France. On sait qu'en dépit des objectifs initiaux il a perdu environ 50 microgrammes lors de ses 122 premières années d'existence. Depuis environ 25 ans, le kilogramme-étalon n'est plus la référence. Il a été remplacé par une définition basée sur la constante de Planck et sur la masse du fameux-étalon. La nouvelle définition est donc considérée comme totalement invariante.
Les cales-étalons
Elles sont souvent la référence de nombreux ateliers. Néanmoins, elle ne peuvent pas être considérées comme des étalons au sens métrologique du terme puisque l'étalon de longueur est le mètre-étalon remplacé par sa définition actuelle basée sur la vitesse de la lumière dans le vide.
Classes de qualité des cales-étalon utilisées en entreprise
Les cales de classe 3 sont les moins précises. On les utilise comme cales de réglage en atelier.
Les cales de classe 2 sont conçues pour une utilisation en salle de métrologie.
Les cales de classe 1 sont généralement abusivement considérées comme les étalons de référence de l'entreprise utilisatrice. Elles ne doivent être utilisées que pour contrôler les cales de classes inférieures.
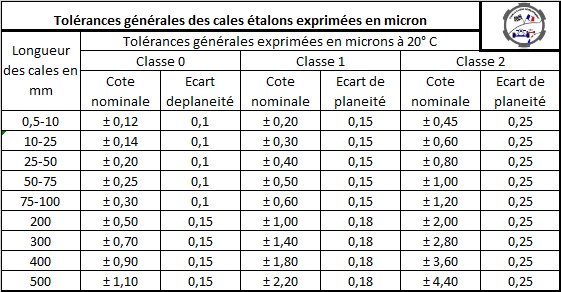
Les cales-étalons utilisées en laboratoire de métrologie
Les cales de classe 0 sont prévues pour une utilisation exclusive en laboratoire.
Les cales de classe K ont pour vocation le contrôle des cales de classes inférieures uniquement en laboratoire.
Les cales de classe 00 sont les plus exactes de toutes. Vous n'en verrez probablement jamais car on en trouve seulement dans de rares laboratoires de métrologie
Utilisation des cales-étalon : vidéo de l'AFPA
Les cales les plus répandues sont en acier martensitique. Il existe aussi des cales en carbure et en céramique, plus dures, donc p'us resistantes à l'abrasion, mais plus sensibles aux chocs.
Ordre de grandeur de prix des boites de cales en 2023 :
- 47 cales acier classe 2 : 200-250 Euros ;
- 87 cales acier classe 1 : 2000-2500 Euros ;
- 87 cales ceramique classe 1 : 5000-6000 Euros ;
- 1 cale ceramique de 50 classe 1 : 100 Euros ;
- 1 cale etalon d'un millimetre acier classe 0 : 30 Euros.
Compte tenu des prix de marché, un mecanicien amateur peut souvent commencer à equiper son atelier avec des cales de classes 1 ou 2 d'occasion déclassées lors de leur contrôle en laboratoire. On en trouve beaucoup sur les sites de petites annonces. De toutes façons, sans disposer d'un local climatisé en salle grise prétendre traquer les microns serait un sacré défi que peu d'amateurs pourraient relever.
La justesse ou l'exactitude
La justesse est l'aptitude à donner une valeur exacte au mesurande.
La précision
La précision est la qualité de ce qui est précis. C'est donc une qualité relative. Par conséquent, on devrait éviter de parler de précision quand on parle de métrologie.
La résolution
La résolution est la plus petite différence qu'on peut apprécier avec un appareil de mesure sans faire d'interpolation. En d'autres termes, c'est l'écart séparant deux graduations ou deux digits pour les dispositifs numériques
La résolution n'a pas de rapport avec l'exactitude. Un instrument très faux peut avoir des graduations très rapprochées.
La linéarité
La majorité des dispositifs de mesure électroniques fonctionne sur le postulat que la variation d'un signal électrique délivré par un capteur est exactement proportionnelle au mesurande. C'est ce qu'on appelle linéarité. Dans la pratique, ce postulat n'est pas vérifié. Il l'est avec une certaine marge d'erreur, generalement faible, sur une partie de l'etendue de mesure, toujours limitée. Et généralement avec des marges d'erreur nettement plus grandes aux extremités de la plage de mesure des capteurs. Il est donc important de concevoir et d'utiliser les capteurs dans la plage où leur linéarité est la plus grande. Ce critere distingue souvent les instruments les plus chers par rapport à ceux qui sont proposés à des prix nettement plus bas. C'est rarement indiqué dans les fiches techniques des produits à bas coûts.
La répétabilité
Autrefois appelée fiabilité, la répétabilité est l'aptitude à donner toujours la même mesure pour un mesurande invariant. Un pied à coulisse dont la coulisse a un jeu excessif a une moins bonne répétabilité que le même pied à coulisse dont le jeu serait réduit en réglant le lardon de sa coulisse.
Une bonne répétabilité n'est en aucun cas signe d'exactitude. Néanmoins, un instrument faux, dont l'erreur est connue, possédant une bonne répétabilité peut permettre d'estimer une valeur de manière suffisamment juste. Par exemple, avec un micromètre d'extérieur connu pour avoir une répétabilité de 5 microns et une erreur de 5 centièmes par rapport à une référence supposée exacte (cale-étalon de classe zéro de la dimension de la pièce à mesurer, par exemple), on pourra s'approcher de la valeur vraie du diamètre extérieur d'un cylindre rectifié avec une forte probabilité de commettre une erreur de moins d'un centième de mm. Pour cela, il y a toutefois beaucoup de précautions à prendre. Nous y reviendrons.
La dérive
La dérive est un défaut de l'instrument qui conduit à des écarts de mesure au fur et à mesure que le temps passe. L'usure est une source de dérive. L'évolution de la température de l'instrument aussi. On s'en doute assez facilement. Mais il en est d'autres bien moins perceptibles. Notamment celle de la réponse des composants électroniques.
L'incertitude de mesure
L'incertitude de mesure est la somme des incertitudes liées à :
- la qualité de l'étalonnage ;
- la dérive ;
- le defaut de linéarité ;
- la répétabilité ;
- la résolution ;
- et, hélas la dextérité de l'utilisateur qui comprend la mise en position de mesure de l'objet à mesurer (température, gravité, etc) et celle de l'instrument sur l'objet.
Les mesures sans contact (optiques ou pneumatiques par exemple) permettent de s'affranchir de certaines incertitudes liées à la dextérité de l'utilisateur. Mais pas toutes.
dans une moindre mesure, certains instruments disposent de limiteurs d'effort (friction sur les micromètres, palpeurs souples sur les machines à mesurer, etc.)
COMMENT RECONNAITRE UNE COTE DE DIMENSION ?
Une cote de dimension est une cote qu'on peut mesurer entre deux surfaces de la pièce.
Par conséquent, l'entraxe de deux trous n'est pas une dimension mais une localisation d'un trou par rapport à l'autre. En fait cette distance n'est pas mesurable entre deux surfaces puisqu'elle correspond à l'écart entre deux axes qui ne sont pas des surfaces, mais des entités immatérielles.
INSTRUMENTS COURANTS DE MESURE DE DIMENSIONS
Réglets
Les réglets sont des règles graduées. En général leur résolution est égale au millimètre ou au demi-millimètre.
L'utilisateur doit aligner le réglet sur les deux surfaces de la pièce à mesurer.
Ils permettent un contrôle rapide, mais on ne peut pas les considérer comme capables d'apprécier des écarts inférieurs au millimètre.
Calibres à coulisse (pieds à coulisse)
Quel que soit le modèle de calibre à coulisse choisi, la majorité des erreurs de mesure provient d'une mauvaise mise en position de l'instrument sur la pièce. Il est très fortement conseillé de faire plusieurs mesures et de choisir le résultat qui est le plus petit pour les mesures extérieures et le plus grand pour les mesures intérieures. On élimine ainsi les mesures réalisées "en travers".
Colombus
Le Colombus est un calibre à coulisse généralement réalisé en tôle emboutie. Par l'emploi d'un vernier, sa résolution est généralement égale au dixième de millimètre. Sa capacité est d'environ 150mm.

Le guidage particulièrement rustique de cet instrument lui confère une très mauvaise répétabilité.
Les becs du Colombus ne sont généralement pas traités. Ils sont donc sujets à usure et déformation. Les becs intérieurs du Colombus sont très vulnérables. On peut difficilement se fier aux indications données sur des côtes intérieures.
Le Colombus permet d'apprécier des cotes avec une incertitude avoisinant le demi-millimètre. C'est plutôt un outil de magasinier qu'un instrument d'usineur.
Pied à coulisse d'atelier à vernier
Autrefois en acier trempé, de nos jours généralement en inox trempé, il dispose d'un vernier dont la résolution varie généralement entre 0,05 et 0,02 mm.
Il en existe de très nombreux modèles. Les capacités des modèles courants vont de 150 mm à 2000 mm.
Il existe depuis longtemps des pieds à coulisse d'atelier disposant de becs en carbure destinés à en limiter l'usure. Les derniers modèles destinés à un usage intensif disposents maintenant d'un revêtement de nitrure de titane (TiN) pour une durée de vie exceptionnelle.
Mesures intérieures avec un pied à coulisse d'atelier
La plupart des pieds à coulisse modernes peuvent réaliser des mesures intérieures. Il existe deux technologies de becs intérieurs. Les dos des becs extérieurs peut être rectifié de telle manière qu'ils aient une épaisseur de 5 mm (parfois plus sur les grands modèles) chacun ce qui permet de lire les dimensions intérieures - 10 mm sur le vernier.

C'est de loin la meilleure solution pour mesurer des dimensions intérieures supérieures à 10 mm. Souvent, ces becs comportent un épaulement ce qui est très pratique pour assurer une meilleure mise en position en prenant appui contre la face de la pièce à mesurer. Les erreurs dues à l'opérateur sont nettement diminuées. Néanmoins, je ne connais pas de mécanicien usineur expérimenté qui ne se soit pas trompé au moins une fois en oubliant d'ajouter 10 millimètres à la cote lue sur le vernier. Ces modèles de pieds à coulisse sont ceux qui vieillissent le mieux. j'ai toujours celui que j'avais au lycée dans les années 70. il n'a pas perdu ses qualités.
D'autres modèles comportent de fins becs dédiés aux mesures intérieures. ils permettent de mesurer des dimensions nettement plus petites. Mais ces becs sont très fragiles, comme ceux des Colombus. A la première chute, on ne peut plus du tout leur faire confiance.
De surcroît, il faut être très prudent vis à vis des indications donnée lors de l'utilisation de ce type d'instrument dans de petits alésages. Seul un micrometre peut-être considéré comme fiable à oartir du moment où on cherche une incertitude de mesure inferieure au dixième de millimetre.
Utilisation d'un pied à coulisse à vernier
Vidéo de l'AFPA
Mesures de profondeur avec un pied à coulisse d'atelier
La majorité des pieds à coulisse d'atelier dispose d'une jauge de profondeur. Il en existe plusieurs sortes. Les jauges en corde à piano de section circulaire permettent de mesurer la profondeur de petits trous. Elles sont très vulnérables. Les jauges plates en acier (inox) trempé sont un peu plus encombrantes, mais un peu plus résistantes.
Les mesures prises avec ces jauges sont extrêmement sensibles à l'opérateur. On ne peut pas vraiment s'y fier si on cherche une précision meilleure que le millimètre.
Exactitude
Un pied à coulisse à vernier de bonne facture en bon état s'avère souvent plus exact qu'un modèle numérique utilisé dans les mêmes conditions. Avec des becs en bon état et un jeu de coulisseau réduit il jouit d'une répétabilité au moins égale à celle d'un appareil numérique deux fois plus cher. En effet, aux erreurs liées à la partie physique de l'instrument s'ajoutent celles liées à la partie logicielle avec les appareils numériques.
La plupart des pieds à coulisse à vernier disposent d'un lardon d'usure qui permet de rattraper le jeu qui se crée à force de l'utiliser.
Cependant, les problèmes de vue de l'opérateur peuvent devenir très handicapants. Les mesures dans des endroits mal éclairés sont souvent difficiles, voire impossibles. La plupart des utilisateurs se retrouvent dans la quasi-obligation de s'équiper d'instruments numériques en prenant de l'âge.
Mais l'expérience n'a pas que des effets délétères. En utilisant régulièrement un calibre à coulisse, on apprend les meilleures pratiques pour positionner l'instrument sur les surfaces de référence. On apprend aussi rapidement à réaliser plusieurs mesures pour éviter les erreurs dues au mauvais positionnement de l'instrument. En effet, si un instrument de bonne facture permet d'apprécier des variations proches de 0,02 mm, ce sont souvent des conditions d'utilisation inappropriées qui conduisent à des erreurs pouvant atteindre, ou dépasser 0,5 mm.
Bien utilisé, un pied à coulisse à vernier de bonne facture en bon état permet d'apprécier des cotes de diamètre avec une incertitude de + ou - 0,04 mm (reference Mitutoyo 530-122 -150 mm), vendu 44 Euros HT.)
Il existe différents modèles de pieds à coulisse plus ou moins spécialisés :
- pieds à grands becs pour mesures loin du bord de la pièce ;
- pieds à coulisse à touches dégagées pour mesures derrière des parties en saillie ;
- pieds à coulisse à touches réduites pour mesures de gorges ;
- pieds spéciaux pour mesures d'engrenages ;
- pieds pour cordons de soudure ;
- etc.
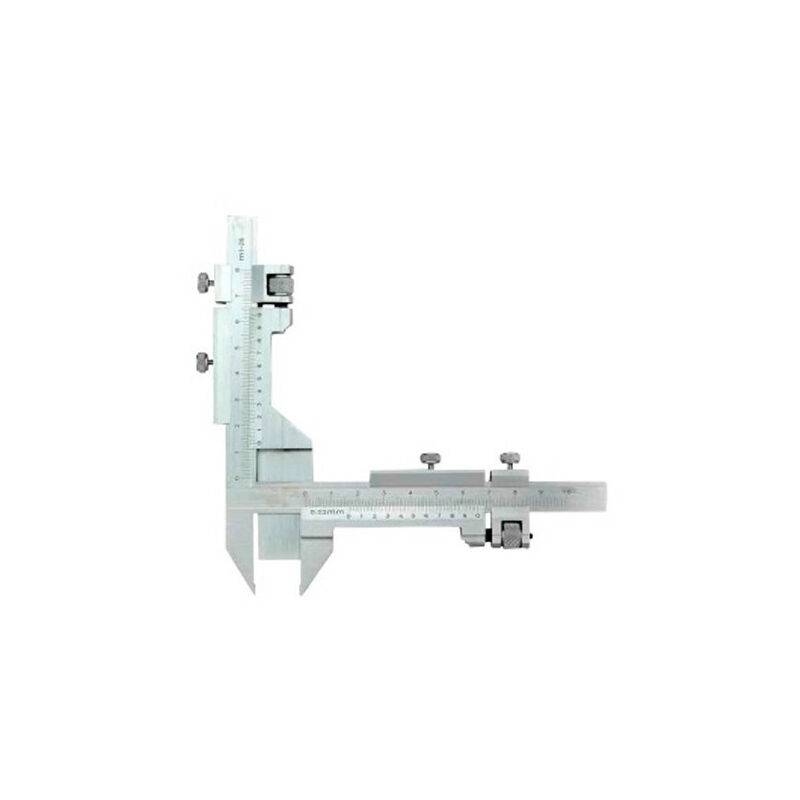
Pied spécial pour engrenages
Il est bon d'en avoir plusieurs pour s'adapter aux travaux qu'on réalise. J'ai eu au moins dix instruments de ce type de 150 mm à 450 mm. Des modèles d'élèves de lycée (pas forcément les plus mauvais) jusqu'à des marques réputées. Leur état et la façon de les utiliser compte plus que le prix qu'on les paye.
Entretien des pieds à coulisse à vernier
Un pied à coulisse à vernier doit être maintenu en parfait état de propreté. On verifie régulierement le parallélisme des mors en observant à contre-jour l'absence de passage de lumiere entre les mors plaqués. On verifie également de temps en temps que le jeu du coulisseau est faible. Ce jeu se regle avec des vis. On utilise du suif pour le lubrifier s'il devient dur.
Le pied à coulisse d'atelier à montre
Le pied à coulisse à montre est équipé d'un dispositif d'horlogerie qui permet d'afficher les centièmes de millimètre, (microns sur certains modèles) sur un cadran ressemblant à celui d'un comparateur d'atelier. Ces instruments sont plus lisibles que les modèles à vernier, ont une meilleure résolution (pas forcément justesse) sont plus coûteux et beaucoup plus fragiles.
Pied à coulisse à montre Mitutoyo 505-732

Le modèle Mitutoyo 505-732 -150 m- (136 Euros HT en 2023) a une résolution de 0,01 mm. Le fabricant revendique une erreur maximale de +ou -0,04 mm.
Sur les modèles au micron (505-749 -150 mm- de chez Mitutoyo, prix public 360 Euros HT en 2023), l'erreur de mesure imputable à l'appareil peut atteindre + ou - 2,5 microns. Cependant, on doit tenir compte des erreurs liées à l'opérateur qui sont souvent bien plus grandes.
J'ai eu un ROCH ancien. Agréable à utiliser, mais horlogerie fragile. C'est le genre d'instrument qu'il vaut mieux acheter neuf.
Pieds à coulisse d'atelier digitaux (numériques)
Les pieds à coulisses numériques ont des architectures comparables à celles des modèles à vernier mais disposent d'une règle magnétique lue par un capteur. Parmi leurs avantages :
- meilleure lisibilité que les modèles à vernier
- mesure par différence (on règle le zéro sur une cale étalon, par exemple)
- pas de mécanique très fragile comme les modèles à montre.
Ils présentent quelques désavantages :
- sensibilité aux fluides de coupe pour les modèles les moins chers. les modèles de qualité sont IP 67 (étanches aux poussières et submersibles à 1 metre pendant 30 minutes.)
- piles de très faible durée (quelques semaines) pour les modèles les moins chers (chinois à 15 Euros), deux ans pour des modèles "corrects".
- répétabilité catastrophique pour les modèles les moins chers et les contrefaçons.
Les modèles Mitutoyo numériques sont les plus contrefaits. La majorité des modèles vendus sur Internet sont des contrefaçons. Il existe beaucoup de vidéos censées permettre de repérer les contrefaçons. Aucune n'est fiable. En effet, les contrefaçons sont souvent très proches en apparence des modèles de la marque d'il y a quelques années (20 ans environ.) J'ai eu des Mitutoyo d'origine indiscutable qui ont exactement l'apparence de contrefaçons actuelles. Il n'y a que deux façons de se protéger des contrefaçons :
- acheter chez Mitutoyo ou chez un revendeur digne de confiance (encore faut-il en être sûr) ;
-acheter une autre marque.
Depuis quelques années, j'ai opté pour la seconde solution. Il existe plusieurs marques moins connues du grand-public, mais utilisées par les professionnels qui ne sont pas contrefaites. Généralement des marques locales. Françaises ou suisses.
Un modèle TESA IP 67

Comparaison de trois modèles d'entrée de gamme Mitutoyo, Sylvac, Tesa
J'ai eu des appareils des trois marques achetées neufs.
Tesa Cal, Je m'en sers peu car modèle pas étanche (le mien) je n'aime pas beaucoup la jauge de profondeur ronde (du mien) et je trouve l'affichage un peu petit. Piles toujours dedans depuis 15 ans !
Résolution 0,01, Ecart de mesure + ou - 0,03
Mitutoyo Digimatic (trois ou quatre vrais en 150 et deux en 200 mm, avec ou sans molette), je trouve les boutons de RAZ trop petits (on le voit sur la video.) Les portes de compartiments de piles ne sont pas très solides. (2 cassées.) Pas tous étanches. Résolution 0,01, erreur maximale + ou - 0,04
J'ai eu aussi une copie de Mitutoyo. Ce n'est bon à rien. Répétabilité catastrophique : dix mesures, huit cotes différentes. Les piles se vident, même à l'arrêt à une vitesse vertigineuse.
Sylvac, S Cal evo, je trouve le menu déroulant peu intuitif, mais l'affichage très lisible.
résolution 0,01, répétabilité 10 microns, pile dure 8000 heures. Jamais remplacée.
J'ai eu aussi un Otelo. Bon à rien. Consomme des piles à une vitesse vertigineuse, pas étanche et répétabilité mauvaise.
De manière générale, les modèles asiatiques vendus aux alentours de 10 à 20 Euros ne sont pas suffisamment précis (répétabilité cauchemardesque...) pour un usage en mécanique générale. Ils peuvent satisfaire les gens qui travaillent le bois (chercher les centièmes sur des matériaux sensibles à l'hygrométrie semble illusoire), mais il faut bien avoir en tête qu'ils consomment beaucoup de piles et qu'ils peuvent être très sensibles à l'encrassement par les poussières de bois. Peuvent egalement convenir pour des travaux de plomberie.
Option sortie de données
N'a d'intérêt que pour les professionnels. Et encore, je ne vois pas trop pourquoi puisque la dextérité de l'opérateur impacte fortement les mesures.
Option touches carbure
N'a d'intérêt que pour les professionnels. Et encore, je ne vois pas trop pourquoi puisque la dextérité de l'opérateur impacte fortement les mesures.
Option IP 67
Indispensable si on travaille avec du fluide de coupe
Option générateur solaire

Séduisante en apparence, cette option permet d'éviter d'avoir à remplacer les piles puisque l'instrument se recharge grâce à des capteurs solaires. J'ai utilisé l'un de ces instruments une dizaine d'années dans un bureau. Les batteries se vident dans les tiroirs mais se rechargent en quelques secondes dès qu'on sort l'outil de son coffret de protection. Hélas, ça fonctionne très mal dans un atelier mal éclairé. Et encore moins dans des recoins, par exemple pour aller prendre des côtes à l'intérieur d'une machine. A décharge (c'est le cas de le dire) mon pied à coulisse solaire a quinze ans et a passé bien plus de temps dans le noir que sur un bureau ou établi.
De surcroit, l'instrument nettement plus encombrant qu'un modèle à pile est souvent inutilisable dans les endroits peu accessibles. Et pourtant l'afficheur est assez petit. Le mien ne sort quasiment plus de sa boite. Sauf quand je ne retrouve plus les autres laissés dans un autre atelier ou sur un chantier.
Jauges de profondeur
Conçues comme les pieds à coulisse, elles possèdent une base leur donnant beaucoup plus de stabilité pour les mesures de profondeur.

Il existe des modèles à vernier au 1/20 ou au 1/50 de mm et des modèles numériques.
Les performances métrologiques sont comparables à celles des pieds à coulisse, mais la mise en oeuvre est souvent plus délicate car la mesure s'effectue fréquemment en porte à faux.
On trouve aussi des embases adaptables sur les pieds à coulisse ordinaires. Elles augmentent fortement la précision de mesure en stabilisant l'instrument. Avis personnel : intéressantes sur les modèles numériques qui font des mesures différentielles, je les trouve nettement moins pratiques à utiliser avec des modèles à vernier.
Micromètres d'extérieur
Le micromètre d'extérieur est un instrument qui dispose d'un système à vis qui permet d'amplifier les distances de telle manière que leur lecture sur un vernier ou un codeur soit plus aisée. C'est l'instrument à privilégier par rapport au pied à coulisse pour mesurer des diamètres ou des épaisseurs.
il est équipé d'un limiteur de couple grâce auquel, on peut gérer la pression exercée sur la pièce par les touches.
Micromètres à vernier
Les micromètres d'extérieur à vernier sont les plus répandus et les moins chers.
Ils ont une résolution comprise entre 5 microns et un centième. Pour avoir fait contrôler des modèles d'entrée de gamme fabriqués en Chine (il y a trente ans) en salle de métrologie, j'ai pu vérifier qu'à l'état neuf, ils ne sont pas pires que des modèles européens six ou sept fois plus chers. Cependant, on ne connait pas la résistance à l'usure des vis et écrous.
En utilisant des cales-étalons à une cote proche de celle à mesurer, on peut obtenir une mesure assez précise même avec un instrument dont la vis est très usée. On procède soit en prenant en compte l'erreur constatée sur l'empilage des cales-étalons soit en réglant le micromètre comme enseigné dans la vidéo du Youtubeur Antoinus ci-dessous :
Antoinus nous présente des micromètres à vernier sans isolant. Ces instruments sont assez sensibles à la chaleur transmise par la main de leur utilisateur. Il est préférable de choisir des modèles comportant une poignée isolante en bakélite ou en polymère comme le modèle numérique qu'il nous montre. On peut aussi utiliser un support de micromètre pour tenir l'instrument. Il faut faire particulièrement attention à l'alignement entre la pige de contrôle et les touches. des erreurs de plusieurs centièmes sont courantes sans cette précaution. Personnellement, je préfère utiliser un empilage de cales étalons.
Le maniement du micromètre lors de la mesure nécessite quelques précautions. Comme le pied à coulisse, le micromètre est très sensible à sa position sur la pièce. La meilleure méthode est enseignée sur cette vidéo de l'AFPA :
Il existe différents modèles de micromètres plus ou moins spécialisés :
- micromètres de lamineur pour mesures loin du bord de la pièce ;
- micromètres à touches réduites pour mesures de gorges ;
- micromètres pour filetages ;
- micromètres à plateaux pour mesures d'engrenages ;
- micromètres pour outils à trois ou cinq dents ;
- etc.
Micromètre pour outils à trois dents

A l'instar des calibres à coulisse à montre, il existe des micromètres à compteur. Un système d'engrenages manoeuvre des tambours portant des chiffres qui permettent la lecture directe grâce à un dispositif ressemblant aux anciens compteurs kilométriques automobiles. Ces mécanismes sont assez fragiles. Ces appareils souvent anciens cèdent la place aux modèles numériques.
Options
Souvent identiques à celles des pieds à coulisse touches carbure, sortie de donnee et Wi-fi, pour kes appareils numeriques, etc. ) ces options sont nettement plus interessantes (pour le professionnels) dans la mesure où les erreurs de mesure imputables à l'utilisateur sont moindres avec un micrometre qu'avec un calibre à coulisse.
Micromètres d'extérieur numériques
Si la lisibilité des micromètres d'extérieur numériques n'est pas très supérieure à celle des modèles à vernier, ils ont cependant quelques avantages :
- Souvent une meilleure résolution, pouvant atteindre le micron ;
- Une mise à zéro quasiment instantanée ;
- Le zéro flottant qui permet de lire directement les écarts par rapport à une pièce de référence.
Les inconvénients des modèles numériques sont de même nature que ceux relatifs aux pieds à coulisse numériques. Les micromètres numériques de qualité sont aussi très nettement plus coûteux. Si je suis assez satisfait des modèles d'entrée de gamme à vernier, je suis très nettement plus réservé au sujet des modèles numériques. J'en avais un. je m'en suis vite débarrassé. Par contre, j'ai conservé un Mahr au micron qui me semble de bonne qualité. Mais je l'utilise assez peu. Mon atelier n'est pas conçu pour produire des pièces au micron. Et c'est un instrument bien trop couteux pour prendre le risque de l'abîmer en faisant de la mécanique courante avec.
Micromètres d'intérieur
Comme le micromètre d'extérieur, le modèle d'intérieur utilise un système vis écrou pour amplifier le déplacement des touches. Il en existe différents modèles.
Micromètres d'intérieur à deux touches
D'architecture voisine de celle du micromètre d'extérieur, il ne comporte pas de col de cygne mais des touches qui s'écartent en manoeuvrant la vis. il existe des modèles à touches axiales et des modèles à touches déportées.
Micromètre à touches axiales

Ce type de micromètre, difficile à manipuler est surtout utilisé pour mesurer de très grands diamètres ou dimensions intérieurs.
Micromètre à deux touches déportées

Nettement plus adapté aux mesures de dimensions plus faibles, ces micromètres existent en version vernier, numérique, ou mixte comme sur la photo ci-dessus.
La mise en position de mesure à l'entrée d'un orifice est facilitée par l'épaulement des touches. En contrepartie ces appareils ne peuvent pas être utilisés au fond d'un trou.
Les avantages et inconvénients sont comparables à ceux des modèles d'extérieur.
Alésomètres à trois touches
Le maniement d'un micromètre à deux touches pour mesurer un alésage cylindrique est très délicat. On commet facilement des erreurs de mesures. Les alésomètres à trois touches permettent de simplifier considérablement les mesures en stabilisant mieux l'instrument.
Un modèle classique TESA qui existe depuis plus de 50 ans

Ces appareils sont très précis. Le modèle Tri-o-Bore présenté ci-dessus a une résolution de deux microns. C'est un classique en termes de mesures précises d'alésages. Le fabricant commercialise des rallonges pour permettre des mesures au fond d'alésages très profonds.
Un appareil de ce type coûte environ 500 Euros. Un micromètre Tri-O-Bore peut paraitre cher. Mais c'est vraiment une valeur sûre.
Les Roch sont aussi des appareils que j'utilise régulièrement.
J'aime bien aussi utiliser les appareils de marque Bowers. Ces derniers ont des touches interchangeables qui permettent d'en augmenter la plage de mesure. C'est une alternative intéressante pour débuter puisqu'un Bowers peut remplacer deux alésomètres de la concurrence. Mais ça oblige à vérifier le réglage à chaque changement de touches et on finit par en acheter un second pour ne plus devoir procéder à ce réglage.
Des modèles à compteurs à tambours ont existé. Pour en avoir réparé un, j'ai découvert quelques astuces de micromécanique intéressantes. Je préfère mettre en garde ceux qui seraient tentés de démonter ce genre d'instrument : pour réparer le mien, j'avais été obligé de tourner un axe de 0,5 mm de diamètre. On entre par ce biais dans le domaine de la micro-mécanique.
Il existe aussi des modèles numériques. Ici un modèle Mitutoyo de résolution 1 micron.

Ils coutent environ quatre fois plus cher ce qui les réserve à des professionnels qui s'en servent fréquemment. Il existe aussi des modèles "révolver" qui semblent plus faciles à utiliser. J'en ai utilisé dans un cadre professionnel. Je préfère finalement les modèles droits, bien plus pratiques pour contrôler, par exemple, des paliers centraux de moteurs à pistons alternatifs.
Un Bowers "revolver"

Pour pouvoir donner des valeurs précises, les alésomètres doivent pouvoir être ajustées sur des bagues-étalons.
Micromètres de profondeur
Le micromètre de profondeur remplace la jauge de profondeur pour toutes les mesures nécessitant une précision plus importante. Comme tous les micromètres, il utilise une vis pour amplifier les écarts.

MESURE PAR COMPARAISON
Ici, il ne s'agit pas réellement de mesure, mais de comparaison entre une pièce témoin ou un étalon et la pièce contrôlée.
Montre comparateur
Au même titre que le pied à coulisse à vernier, le comparateur à cadran fait partie de l'outillage de base du mécanicien usineur.
Cinématique
Les modèles mécaniques, les plus simples, se composent d'un palpeur qui entraine une crémaillère sur laquelle s'engrènent des roues dentées qui permettent de déplacer des aiguilles sur des cadrans gradués. La résolution courante est égale au centième de millimètre. Il existe des modèles au micron.
Variantes (modèles mécaniques)
On trouve des comparateurs à tous les prix. Comment s'y retrouver ? Après avoir fait un détour par la micromécanique avec les micromètres, avec le comparateur à cadran, on entre de plain-pied dans le domaine de l'horlogerie. Les techniques horlogères sont applicables aux comparateurs. On notera notamment que les meilleurs instruments ont des mécanismes montés sur rubis et sont appelés "antichoc". Les touches peuvent être en acier ou en carbure. D'autres détails que je ne connais pas, l'horlogerie est une spécialité de la mécanique de précision dont j'ignore quasiment tout, peuvent justifier des écarts de prix allant de un à vingt.
Modèles digitaux
Comme les autres instruments, les comparateurs n'ont pas échappé à la digitalisation. Que valent les appareils premier prix ? Sincèrement, je n'en sais rien. Mais je redoute des problèmes de déchargement de piles et d'étanchéité comparables à ceux rencontrés sur les pieds à coulisse d'entrée de gamme. J'ai un important stock de modèles mécaniques aussi, je n'envisage pas de m'équiper en appareils numériques auxquels je ne trouve pas beaucoup d'avantages. Pire, je pense qu'ils sont nettement moins adaptés pour les "Subito" (voir plus bas.)
Plages de mesure
Les plus compacts (souvent utilisés sur les "Subito") ont une étendue de mesure d 'un à trois millimètres. Le plus gros que je possède à une course de 50 mm. C'est intéressant pour mesurer les déplacements des chariots d'une machine-outil non équipée d'une visualisation des cotes. Avec 50 mm de course, on dispose d'une plage de 100 mm de diamètres. ça couvre largement l'essentiel des possibilités avec un petit tour.
Pour caler des pompes à injection d'anciens moteurs Diesel, un modèle 30 mm convient très bien.
Les modèles les plus courants ont 10 mm de course.
Utilisation
Pour que les valeurs lues soient exactes, il faut que l'axe du coulisseau soit perpendiculaire à la surface. Ce n'est pas toujours possible. Si le comparateur fait un angle alpha avec la normale à la surface palpée, il faut appliqué un coefficient correcteur correspondant au cosinus de l'angle alpha. Par exemple pour 15 degrés, dont le cosinus vaut 0,97, il faut diviser la valeur obtenue par 0,97. Ce qui revient à la multiplier par 1,035. Pour 30 degrés, le cosinus passe à 0,86, donc la coefficient multiplicateur à 1,154.
Comparateur à levier
Le comparateur à levier est un appareil la plupart du temps nettement plus compact que le comparateur "ordinaire" à crémaillère.

Cependant, c'est un instrument qui n'a aucune linéarité. De par sa cinématique, la réponse de cet appareil suit une loi sinusoïdale. On ne peut donc rien mesurer avec ce type d'appareil.
Mais alors à quoi ça sert puisque la valeur indiquée est fausse ?
C'est un appareil qui peut et devrait être utilisé pour vérifier le parallélisme d'un déplacement par rapport à une surface. Par exemple pour dégauchir un étau ou pour centrer un alésage sur l'axe de broche d'une machine outil. Dans ces cas, on recherche l'absence de déplacement de l'aiguille de l'appareil. Puisqu'il n'y a pas de déplacement, il ne peut pas y avoir d'erreur de mesure.
Précisons que l'erreur de mesure suit une loi sinusoidale ce qui signifie qu'elle est nulle lorsque le palpeur est dans l'axe de l'appareil et infinie lorsqu'il se trouve à 90 degrés.
Pepitas
Souvent, les comparateurs à levier sont appelés "Pépitas" dans les ateliers. Pendant longtemps, j'ai essayé de comprendre pourquoi. Jusqu'au jour où j'ai eu en main un ancien appareil (Mahr, si je me souviens bien.) Un Pupi-tast... C'est écrit dessus. Voilà l'explication, je pense. S'il fallait avoir fait khâgne pour travailler dans un atelier de mécanique, ça se saurait... En tout, cas retenez le nom de "Pépitas". Presque tout le monde sait ce que c'est.
Comparateur d'alésage "Subito"
Subito est une marque commerciale. Mais à l'instar de Frigidaire, Delco et quelques autres, il est passé dans le langage courant pour désigner un outil dont le vrai nom est intalomètre. On peut aussi l'appeler comparateur d'alésage. Au moins, tout le monde comprend de quoi on parle.
Pourquoi refaire ce qui est déjà bien fait... La chaine Youtube Enduro Family vous en révèle presque toutes les subtilités ici :
Personnellement je suis peu favorable à l'utilisation de cet instrument pour vérifier des alésages neufs censés presenter de faibles defauts de circularité. La conicité possible est très facile à mettre en evidence avec un alesometre à trois touches. Par contre, c'est le meilleur moyen accessible à mon avis pour mettre en évidence des défauts de circularité sur des alésages usagés. A vous de vous faire un avis en fonction de vos objectifs.
"Mini Subito"
Le "vrai" Subito est assez limité par sa cinématique. A cause de l'encombrement des touches, il n'est pas adapté aux mesures de petits alésages.
SOMET
ici, j'ai un appareil de marque SOMET qui permet de mesurer des alésages jusqu'à 4 millimètres de diamètre. Le principe est similaire à celui des "Subito" : une tige terminée par un cône pousse les touches contre l'alésage. mais avec cet appareil SOMET, les touches sont des billes de petite taille.
La boite SOMET qui permet la mesure d'alésages de 4 à 18 mm

Détail d'un palpeur

Suivant le comparateur utilisé, la résolution peut atteindre le micron.
MAHR INTRAMESS MILLIMESS
Un autre modèle qui fait partie de ma "collection" d'instruments de mesure : le MAHR Intramess Millimess de capacité 9,4 à 18, 6 mm.

Les palpeurs ont une forme torique fendue. Ce modèle est particulièrement intéressant car quasiment insensible à l'angle pris par l'instrument dans l'alésage. Le comparateur est monté sur 7 rubis. Sa résolution est égale au micron.
A noter : chez Mahr, on a semble t'il le sens de l'humour, puisqu'en anglais "mess" signifie bordel...
Il permet des mesures précises des diamètres, mais il est totalement incapable de mettre en évidence des défauts de circularité. Il n'y a donc pas concurrence, mais complémentarité entre ces deux derniers instruments.
INTERRAPID
Un troisième instrument de marque Interrapid permet d'aller mesurer les cannelures, rainures de clavettes et gorges de circlips dans des alésages grâce à ses touches de type "aiguille".

Capacité de 10 à 150 mm.
résolution 0,01 mm.
Eut égard à la cinématique particulière de cet appareil, sa linéarité doit être assez mauvaise, mais son étendue de mesure est très limitée. Il suffit de l'étalonner sur une bague du diamètre recherché pour faire des mesures précises.
Piges cylindriques
Les piges ne sont pas à proprement parler un instrument de mesure. On peut cependant les utiliser de la même manière que les cales etalons pour encadrer la valeur du diametre d'un trou entre deux diametres de piges. C'est un outil assez efficace, par exemple pour estimer un diametre de gicleur de carburateur. Une boite de piges rectifiees coûte aussi cher qu'une boite de cales etalon de precision comparable. Elle peut permettre d'estimer le diametre avec une incertitude d'un centieme de mm. Mais un mecanicien peu fortuné peut déjà obtenir un encadrement grossier (0,05 à 0,1 mm d'incertitude) du diametre d'un trou en utilisant des queues de forets neufs qu'il prendra soin de mesurer avec un micrometre.
À noter : l'utilisation de queues de foret peut aussi dépanner pour estimer la largeur locale d'une rainure.
CONCLUSION ET PERSPECTIVES
Nous avons, je le crois, fait un rapide tour d'horizon de l'offre en matière de matériel de mesure dimensionnelle.
La troisième partie de cet article est consacrée aux mesures des tolérances de forme et localisation. Il est clair que pour l'amateur ce type de mesures est parmi les moins accessibles avec ses propres moyens dès qu'une précision importante est requise. Néanmoins, on parlera de quelques astuces qui permettent si ce n'est de faire de la vraie métrologie, au moins de vérifier la qualité de ce qu'on fabrique.
A très bientôt.
Derniere mise à jour : 08/2023
A découvrir aussi
- De nouvelles soupapes pour les très hauts régimes
- NOTIONS D'AERODYNAMIQUE QUATRIEME PARTIE
- Le soudage, cinquième partie : Métallurgie du soudage, aciers non alliés

Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 132 autres membres